环锭纺纱机黄麻可以纺吗(「纺织技术」麻赛尔纤维系列生产工艺探讨及纺纱实践)
Posted
篇首语:药农进山见草药,猎人进山见禽兽。本文由小常识网(cha138.com)小编为大家整理,主要介绍了环锭纺纱机黄麻可以纺吗(「纺织技术」麻赛尔纤维系列生产工艺探讨及纺纱实践)相关的知识,希望对你有一定的参考价值。
环锭纺纱机黄麻可以纺吗(「纺织技术」麻赛尔纤维系列生产工艺探讨及纺纱实践)
汤龙世、宋江波、魏丽丽/山东华龙纺织有限公司、联润翔(青岛)纺织科技有限公司
1 麻赛尔纤维性能特点
1.1 麻赛尔纤维主要性能特点
麻赛尔纤维是一种新型、健康、时尚、绿色环保、能够自然呼吸的新型纤维素纤维。该纤维采用特殊工艺生产,通过对天然植物纤维黄麻进行处理而制得,除保持天然麻纤维原有的抑菌防霉、吸湿快干等特性外,还具有纤度及长度可根据纺织需求进行调节的优点。该纤维因具有独特的截面形状,做成的织物具有手感滑爽、色泽亮丽、布面组织丰满、圆滑的特性。麻赛尔纤维制品可以做为衣着类纺织品、家用纺织品、应用纺织品原料,是一种环保型绿色生态纤维。

主要特点如下。
(1)以可再生的天然麻为原料,绿色环保;
(2)具有类似原麻纤维的中空截面形状;
(3)具有天然的抑菌性,抗菌防霉;
(4)亲肤性好、吸湿透气性优良、吸湿排湿性能好;
(5)布面组织丰满圆润、手感滑爽、具有亮丽的光泽、健康时尚。
1.2 麻赛尔纤维主要技术指标
纤维规格37.3 mm 1.36 dtex;干强2.6 cN/dtex;湿强1.19 cN/dtex;干伸18.1%;含油率0.26%;疵点2.2 mg/100g;倍长纤维2.8 mg/100g。
2 用环锭纺设备生产麻赛尔纤维系列纱
2.1 纺制品种
(1)细旦涤/麻赛尔(70/30)18.5 tex混纺纱;
(2)CJ/麻赛尔(60/40)14.7 tex混纺纱;
(3)麻赛尔18.5tex 针织纱。
2.2 纺纱工艺
2.2.1 开清工序
开清工艺流程(麻赛尔纤维):A002C型自动抓棉机→A006B型混棉机(附A045B型凝棉器)→A035A型混开棉机(附A045B型凝棉器)→A036B型开棉机(附A045B型凝棉器)→A062C型配棉器→A092A型双棉箱给棉机(附A045B型凝棉器)→A076C型单打手成卷机。
开清工序采用“多松多梳、早落少落、少伤纤维”的原则。具体措施如下。
(1)多包抓取、细抓薄喂,打手刀片伸出肋条的高度为0.5 mm,打手每次下降的距离为3 mm。
(2)采用防粘措施,以防成卷粘连。成卷后要用塑料纸包装好。
(3)适当降低棉箱储棉高度,使其不超过1/2。
(4)定期清洁输棉管道,保证管道畅通。
(5)合理选择梳针打手的速度,打手速度为602 r/min。
(6)提高抓棉机和棉箱的运转效率,抓棉机运转效率不低于85%。
(7)综合打手的速度选为890 r/min,风扇速度选为1350 r/min。
2.2.2 梳棉工序(麻赛尔纤维)
使用FA201B型梳棉机,主要工艺为:
(1)加大锡林与刺辊的表面线速比,使纤维能够良好转移;
(2)盖板速度偏低掌握,以减少盖板花的落率,提高制成率;
(3)生条定量偏低控制;
(4)道夫速度偏小设计。
