环面滚刀(我国离齿轮制造强国还差多远?)
Posted
篇首语:知识是珍贵宝石的结晶,文化是宝石放出的光泽。本文由小常识网(cha138.com)小编为大家整理,主要介绍了环面滚刀(我国离齿轮制造强国还差多远?)相关的知识,希望对你有一定的参考价值。
环面滚刀(我国离齿轮制造强国还差多远?)
随着我国装备制造业的快速发展,齿轮作为机械设备中必不可少的传递动力的通用零部件,在金属切削机床、航空、电力系统、冶金机械、农业机械和运输机械等现代工业设备中得到了广泛的应用。

一、我国齿轮发展现状
目前,我国齿轮行业大而不强,结构性矛盾突出,低端齿轮产能巨大,高端齿轮产能不足,高端齿轮在生产技术上与国外相比还有很大的差距。因此,随着我国由齿轮制造大国向齿轮制造强国迈进,齿轮产业对齿轮钢的品种质量提出更高的要求。如特种、专用传动齿轮方面,未来的市场很大,像非圆齿轮、小模数齿轮等,对齿轮钢的要求较高,同时需求量也不小;一些高级轿车传动齿轮是用不锈钢制成的,因此,相关齿轮钢产品应跟随汽车行业的发展而提升。
二、齿轮材料的基本要求
齿轮作为传动部件在传递动力和改变速度的运行过程中所受的应力是复杂和变化的,同时又产生接触磨损。因此,对所用特殊钢的质量要求是较高和苛刻的,不但要有良好的强韧性、耐磨性,能很好地承受冲击、弯曲和接触应力,而且还要求变形小、精度高,以降低噪音。
为满足高端齿轮用钢要求,钢中添加铝细化晶粒进行强韧化,使钢具有良好的强度和韧性;钢中添加硫提高切削加工性能,满足工件的高加工精度要求; 同时严格控制夹杂物达到高纯净度,以保证高的疲劳性能。而由于这类钢种既含铝又含硫,钢中易生成数量较多的高熔点的Al2O3和Ca S类夹杂物,影响钢水纯净度,导致连铸浇铸过程中水口结瘤,石家庄钢铁有限责任公司研究“转炉→LF +VD→连铸”生产流程下含硫含铝钢的钢液净化技术,保证钢水的可浇性,开发出高品质齿轮用钢,代替部分进口材料,满足了合资品牌汽车的用钢要求。

三、高质量齿轮的主要性能要求
高质量的齿轮钢主要表现在三个方面:末端淬透带窄、纯洁度高和晶粒细小均匀。
(1)末端淬透带
末端淬透性的稳定与否,对齿轮钢热处理变形量的大小影响很大,淬透性带宽度越窄,离散度越小,越有利于齿轮的加工及提高啮合精度。淬透性和淬透性带宽的控制,主要取决于化学成分及其均匀性。淬透性确定后,淬透性带宽的大小很大程度上影响热处理变形。
(2)纯净度
纯洁度主要指氧含量的降低以及其他有害元素的降低。氧含量对齿轮疲劳寿命的影响,现在已越来越受到人们的关注。为了提高纯洁度,减少有害夹杂物,在齿轮钢中对Ti 的含量应有所限制,因为过量Ti 在钢中易形成颗粒大带粗棱角的Ti N,是疲劳裂纹的发源地。
(3)晶粒度大小
晶粒度大小是齿轮钢的又一重要指标,因为粗晶粒使渗破层浓度相对增加,导致脆性增加,使产品强度下降,齿面容易剥落。如果出现混晶有可能使龄牙之间的热处理变形失去规则而无法配对。细化晶粒主要通过添加一定量的细化晶杜元素、以Al 细化晶粒的钢,从冶金方面保证既定成分,只是实际产品的晶粒能否细化还取决于炼钢后的锻、轧、热处理工艺是否顺应Al N 的溶解析出规律。在齿轮钢组织控制技术方面,细小的奥氏体晶粒对钢材及制品的性能稳定有重要意义,是优质钢的基本属性。
四、齿轮的加工
齿轮制造技术是获得优质齿轮的关键,齿轮的工作条件决定了其结构形状、精度等级的不同,再加上生产条件的不同,所以齿轮的加工工艺也不尽相同。但是总体来说齿轮的加工可分为四个阶段:齿坯加工、齿面加工、热处理以及齿面精加工。
1、齿坯加工
齿轮的毛坯件主要是锻件、棒料或铸件,其中锻件使用最多。齿轮的毛坯加工在整个齿轮加工过程中占有很重要的地位。齿坯的内孔(或轴颈)、端面或外圆经常是齿轮加工、测量和装配的基准,齿坯的精度对齿轮的加工精度有着重要的影响。对毛坯件首先要进行正火处理,改善其切削加工型,使其便于切削;齿坯的余量控制也是相当重要的,余量过多将致使后续加工量增多,生产效率降低;余量过少;后续加工则需要特别谨慎,以保证齿轮的精度尺寸在设计范围之内。

