特殊过程控制标准(五大工具(四):SPC)
Posted
篇首语:古人学问无遗力,少壮工夫老始成。本文由小常识网(cha138.com)小编为大家整理,主要介绍了特殊过程控制标准(五大工具(四):SPC)相关的知识,希望对你有一定的参考价值。
特殊过程控制标准(五大工具(四):SPC)
什么是SPC?
SPC(Statistical Process Control,统计过程控制)是一种为了理解、控制和改进过程能力,通过统计技术系统地收集、生成和分析数据,达到保证产品质量的目的的方法。这里的统计技术主要是指控制图(一种带有上下限的特殊趋势图形),通过将生产过程收集的数据绘制在控制图上,从而可以直观地反映过程运行是否正常。
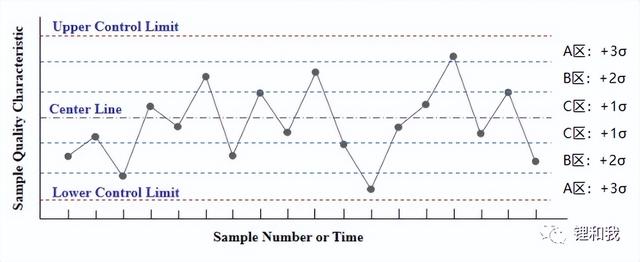
控制图的基本格式
控制图失控的8种判异准则
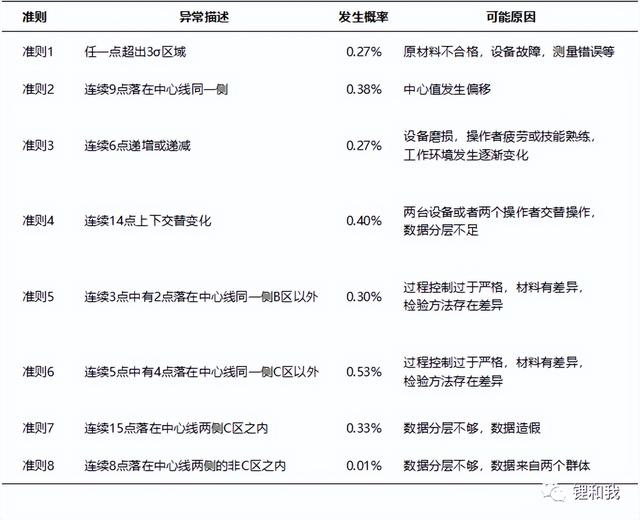
当上述小概率事件发生时,SPC理论认为是过程发生了异常现象,需要找出原因并加以解决。但在实际应用时,并非必须完全按照以上准则判断,也可以对准则进行修改,或者自行制定准则。
为什么要做SPC?
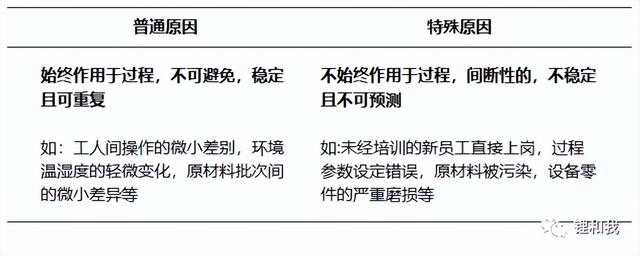
在生产过程中,受到人、机、料、法、环、测等因素的影响,产品性质必然存在变差,如两个零件加工出来的尺寸测量结果不可能完全相同。引起变差的原因包括普通原因(偶然的,不易查明的原因)和特殊原因(异常的,可查明的原因),SPC的主要目的就是监控是否存在特殊原因导致过程失控,如存在则可以及时发现并加以解决,避免制造批量不良品。
什么时候做SPC?