主要工艺参数为:锡林实测速度331 r/min;刺辊实测速度747 r/min;盖板速度54 mm/min;道夫速度18 r/min;锡林~盖板隔距0.23、0.20、0.20、0.20、0.23 mm;锡林~刺辊隔距0.18 mm;锡林~道夫隔距0.13 mm;给棉板~刺辊隔距0.20 mm。
生条定量17.75g/5m;生条重量不匀率4.1%;生条萨氏条干不匀率15.1%;生条乌斯特条干CV值2.99%;生条棉结1 粒/g。
细旦涤纶和棉纤维清梳工艺本文不再赘述。
2.2.3 并条工序
2.2.3.1 工艺配置
采用FA311型并条机。
(1)合理选择总牵伸倍数
FA311并条机的牵伸范围较大,一般为5~15倍,在实际生产中,应根据实际工艺条件和质量要求,合理选择总牵伸倍数。因为喂入须条在牵伸过程中产生附加不匀的纤维的移距偏差会随着牵伸倍数的增大而增加,而移距偏差的增加势必会影响牵伸质量,因此,在实际生产中总牵伸倍数的选配不宜太大,一般6根并合时在7倍以下,8根并合时在10倍以下较为适宜,否则,将不利于改善棉条条干水平。
(2)棉条定量的设定
尽管牵伸机构设置较为合理,对棉条定量的适应性较大,但配置的定量也不能太大,以避免因棉条定量过大导致须条间产生分层现象,影响棉条质量。
(3)合理选择主牵伸区罗拉隔距
因采用的是摇架弹簧加压形式,自前至后加压压力分别为300、300、100、400 N,加压压力较大且加压稳定,所以在保证加压充分的前提下,为了最大限度地减小较短纤维的浮游动程,改善主牵伸区的牵伸质量,提高棉条条干水平,主牵伸区罗拉隔距以偏小掌握为宜。纺制长度整齐度较好的细旦涤纶纤维混纺时,主牵伸区罗拉隔距可适当放大。
(4)合理配置后区罗拉隔距和后区牵伸倍数
后区牵伸的主要作用是使喂入的条子略带张力,使纤维伸直,使须条具有一定的紧密度进入中区,由中区进入主牵伸区后能够稳定牵伸,提高牵伸质量。后牵伸倍数和后区罗拉隔距对棉条条干的影响较为明显,可结合加压压力、纤维性能及纺制品种等进行优选配置。如果并条工序采用顺牵伸工艺,头并或混一的后区牵伸倍数可偏大掌握,一般在1.65~1.75倍,对有的特殊品种,后区牵伸倍数可以达到1.8倍;而末并或混三的后区牵伸倍数可以偏小掌握,一般在1.20~1.50倍,特殊品种可以低于1.10倍。末并或混三选用较小的后区牵伸倍数,可以有效减少棉结,提高棉条的均匀度水平。
对于细旦涤/麻赛尔(70/30)18.5 tex,采用涤条和麻赛尔纤维条混并。在混并之前,先将麻赛尔纤维生条预并。混并采用顺牵伸工艺,混一用等于或者小于并合数的总牵伸倍数和较大的后牵伸倍数,混二、混三采用的后牵伸倍数大于并合数,后牵伸倍数尽可能减小。
对于麻赛尔 18.5 tex 针织纱,直接采用两道并条,采用顺牵伸工艺。
对于 CJ/麻赛尔(60/40)14.7 tex ,采用先将麻赛尔纤维生条预并,然后和精梳棉条进行三道混合,采用顺牵伸工艺形式。
(5)选择好压力棒位置
压力棒位置由二胶辊的前冲量和后移量来确定。据试验所知,当二胶辊前冲量为l mm时,前罗拉上的前包围弧为0,当二胶辊前冲量大于l mm时,前罗拉上有反包围弧;当二胶辊前冲量小于l mm或后移时,前胶辊上有反包围弧。反包围弧是使纤维变速点后移和离散的因素。主牵伸区握持距只跟罗拉隔距的大小成线性关系,不与二胶辊的前冲量和后移量成线性关系,二胶辊前冲2 mm和后移2 mm,主牵伸区握持距只相差0.25 mm。在实际配置工艺时,可根据生产条件,对压力棒位置进行优选。对于麻赛尔纤维或者麻赛尔纤维和细旦涤纶纤维混纺,因为纤维的长度整齐度较好,可以采用二胶辊位置后移2 mm。
