牌螺柱焊枪(螺柱焊中铝制螺钉的焊接工艺)
Posted
篇首语:一箫一剑平生意,负尽狂名十五年。本文由小常识网(cha138.com)小编为大家整理,主要介绍了牌螺柱焊枪(螺柱焊中铝制螺钉的焊接工艺)相关的知识,希望对你有一定的参考价值。
牌螺柱焊枪(螺柱焊中铝制螺钉的焊接工艺)
铝钉焊接时的特征:
铝具有良好的导电性、导热性、抗腐蚀能力,有利于变形特性以及有较大的比强度,因此在工业方面得到了广泛的应用但是,铝钉焊接时的特征与钢有很多不同之处。焊接铝与焊接铁基材料有所不同,与两者物理特性有关下表列出影响纯铝与铁焊接性能的物理特性值。
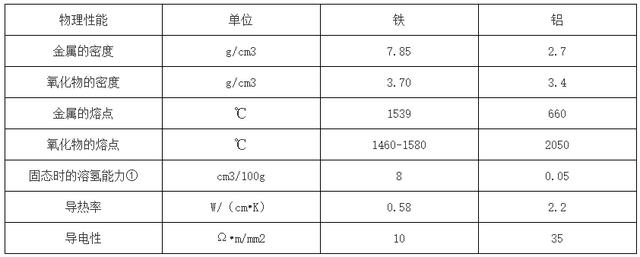
根据这些物理性能方面的区别,铝焊接时的特征是:
(1) 和氧的高亲和力:在短时间内能够在光泽铝板平面生成高熔点的氧化层(A1203) ,其熔点温度大约 2050℃。而它的密度较大,约3.70 g/cm3,造成夹渣和增加未熔合的危险。
(2) 熔点:铝比铁的熔点低很多。铝加热时,当铝还不太红时就已经熔化了。而铁基材料有十分明显的“粘稠”状态,对纯铝来说,则局限在一个很窄的温度段内。当铝的焊接处看起来是固态时,转瞬间都已变成稀熔液状态了。因此在焊接铝时要精确控制热量的输入。
(3) 热导率:铝的热导性比铁的热导性大3倍,焊接时要集中线能量。
(4) 溶氢能力:铝在固态时完全不能溶解氢。所有在焊接过程中溶入液态铝 熔池中的气体,在熔池凝固之前必须由焊缝中排出。否则,气体将以气孔形式残留在焊缝中。氢气的来源主要是母材表面的氧化层。这种氧化层具有吸湿性,它可吸引湿气并溶入熔池。采取的对策是在焊接之前彻底清除待焊工件表面的氧化层。
1. 铝螺柱焊时要注意的问题
在螺柱焊生产中,遇到最多的是工业纯铝和防锈铝只要正确选择 焊接方法 、制订合理的 焊接工艺。以及仔细清理和装配工件就可获得满意的焊接质量。
需要注意的有:
(1) 在铝螺柱焊时造成的气孔,最普遍的是因为螺柱和母材清理不干净,或者是清理后放置时间过长。因此,在焊接铝及其合金时,工件必须仔细清洗。生产中采用的方法,根据不同生产情况分为两种:
①机械清理。在焊接处用铜丝轮打光。但不要划痕太深,否则反而易于玷污。工件个别地方机械清理不够彻底时,可用酒精或汽油( 丙酮 ) 擦除油污。
②化学法清洗。在成批生产铝螺柱焊工件时,用化学清洗的效果与药品浓度、清洗温度和清洗时间有着很重要的关系。生产实践用的化学清洗规范见下表:
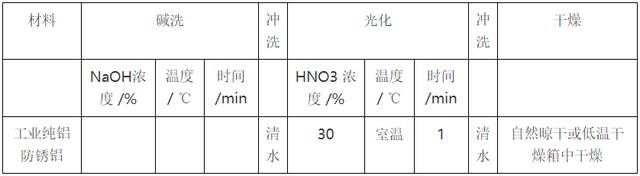
已经清洗的工件 , 最好在 24 小时之内进行焊接。如果放置时间过长。就会重新生成较厚的氧化膜并吸收水分或玷污工件,仍不能保证焊接质量。
公司微信服务号:sawchina2005,抖音号:shok,每天都会更新作品,欢迎围观!
