片材模具(热成型及其用途)
Posted
篇首语:幽映每白日,清辉照衣裳。本文由小常识网(cha138.com)小编为大家整理,主要介绍了片材模具(热成型及其用途)相关的知识,希望对你有一定的参考价值。
片材模具(热成型及其用途)
通俗地说,热成型是一种塑料制造过程,就是使用模具将热塑性片材加工成特定形状
• 热成型过程相当简单,一是加热,二是成型,但形状有变化
• 可以使用许多不同的材料,包括聚苯乙烯、醋酸丁酸纤维素、ABS、丙烯酸、PVC、聚丙烯和聚乙烯
• 该工艺可产生出高的表面光洁度,但这取决于模具表面光洁度状况
• 热成型是一种塑料制造过程,其中热塑性片材变形为特定形状。该过程从加热平板状塑料片开始,然后通过施加压力或使用真空进行操作。该过程也有许多其他名称,例如:
• 真空热成型
• 压力热成型
• 吹塑成型
• 机械热成型
热成型工艺
热成型过程可以分解为两个基本步骤,加热和成型。加热装置由辐射加热器组成。加热器连接到设备的顶部并彼此等距放置。塑料板是使用的原材料,并在夹具的帮助下固定在模具型腔的顶部。出于变形目的,仅使用真空或带有气压的真空来产生力。无论使用哪种工艺,都会在模具底部钻孔。当辐射加热器向表面加热时,塑料板由夹子固定到位。当板材足够软时,它会被真空压力拉入模具中。由于压力,薄板形成模具的形状并在固化后被移除。
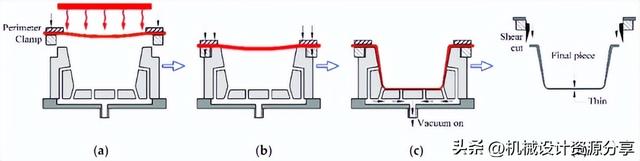
(图片来源于互联网,如有侵权,联系删除)
热成型的应用
有许多不同的产品/工艺使用热成型,例如:
• 开放式塑料面板和容器
• 食品容器和包装
• 冰箱内门
• 塑料标志牌和标志
• 家用电器,如水槽、浴缸和淋浴板
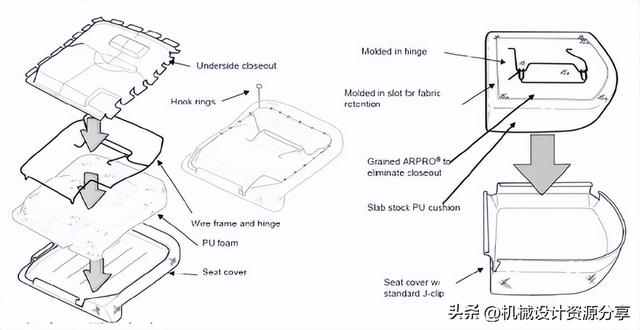
• 汽车零件——特别是内饰
• 小艇船体
• 异形天窗
• 电气外壳
• 盲文文本页面
• 电器柜
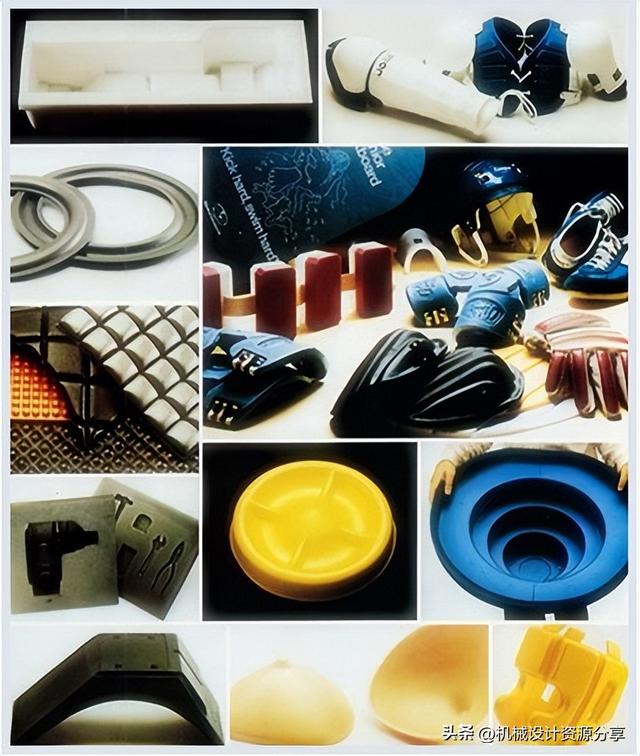
(图片来源于互联网,如有侵权,联系删除)
材料
还有许多不同的材料可用于热成型工艺,其中包括:
• 聚苯乙烯
• 醋酸丁酸纤维素
• 醋酸纤维素
• ABS
• 丙烯酸纤维
• PVC
• 聚丙烯
• 聚乙烯
机械设计指南
为确保您从热成型过程中获得最佳效果,需要考虑许多因素。包括:
• 此过程的最大切片厚度约为 3 毫米。它不取决于所使用的材料,但此过程的最小截面厚度取决于材料。通常在 0.05 到 0.5 毫米之间
• 最小横截面尺寸限制为25mm见方,最大长宽为7.5 m * 2.5 m
• 对于每个产品中的拔模角,此过程的限制为 1 度或更大
• 此程序的公差范围取决于模具——典型范围在 0.025 毫米到 2 毫米之间