(6)合理确定托棉板入口大小
托棉板入口的大小要根据条子的定量和喂入根数确定,8根并合时为12~16 mm,6根并合时为9~13 mm,也可根据实际情况随时调整,以保证喂人条子既不发生重叠又不过于分散为原则。优选后末道并条工艺见表1。

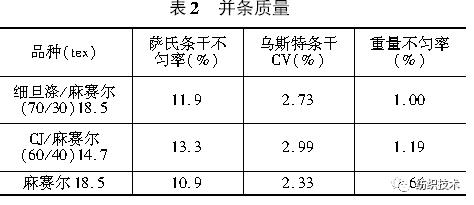
并条(末道)质量见表2。
2.2.4 粗纱工序
2.2.4.1 工艺配置
采用D型牵伸型式的粗纱机(FA421粗纱机)。
(1)罗拉加压
采用PK-1500型弹簧摇架加压。该类摇架前、中、后各有三档压力可供选择,各档压力都较重而且加压稳定可靠。麻赛尔纤维和棉混纺时中档压力即可满足工艺要求,麻赛尔纤维和细旦涤混纺、麻赛尔纤维纯纺等可适当加大(视后区牵伸倍数及后区罗拉隔距等因素确定)。
(2)原始钳口隔距
根据粗纱定量及片簧压力,在保证牵伸正常不出硬头的前提下,原始钳口隔距可偏小掌握,要通过试验确定。
(3)主牵伸区罗拉隔距
在保证加压充分的条件下,为了最大限度的减少较短纤维的浮游动程,提高粗纱条干水平,应该使胶圈钳口尽量前移,使其接近第二罗拉握持点,所以主牵伸区罗拉隔距偏小掌握。麻赛尔纤维和细旦涤纶混纺时,因涤纶纤维和麻赛尔纤维的长度整齐度都较好,主牵伸区罗拉隔距也可适当放大。无论麻赛尔纤维纯纺还是混纺,都要考虑纤维长度整齐度这一因素。
(4)后区牵伸倍数和后区罗拉隔距
后区牵伸主要是使条子略带张力,使纤维伸直,使须条具有一定的紧密度进入主牵伸区,以有利于改善粗纱条干。后区牵伸倍数与后区罗拉隔距对粗纱条干影响比较明显,应结合加压压力的大小,进行合理的配置。一般后区牵伸倍数偏小掌握,后区罗拉隔距偏大掌握会对提高粗纱条干均匀度有利。
(5)胶辊位置
为减小纱条弱捻区,降低粗纱断头,提高纱条光洁度,前胶辊中心可适当前移,第三胶辊中心要相应后移。
(6)粗纱定量
粗纱定量不宜过重,以避免因定量过重导致胶圈间夹持的须条产生分层现象,使粗纱条干恶化。
(7)总牵伸倍数
总牵伸设计能力为4.7~12.8倍,但因须条在牵伸过程中使纱条产生附加不匀,纤维的移距偏差随牵伸倍数的增大而增加,所以在实际生产中总牵伸倍数不宜太大。纺制中、细号品种,总牵伸倍数一般控制在6.5~8.5倍为宜,不宜超过9.5倍,以改善粗纱条干,提高粗纱条干均匀度水平。
(8)粗纱伸长率
应偏小控制,以减少意外牵伸,避免条干恶化,根据不同的品种,合理的确定控制标准。麻赛尔纤维纯纺、麻赛尔纤维和细旦涤纶混纺时,粗纱伸长率最好控制在0.5%以内。麻赛尔纤维和棉混纺时.粗纱伸长率可以适当大些,但最好不要超过1.2%。
优选后主要粗纱工艺见表3。

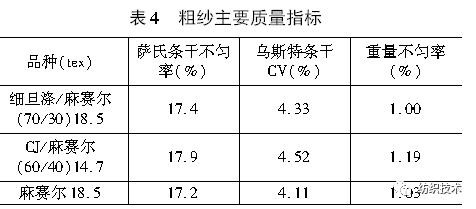
2.2.4.2 粗纱质量
粗纱主要质量指标见表4。
2.2.5 细纱工序
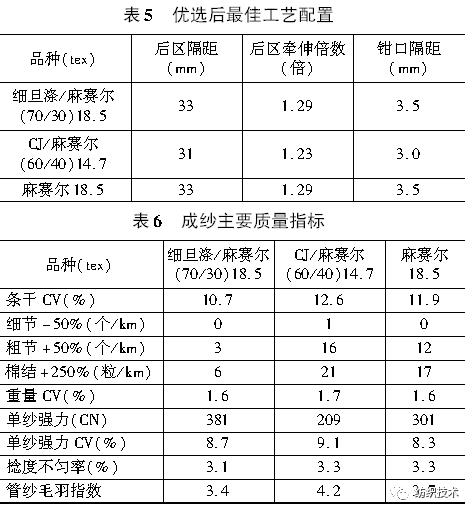
