熔炼法的优缺点(粉末冶金工艺及材料基础知识介绍)
Posted
篇首语:努力尽今夕,少年犹可夸。本文由小常识网(cha138.com)小编为大家整理,主要介绍了熔炼法的优缺点(粉末冶金工艺及材料基础知识介绍)相关的知识,希望对你有一定的参考价值。
熔炼法的优缺点(粉末冶金工艺及材料基础知识介绍)
点击上方“机械设计一点通”关注我们,每天学习一个机械设计相关知识点
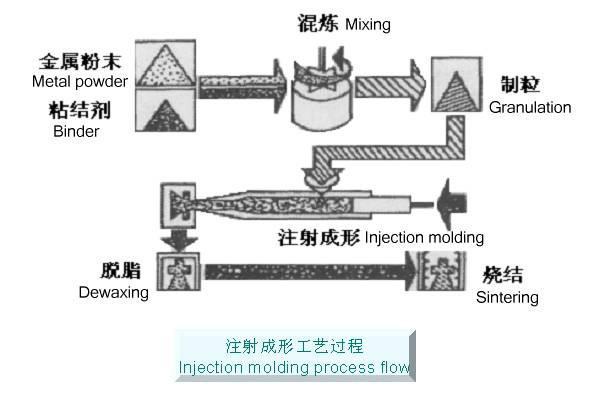
PM粉末冶金、温压成形、MIM金属注射成形、流动温压成形工艺介绍

粉末冶金是制取金属粉末并通过成形和烧结等工艺将金属粉末或与非金属粉末的混合物制成制品的加工方法,既可制取用普通熔炼方法难以制取的特殊材料,又可制造各种精密的机械零件,省工省料。但其模具和金属粉末成本较高,批量小或制品尺寸过大时不宜采用。粉末冶金材料和工艺与传统材料工艺相比,具有以下特点:
1.粉末冶金工艺是在低于基体金属的熔点下进行的,因此可以获得熔点、密度相差悬殊的多种金属、金属与陶瓷、金属与塑料等多相不均质的特殊功能复合材料和制品。
2.提高材料性能。用特殊方法制取的细小金属或合金粉末,凝固速度极快、晶粒细小均匀,保证了材料的组织均匀,性能稳定,以及良好的冷、热加工性能,且粉末颗粒不受合金元素和含量的限制,可提高强化相含量,从而发展新的材料体系。
3.利用各种成形工艺,可以将粉末原料直接成形为少余量、无余量的毛坯或净形零件,大量减少机加工量。提高材料利用率,降低成本。
粉末冶金的品种繁多,主要有:钨等难熔金属及合金制品;用Co、Ni等作粘结剂的碳化钨(WC)、碳化钛(TiC)、碳化钽(TaC)等硬质合金,用于制造切削刀具和耐磨刀具中的钻头、车刀、铣刀,还可制造模具等;Cu合金、不锈钢及Ni等多孔材料,用于制造烧结含油轴承、烧结金属过滤器及纺织环等。
1 粉末冶金基础知识
⒈1 粉末的化学成分及性能
尺寸小于1mm的离散颗粒的集合体通常称为粉末,其计量单位一般是以微米(μm)或纳米(nm)。
1.粉末的化学成分
常用的金属粉末有铁、铜、铝等及其合金的粉末,要求其杂质和气体含量不超过1%~2%,否则会影响制品的质量。
2.粉末的物理性能
⑴ 粒度及粒度分布
粉料中能分开并独立存在的最小实体为单颗粒。实际的粉末往往是团聚了的颗粒,即二次颗粒。图7.1.1描绘了由若干一次颗粒聚集成二次颗粒的情形。实际的粉末颗粒体中不同尺寸所占的百分比即为粒度分布。
⑵ 颗粒形状
即粉末颗粒的外观几何形状。常见的有球状、柱状、针状、板状和片状等,可以通过显微镜的观察确定。
⑶ 比表面积
即单位质量粉末的总表面积,可通过实际测定。比表面积大小影响着粉末的表面能、表面吸附及凝聚等表面特性。
3.粉末的工艺性能
粉末的工艺性能包括流动性、填充特性、压缩性及成形性等。
⑴ 填充特性
指在没有外界条件下,粉末自由堆积时的松紧程度。常以松装密度或堆积密度表示。粉末的填充特性与颗粒的大小、形状及表面性质有关。
⑵ 流动性
指粉末的流动能力,常用50克粉末从标准漏斗流出所需的时间表示。流动性受颗粒粘附作用的影响。
⑶ 压缩性
表示粉末在压制过程中被压紧的能力,用规定的单位压力下所达到的压坯密度表示,在标准模具中,规定的润滑条件下测定。影响粉末压缩性的因素有颗粒的塑性或显微硬度,塑性金属粉末比硬、脆材料的压缩性好;颗粒的形状和结构也影响粉末的压缩性。
⑷ 成形性 指粉末压制后,压坯保持既定形状的能力,用粉末能够成形的最小单位压制压力表示,或用压坯的强度来衡量。成形性受颗粒形状和结构的影响。