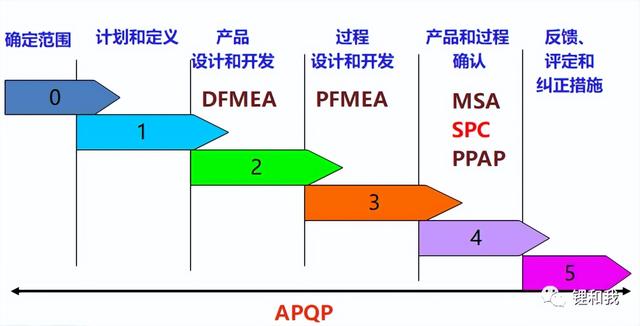
在APQP中,根据上一阶段确定的产品特殊特性清单和PFMEA中的高风险项,通常是在第四阶段:产品和过程确认阶段应用SPC技术管控产品品质,如试生产过程进行的初始过程能力研究,正式量产阶段的统计过程控制。
怎么做SPC?
SPC包括八大控制图,分别是:
- 均值-极差控制图(Xbar-R);
- 均值-标准差控制图(Xbar-s);
- 中位数-极差控制图(X中位数-R);
- 单值-移动极差控制图(X-MR);
- 不合格品率控制图(P);
- 不合格品数控制图(nP);
- 单位缺陷数控制图(U);
- 缺陷数控制图(C)。
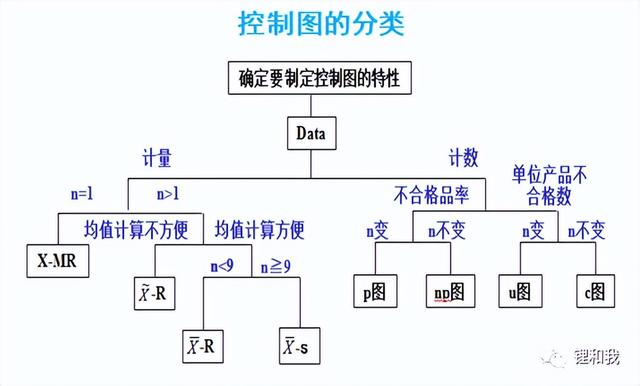
在介绍控制图之前,先要了解一下数据的分类,包括计量型数据和计数型数据,因为SPC管控的对象就是数据。计量型数据是指在给定范围内可以取任何值,即被测数值是连续的,如长度、重量等,而计数型数据是指那些不能连续取值的,只能以个数计算的数,如缺陷数量等。
制定控制图的关键就是计算控制限,包括上控制限(Upper Control Limit,简称UCL)和下控制限(Lower Control Limit,简称LCL)。此处需要注意控制限和产品规格的差异,产品规格是根据客户或产品使用要求定义的,而控制限是根据产品制造过程中的过程数据计算得到的,控制限通常比产品规格更严格,即过程失控并不代表产品规格不满足要求。
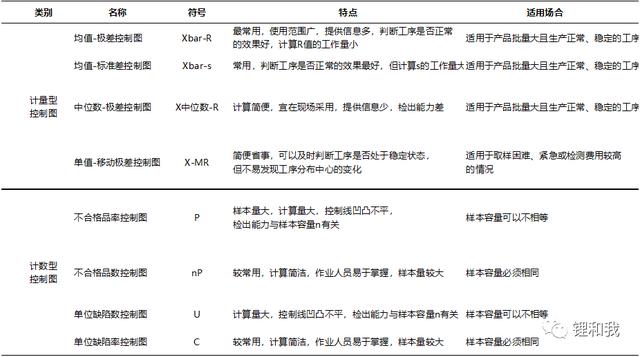
控制图的特点和适用场合
1.均值-极差控制图(Xbar-R)
Xbar-R控制图包括Xbar图和R图,是计量型数据最常用的控制图。其中Xbar图主要观察正态分布均值的变化,R图用于观察正态分布的分散和变异情况。
1)计算极差的均值:
2)计算均值的均值:
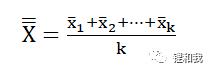
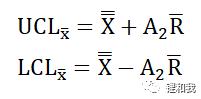