• 对于产品的厚度公差极限很高,典型值约为 20%
• 如果产品有角,半径应大于产品厚度
• 无法使用此工艺制造具有大表面积和孔等特征的产品
• 可以制造刻字、肋条和凸台等特征,但成本非常高
• 可以实现中等的形状复杂度
工艺变化
现在热成型的基本工艺有很多变化。这使得该工艺能够最适合一系列不同的产品/材料。其中的一些变化包括:
负压过程
热成型的负压过程是在模具内部产生真空以迫使塑料片材形成模具的形状。该过程的压力极限约为 1 个大气压。为了在模具内形成真空,使用连接到模具底座上钻孔的抽吸泵去除空气。
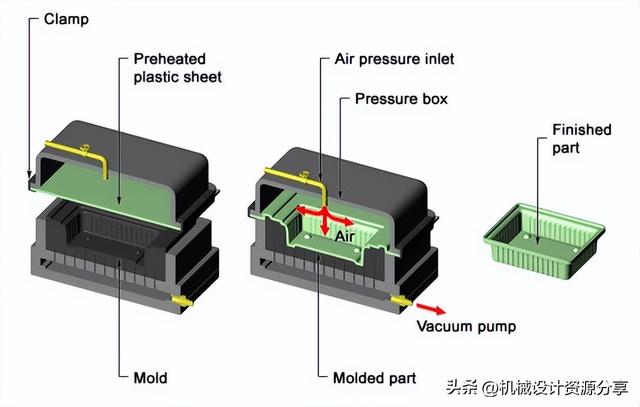
(图片来源于互联网,如有侵权,联系删除)
正压工艺
这种热成型工艺使用空气压力通过所谓的正压工艺使塑料片变形。它也被称为吹塑成型工艺,因为它类似于常见的玻璃吹塑成型技术。使用正压而不是真空的优势在于可以提供大约 3 个大气压到 4 个大气压的高压。为了施加压力,在模具的顶部钻了一个孔,以去除模具内的残留空气,在模具底部提供排气孔。
正反模
阳模是凸形的,塑料片在模具的形状上变形。负模是凹形模具,其中塑料片逆着模具的凹形变形。阴模可以使用任何类型的压力,而阳模需要负压。在制造过程中,如果使用阳模,最终产品的内表面尺寸将与模具相同。如果使用阴模,则最终产品的外表面将具有与模具相同的尺寸。
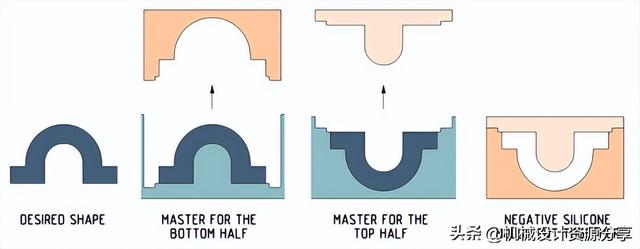
(图片来源于互联网,如有侵权,联系删除)
机械热成型
机械热成型是第三种工艺变化,其中阴模和阳模一起使用以压制加热的塑料片。在此过程中不使用气压/真空,而是将模具部件压在塑料片的两侧以迫使其进入模具形状。
(图片来源于互联网,如有侵权,联系删除)
工艺的经济性
与任何商业工艺一样,其利弊往往被商业成本所抵消。因此,当涉及到热成型时,其经济性如下:
• 每小时可生产 60 件至 360 件的高生产率。工艺只适用于高生产率和大批量
• 典型的交货时间以天为单位
• 过程可以完全自动化以实现非常高的生产量
• 单机可使用多模,生产效率高
• 根据产品的复杂性,工具成本可以相对较低
• 简单的机器成本可能很低或适中,但自动化机器非常昂贵
• 根据产品和数量的不同,劳动力成本可能较低或适中
热成型的优点
现在我们总结一下热成型的优势:
• 工艺产生出色的表面光洁度,但光洁度取决于模具表面状况
• 没有分型线 - 与许多其他塑料制造工艺相比,这使其独一无二且更好
• 一旦过程完成,通常只需要最少的(如果有的话)工作
• 薄膜制造可以使用多种材料——应用通常是在工业包装项目中
热成型的缺点
为了平衡对热成型的审查,我们还需要了解该过程的缺点,即:
• 材料利用率不好——在最好的情况下,它是适中的,但也可能很低