用FA507细纱机,配SD2122P摇架,V型牵伸,采用大后区罗拉隔距和较小的后区牵伸倍数,前区罗拉隔距尽可能减小。优选钳口隔距,选用低硬度高弹性胶辊及碳纤弹性上销,罗拉速度适当降低,钢丝圈比纺棉时稍重,以控制气圈,减少成纱毛羽。优选后细纱工艺见表5,主要质量指标见表6。
2.2.6 络筒工序
使用村田自动络筒机。
适当降低槽筒速度,细旦涤/麻赛尔(70/30)18.5 tex速度为1000 m/min,CJ/麻赛尔(60/40)14.7 tex 和麻赛尔18.5 tex 速度为1100 m/min,以减少筒子纱的毛羽;确保络筒纱线通道光洁无毛刺,尽量减小条干及毛羽指标的恶化。加强电子清纱器的维护和管理,减少漏切、误切、空切现象,提高正切率。
3 结束语
(1) 麻赛尔纤维吸湿性好,在环锭纺设备上生产麻赛尔纤维纱,可以纯纺,也可以和棉以及不同的棉型化纤混纺,可纺性好,成纱质量能够满足织造要求。
(2)麻赛尔纤维适纺性能好,纤维制品染色鲜艳,高温保色性好,富有光泽,织物成形性好,是制作女装、内衣、儿童服装、运动装、毛巾以及医用纺织品等的理想原料,市场潜力很大。
参考文献:
[1]汤龙世. 合理配置FA421型粗纱机牵伸工艺提高粗纱条干水平[J] .棉纺织技术, 1997,25(3):17-19.
[2]汤龙世,等.细特涤纶短纤纺制混纺纱线的工艺探讨[N].纺织学报. 1997,18(3):44-45.
编辑:中国纱线网新媒体团队

相关参考
莱赛尔(Lyocell)纤维是一种比普通粘胶纤维性能优良的高附加值纺织纤维,环保特征明显,既可与棉、麻、丝、毛等天然纤维混纺或交织使用,也可与各种化学纤维共用。笔者公司以纯棉纱线和莱赛尔纱线分别作为经纱和纬纱...
莱赛尔(Lyocell)纤维是一种比普通粘胶纤维性能优良的高附加值纺织纤维,环保特征明显,既可与棉、麻、丝、毛等天然纤维混纺或交织使用,也可与各种化学纤维共用。笔者公司以纯棉纱线和莱赛尔纱线分别作为经纱和纬纱...
莱赛尔(Lyocell)纤维是一种比普通粘胶纤维性能优良的高附加值纺织纤维,环保特征明显,既可与棉、麻、丝、毛等天然纤维混纺或交织使用,也可与各种化学纤维共用。笔者公司以纯棉纱线和莱赛尔纱线分别作为经纱和纬纱...
点击右上角关注@中国纱线网,传递有价值的纺织资讯 1、短纤维的物理特性不同的短纤维纺纱工艺技术对纱线物理性质及外观影响不同,甚至影响最终产品的特性也不相同。(1)不同纺纱方法对纱线结构,短纤维纱的结构与长丝...
点击右上角关注@中国纱线网,传递有价值的纺织资讯 1、短纤维的物理特性不同的短纤维纺纱工艺技术对纱线物理性质及外观影响不同,甚至影响最终产品的特性也不相同。(1)不同纺纱方法对纱线结构,短纤维纱的结构与长丝...
点击右上角关注@中国纱线网,传递有价值的纺织资讯 1、短纤维的物理特性不同的短纤维纺纱工艺技术对纱线物理性质及外观影响不同,甚至影响最终产品的特性也不相同。(1)不同纺纱方法对纱线结构,短纤维纱的结构与长丝...
...特数范围仅对相同纤维类型的有效)3按纺纱方法分传统环锭纱
...特数范围仅对相同纤维类型的有效)3按纺纱方法分传统环锭纱
来源:人民网-湖南频道近日,湖南省常德市工业和信息化局等策划制作的“质量强市·常德有‘你’”——桃花源里的品牌故事系列短视频第三期《一根纱,一匹布,二十年》正式播出。本期视频走进湖南云锦集团股份有限公司...