3)计算Xbar图控制上下限:
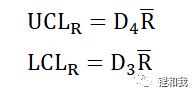
4)计算R图控制上下限:
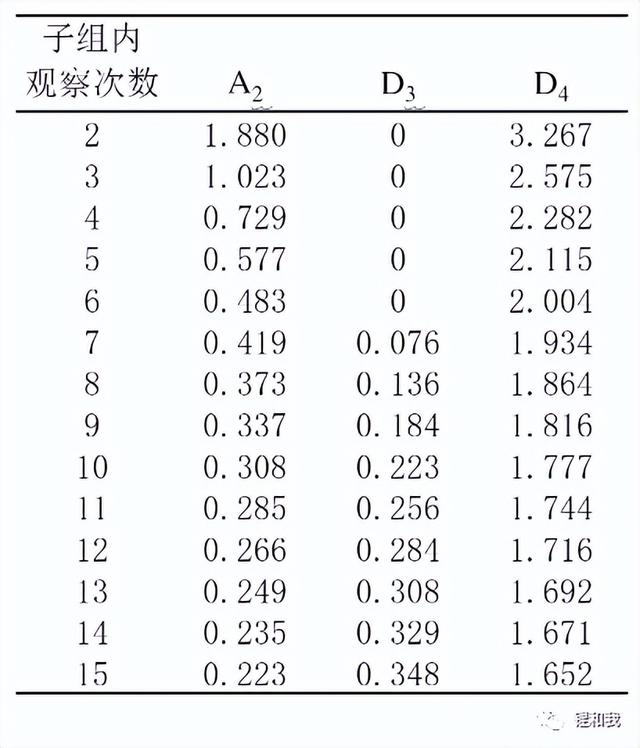
常数A2、D3、D4的取值
2.均值-标准差控制图(Xbar-s)
Xbar-s控制图包括Xbar图和s图。当样本量超过10时,应用极差R估计总体标准差效果不好,在这种情况下应使用Xbar-s图。
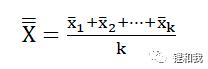
1)计算均值的均值:
2)计算标准差:

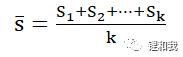
3)计算标准差的均值:
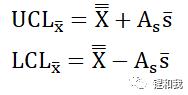
4)计算Xbar图控制上下限:
5)计算s图控制上下限:
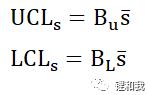
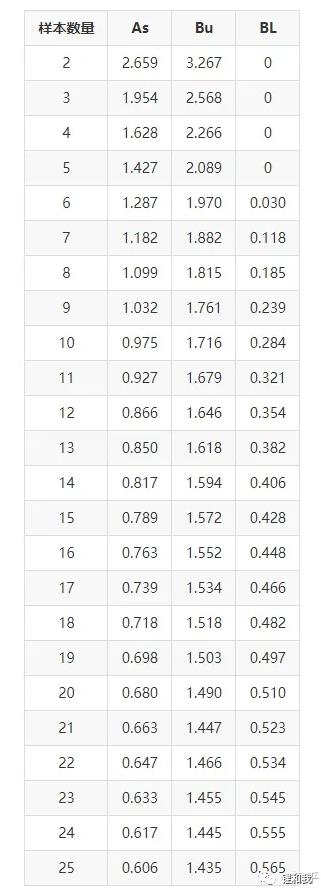
常数As、Bu、BL的取值
3.中位数-极差控制图(X中位数-R)
X中位数-R控制图包括X中位数图和R图。使用中位数图代替Xbar图,计算量比均值更少,应用更方便。
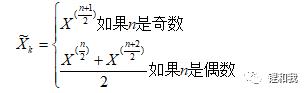
1)确定子组中位数:
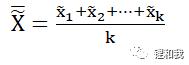
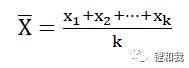
2)计算平均中位数:
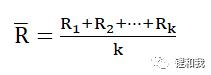
3)计算子组极差的均值:
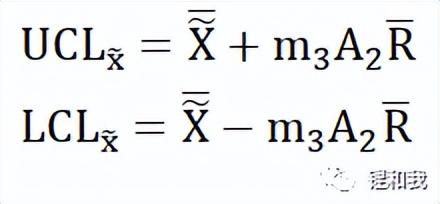
4)计算X中位数图控制上下限:
5)计算R图控制上下限:
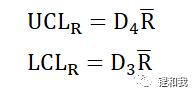