• 可能会出现严重的浪费
• 所需的片状塑料材料比原料颗粒形式贵得多
• 工艺会在尖角处产生过度的片材变薄
• 有很多参数需要考虑,例如温度、真空压力和锁模力
相关参考
1、生产方式不同吸塑产品是通过将片材烤热后,再将片材推出靠吸力把片材和模具粘合,然后经过冷却成型而成。注塑是将热熔后的塑料在使用压力将其塑料挤压到注塑模具上,然后再冷却成型而制成。吸塑包装2、用途类型不...
1、生产方式不同吸塑产品是通过将片材烤热后,再将片材推出靠吸力把片材和模具粘合,然后经过冷却成型而成。注塑是将热熔后的塑料在使用压力将其塑料挤压到注塑模具上,然后再冷却成型而制成。吸塑包装2、用途类型不...
本文转载自mapeng.net,如需转载请联系出处不相同的塑料成型方法,要求使用不同原理和结构特点的成型模具。按成型加工方法的不同,塑料成型模具分为以下几类:注塑成型模具:塑料先在注塑机的加热料筒中受热熔融,然后...
本文转载自mapeng.net,如需转载请联系出处不相同的塑料成型方法,要求使用不同原理和结构特点的成型模具。按成型加工方法的不同,塑料成型模具分为以下几类:注塑成型模具:塑料先在注塑机的加热料筒中受热熔融,然后...
板片材模具(这33种注塑模具动画仿真图,注塑十几年的老师傅都不一定能认全)
1.注射成型在一定温度下,通过螺杆搅拌完全熔融的塑料材料,用高压射入模腔,经冷却固化后,得到成型品的方法。单分型面▼双分型面▼带活动镶块▼侧向分型▼热流道▼侧向分型-干涉▼剪切式切断浇口▼单推板二次推出机...
近几年以来随着片材挤出专用模温机的出现,我们的片材挤出成型明显得到了很大的改善,片材挤出专用模温机厂家也随着需求而在增加,厂家那么多怎么选成为了问题。选择一个片材挤出专用模温机是在为自己的工程负责,也...
近几年以来随着片材挤出专用模温机的出现,我们的片材挤出成型明显得到了很大的改善,片材挤出专用模温机厂家也随着需求而在增加,厂家那么多怎么选成为了问题。选择一个片材挤出专用模温机是在为自己的工程负责,也...
注塑一种工业产品生产造型的方法。产品通常使用橡胶注塑和塑料注塑。注塑还可分注塑成型模压法和压铸法。注射成型机(简称注射机或注塑机)是将热塑性塑料或热固性料利用塑料成型模具制成各种形状的塑料制品的主要成型...
注塑一种工业产品生产造型的方法。产品通常使用橡胶注塑和塑料注塑。注塑还可分注塑成型模压法和压铸法。注射成型机(简称注射机或注塑机)是将热塑性塑料或热固性料利用塑料成型模具制成各种形状的塑料制品的主要成型...
在选择热成型材料时,必须考虑塑料片材的物理性能和建议的应用。以下是六种常见的热成型材料。ABS塑料ABS是由丙烯腈、苯乙烯和丁二烯制成的。ABS以其耐热性而闻名,这使得塑料可以在高温下成型。最常用于机械用途,如管...