(2) 焊接熔池必须非常认真地与大气屏蔽,只能在极短的焊接时间 (< 1.5 ms)情况下作业,通常电弧生成的金属蒸汽能阻止与大气的作用。在较长的焊接时间中,需要借助保护气体 ( 主要是纯氩,纯度99.99%)实现完善的屏蔽。由于螺柱焊的情况是错综复杂的,螺柱夹持器在焊枪的保护气体气室上方是无异议的,而且是完全无干扰的气流。但是在焊接作业时,焊枪不断的往上和往下反复动作以及装螺柱作业后,通电流之前保护气体还没有提前供气,这样就会使空气渗入焊枪的保护气体的气室。
(3) 在铝螺柱用氩气作保护时,利用氩弧焊时可以自动地清除氧化膜的现象( 因为氩弧焊时正离子撞击阴极表面所放出的能量,比电子撞击阴极表面所放出能量要大 ) ,而螺柱焊是采用直流电源,把工件接负极( 即直流反接 )。那么,由于正离子冲击工件表面的结果,就可以把氧化膜清除。 这种现象一般称为“阴极破碎”或“阴极净化”。所以在铝螺柱焊时采用反接极性。
(4) 铝螺柱焊时稀薄的熔池具有微小的焊釉粘度。铝螺柱浸入工件时挤向熔池外表面,这样很容易向工件单侧倾斜,所以在操作时要予以注意。
(5) 铝螺柱焊接时并不是很容易得到无气孔和少气孔的优秀焊接效果。虽然使用陶瓷环能够保持熔池反应尺寸,但是,要是使用了受潮的陶瓷环,当电弧与受潮的陶瓷环一起作用时,附加的氢气会全部溶解在焊锭中。因此,对于用陶瓷环拉弧铝螺柱焊时,陶瓷环一定要干燥, 否则陶瓷环应加热干燥处理 ( 升温至 900℃保温 1 小时以上 ) 后再使用。
2. 储能式铝螺柱焊
多年以来,对于到M8为止的铝螺柱保持用储能式螺柱焊方法。大约1ms的焊接时间能阻止熔池与大气的作用。较高的电流密度破坏了铝材的氧化皮并形成金属蒸气保护了熔池。 然而对于 M10及以上规格较大的铝螺柱时,使用储能式铝螺柱是不稳定的。
借助带法兰螺柱增大焊接面积。由于气孔和未熔合造成的在拉力和弯曲试验时的断裂,通常在螺柱,而不是在焊接区。就焊接工业纯铝螺柱来说,焊接区只能加载低微的强度。 而焊接防锈铝螺柱, 在大多数情况下效果较好,螺柱断裂前可承受较大的可塑变形。纯铝螺柱相对来说质地较软。因此当焊接时尖端引燃冲击在工件上时可能会发生变形,从而对进行的焊接过程造成干扰。
为了有利于储能式铝螺柱焊,前提条件是:
(1) 工件表面干净且不粗糙;
(2) 螺柱前端表面干净;
(3) 螺柱和夹持器、工件和地线夹接触没有问题且必须防止电弧偏吹。
相关参考
...熔化焊、压力焊、钎焊;而熔化焊里面包括二氧化碳焊、螺柱焊、TIG/MIG(非熔化极/熔化极惰性气体保护焊),压力焊里面包括点焊和凸焊,钎焊里面包括火焰铜钎焊、激光钎焊。焊接机器人熔焊是在焊接过程中将工件接口加热...
视频加载中...
视频加载中...
...熔化焊、压力焊、钎焊;而熔化焊里面包括二氧化碳焊、螺柱焊、TIG/MIG(非熔化极/熔化极惰性气体保护焊),压力焊里面包括点焊和凸焊,钎焊里面包括火焰铜钎焊、激光钎焊。焊接机器人熔焊是在焊接过程中将工件接口加热...
...熔化焊、压力焊、钎焊;而熔化焊里面包括二氧化碳焊、螺柱焊、TIG/MIG(非熔化极/熔化极惰性气体保护焊),压力焊里面包括点焊和凸焊,钎焊里面包括火焰铜钎焊、激光钎焊。焊接机器人熔焊是在焊接过程中将工件接口加热...
方头螺母经销商(干数控这么久,现在才分清楚螺栓、螺钉、螺柱的区别)
...用,一般起紧固或紧定作用,应拧入机体的内螺纹。4、螺柱螺柱多用于连接被连接件之一厚度大,需使用结构紧凑或因拆卸频繁而不宜采用螺栓连接的地方。螺柱一般为两端都带有螺纹(单头螺柱为单端带螺纹),通常将一头...
液压铆钉机(自动送螺母螺柱螺钉钣金压铆机激光定位防压手气动液压压铆机)
自动送螺母螺柱螺钉钣金压铆机激光定位防压手气动液压压铆机自动送螺母螺柱螺钉钣金压铆机激光定位防压手气动液压压铆机自动送螺母螺柱螺钉钣金压铆机激光定位防压手气动液压压铆机智能铆接机描述:1)机床优势:1-10吨压...
液压铆钉机(自动送螺母螺柱螺钉钣金压铆机激光定位防压手气动液压压铆机)
自动送螺母螺柱螺钉钣金压铆机激光定位防压手气动液压压铆机自动送螺母螺柱螺钉钣金压铆机激光定位防压手气动液压压铆机自动送螺母螺柱螺钉钣金压铆机激光定位防压手气动液压压铆机智能铆接机描述:1)机床优势:1-10吨压...
松不脱的螺钉谁可以生产(电气百科:紧固件、螺栓、螺丝、螺钉、螺柱、螺母、垫圈分类大全)
电气百科:紧固件、螺栓、螺丝、螺钉、螺柱、螺母、垫圈、铆钉、弹簧分类大全紧固件螺栓-紧固件螺栓螺母-紧固件螺母垫圈-紧固件垫圈组合螺丝-紧固件组合螺丝铆接类-紧固件铆接类螺钉-紧固件螺钉紧定-紧固件紧定钻尾-紧...
滚花销轴(电气百科:紧固件、螺栓、螺丝、螺钉、螺柱、螺母、垫圈分类大全)
电气百科:紧固件、螺栓、螺丝、螺钉、螺柱、螺母、垫圈、铆钉、弹簧分类大全紧固件螺栓-紧固件螺栓螺母-紧固件螺母垫圈-紧固件垫圈组合螺丝-紧固件组合螺丝铆接类-紧固件铆接类螺钉-紧固件螺钉紧定-紧固件紧定钻尾-紧...