图:齿坯
2、齿面加工
加工要按照齿轮设计的要求,先将毛坯加工成大致形状,保留较多余量;再进行半精加工,车、滚、插齿,使齿轮基本成型。齿面加工可分为成形法加工和展成法加工。
齿面成形法加工:
齿面的成形法加工是指利用成形刀具对工件进行加工。用这种方法制造的齿轮精度较低,只能用在低速运动的环境中。成形法的常用加工方法包括铣齿、成形插齿、拉齿、成形磨齿,其中最为常用的是铣齿。铣齿是指用成形齿轮铣刀在铣床上直接切制齿轮的方法。铣齿的加工特点是加工方便,成本低,但其生产率和精度也相对较低。

齿面展成法加工:
展成法加工是指利用工件和刀具做展成切削运动进行加工的方法。他是利用齿轮副的啮合运动实现齿廓的切削。展成法的常用加工方法为滚齿、插齿、剃齿、珩齿、磨齿等,其中最为常用的是滚齿和插齿。展成法加工需要专业的齿轮加工机床,加工精度较高。

滚齿:滚切齿轮可将看作无啮合间隙的齿轮与齿条传动。当滚齿旋转一周时,相当于齿条在法向移动一个刀齿。滚齿是目前应用最广的切齿方法,可加工渐开线齿轮、圆弧齿轮、摆线齿轮、链轮、棘轮、蜗轮和包络蜗杆,精度一般可达到DIN4~7级。目前滚齿的先进技术有多头滚刀滚齿、硬齿面滚齿技术、大型齿轮滚齿技术、高速滚齿技术等。

插齿:插齿特别适合于加工内齿轮和多联齿轮。采用特殊刀具和附件后,还可加工无声链轮、棘轮、内外花键、齿形皮带轮、扇形齿轮、非完整齿齿轮、特殊齿形结合子、齿条、端面齿轮和锥度齿轮等。目前先进插齿技术有、多刀头插齿技术、微机数控插齿机、硬齿面齿轮插削技术等

3、热处理工艺
齿轮的热处理直接决定轮齿的内在质量,齿形加工和热处理后的精加工是制造的关键,也反映着齿轮制造的水平。热处理工艺的好坏将直接影响到齿轮的强度、精度、噪声和寿命。

4、精加工
齿轮的工作条件不同,轮齿的破坏形式不同,是确定齿轮强度计算准则和选择材料和热处理的根据。目前工业应用的齿轮精加工方式主要是剃齿、磨齿、挤齿、研齿和珩齿。
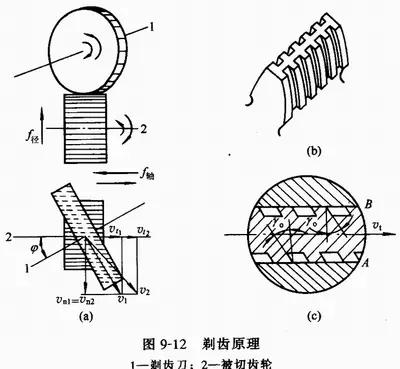
剃齿是在剃齿机上用剃齿刀剃齿。它带动被加工齿轮相对转动,靠齿面上的相对滑动,剃齿刀切去齿面上很薄的一层金属,完成齿轮的精加工,剃齿精度受剃前齿加工的精度限制。剃齿生产效率较高,适用于滚齿、插齿后的软齿面精加工。
磨齿则是用砂轮对齿面进行磨削,磨齿可以磨削齿面淬硬的齿轮,消除热处理变形,提高齿轮精度。根据使用的砂轮不同,又分为:(1)锥形砂轮磨齿;(2)蝶形砂轮磨齿;(3)大平面砂轮磨齿;(4)蜗杆砂轮磨齿;(5)渐开线包络环面蜗杆砂轮磨齿;(6)成型砂轮磨齿。