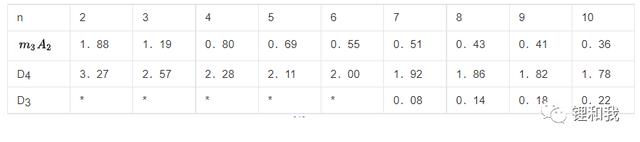
常数m3A2、D3、D4的取值
4.单值-移动极差控制图(X-MR)
X-MR控制图包括X图和MR图。采用自动化检测或者取样困难,检测费用较高的场合下一般使用X-MR图。
1)计算单值的均值:
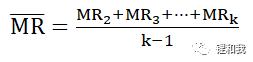
2)计算移动极差的均值:
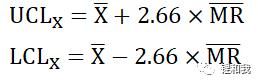
3)计算X图控制上下限:
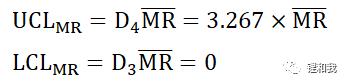
4)计算R图控制上下限:
5.不合格品率控制图(P)
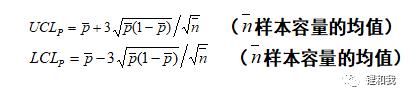
适用于控制对象为不合格品率的场合,子组容量可以变化。
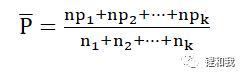
1)计算过程的平均不合格品率
2)计算P图控制上下限:
6.不合格品数控制图(nP)
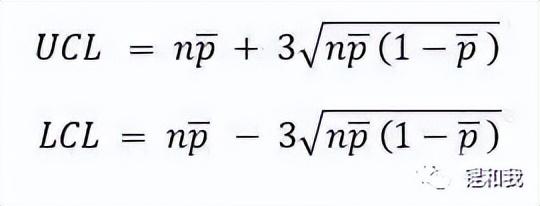
适用于控制对象为不合格品数的场合,子组容量不变的情况。
1)计算过程的平均不合格品数:
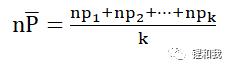
2)计算nP图控制上下限:
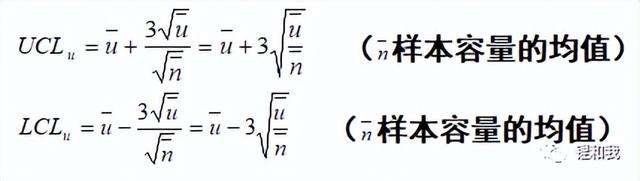
7.单位缺陷数控制图(U)
适用于控制对象为单位缺陷数的场合,子组容量可以变化。
1)计算子组单位缺陷数的均值:
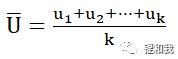
2)计算U图控制上下限:
8.缺陷数控制图(C)
适用于控制对象为缺陷数的场合,子组容量不变的情况。
1)计算子组缺陷数的均值:
2)计算C图控制上下限:

总结:SPC的本质是一种事前或事中监控行为,通过统计技术对过程数据进行分析,并展现在控制图上,其最终目的是要预防品质风险和避免浪费。
更多内容请关注微信公众号 ☞
相关参考