挤齿是利用挤压轮对被加工齿轮的齿面进行挤压,提高齿轮的表面质量,主要适用于滚齿、插齿后的软齿面齿轮精加工。
而珩齿则与剃齿的方法基本相同,即将剃齿刀换成形状相同的珩磨轮,靠与齿面的相对滑动对齿面进行抛光,被加工齿轮的齿面软硬均可.
本文由检验在线(ID:jianyanzaixian)授权发布,转载请联系原作者
相关参考
我国机床和国外的差距(我国机床产业低端混战高端失守,跟德国制造的差距还有多远?)
...成为制造强国就必须建立完善健全的工业体系,而机床是我国工业发展的命脉,遏制着工业发展的咽喉。其跟现在的芯片问题又有很多相似之处高精尖领域被卡住脖子而且涉及多个行业和领域,其影响范围也是相当广泛的;可谓...
年农业(我国距农业科技强国还多远?2035年农业科技现代化将基本实现)
...“十四五”全国农业农村科技发展规划》,计划到2025年,我国力争突破一批受制于人的“卡脖子”技术和短板技术,农业领域原始创新能力大幅提升,农业科技整体实力稳居世界第一方阵,生物育种、农业5G应用、动物疫苗等领...
...4用盘铣刀切齿5拉削滚齿渐开线齿轮通常通过滚齿制造。滚刀的切削刃是直线,滚刀的刀齿沿螺旋线分布在圆柱面上(类似于螺钉的螺纹)。滚刀的截面轮廓与齿条的横截面轮廓相同!图:用滚刀进行齿轮加工(滚齿)随着齿轮...
...4用盘铣刀切齿5拉削滚齿渐开线齿轮通常通过滚齿制造。滚刀的切削刃是直线,滚刀的刀齿沿螺旋线分布在圆柱面上(类似于螺钉的螺纹)。滚刀的截面轮廓与齿条的横截面轮廓相同!图:用滚刀进行齿轮加工(滚齿)随着齿轮...
作为高考日语无法绕开的一部分,日语学习是很多英语成绩差的学生的选择。而关于日语,慧子老师最常听到的一个问题就是:零基础小白,学多长时间能过N2?但学习这件事,每个同学的接受程度都不同的。慧子老师就拿背五...
来源:《瞭望》新闻周刊原题:我国芯片产业何时自主可控“集成电路是全球分工合作的产业,没有一个国家拥有完完整整的自主可控产业链,即便是美国,它的光刻机依赖欧洲、材料依赖日本”,无锡市半导体行业协会秘书长...
来源:《瞭望》新闻周刊原题:我国芯片产业何时自主可控“集成电路是全球分工合作的产业,没有一个国家拥有完完整整的自主可控产业链,即便是美国,它的光刻机依赖欧洲、材料依赖日本”,无锡市半导体行业协会秘书长...
电动机,是把电能转换成机械能的一种设备。它是利用通电线圈(也就是定子绕组)产生旋转磁场并作用于转子(如鼠笼式闭合铝框)形成磁电动力旋转扭矩。电动机按使用电源不同分为直流电动机和交流电动机,电力系统中的电动...
滚刀齿形与齿轮的齿形有何不同(影响轴齿轮滚齿加工精度原因分析)
在减速机中,轴齿轮是最为主要的零件,是减速机稳定运行的重要基础,轴齿轮的加工精度直接影响减速机的质量。由于磨齿精度与滚齿精度有着较深联系,所以,只有在滚齿中的误差项目得到精确控制的前提下,齿轮制造才能...