1.2 粉末冶金的机理
1.压制的机理
压制就是在外力作用下,将模具或其它容器中的粉末紧密压实成预定形状和尺寸压坯的工艺过程。钢模冷压成形过程如图7.1.2所示。粉末装入阴模,通过上下模冲对其施压。在压缩过程中,随着粉末的移动和变形,较大的空隙被填充,颗粒表面的氧化膜破碎,颗粒间接触面积增大,使原子间产生吸引力且颗粒间的机械楔合作用增强,从而形成具有一定密度和强度的压坯。
2.等静压制
压力直接作用在粉末体或弹性模套上,使粉末体在同一时间内各个方向上均衡受压而获得密度分布均匀和强度较高的压坯的过程。按其特性分为冷等静压制和热等静压制两大类。
⑴ 冷等静压制
即在室温下等静压制,液体为压力传递媒介。将粉末体装入弹性模具内,置于钢体密封容器内,用高压泵将液体压入容器,利用液体均匀传递压力的特性,使弹性模具内的粉末体均匀受压。因此,冷等静压制压坯密度高,较均匀,力学性能较好,尺寸大且形状复杂,已用于棒材、管材和大型制品的生产。
⑵ 热等静压制
把粉末压坯或装入特制容器内的粉末体置入热等静压机高压容器中,施以高温和高压,使这些粉末体被压制和烧结成致密的零件或材料的过程。在高温下的等静压制,可以激活扩散和蠕变现象的发生,促进粉末的原子扩散和再结晶及以极缓慢的速率进行塑性变形,气体为压力传递媒介。粉末体在等静压高压容器内同一时间经受高温和高压的联合作用,强化了压制与烧结过程,制品的压制压力和烧结温度均低于冷等静压制,制品的致密度和强度高,且均匀一致,晶粒细小,力学性能高,消除了材料内部颗粒间的缺陷和孔隙,形状和尺寸不受限制。但热等静压机价格高,投资大。热等静压制已用于粉末高速钢、难熔金属、高温合金和金属陶瓷等制品的生产。
3.粉末轧制
将粉末通过漏斗喂入一对旋转轧辊之间使其压实成连续带坯的方法。将金属粉末通过一个特制的漏斗喂入转动的轧辊缝中,可轧出具有一定厚度、长度连续、强度适宜的板带坯料。这些坯体经预烧结、烧结,再轧制加工及热处理等工序,就可制成具有一定孔隙度的、致密的粉末冶金板带材。粉末轧制制品的密度比较高,制品的长度原则上不受限制,轧制制品的厚度和宽度会受到轧辊的限制;成材率高为80%~90%,熔铸轧制的仅为60%或更低。粉末轧制适用于生产多孔材料、摩擦材料、复合材料和硬质合金等的板材及带材。
4.粉浆浇注
是金属粉末在不施加外力的情况下成形的,即将粉末加水或其它液体及悬浮剂调制成粉浆,再注入石膏模内,利用石膏模吸取水分使之干燥后成形。常用的悬浮剂有聚乙烯醇、甘油、藻肮酸钠等,作用是防止成形颗粒聚集,改善润湿条件。为保证形成稳定的胶态悬浮液,颗粒尺寸不大于5μm~10μm,粉末在悬浮液中的质量含量为40%~70%。粉浆成形工艺参见本书6.2.2。
5.挤压成形
将置于挤压筒内的粉末、压坯或烧结体通过规定的模孔压出。按照挤压条件不同,分为冷挤压和热挤压。冷挤压是把金属粉末与一定量的有机粘结剂混合在较低温度下(40℃~200℃)挤压成坯块;粉末热挤压是指金属粉末压坯或粉末装入包套内加热到较高温度下压挤,热挤压法能够制取形状复杂、性能优良的制品和材料。挤压成形设备简单,生产率高,可获得长度方向密度均匀的制品。
挤压成形能挤压出壁很薄直经很小的微形小管,如厚度仅0.01mm,直径1mm的粉末冶金制品;可挤压形状复杂、物理力学性能优良的致密粉末材料,如烧结铝合金及高温合金。挤压制品的横向密度均匀,生产连续性高,因此,多用于截面较简单的条、棒和螺旋形条、棒(如麻花钻等)。
6.松装烧结成形
粉末未经压制而直接进行烧结,如将粉末装入模具中振实,再连同模具一起入炉烧结成形,用于多孔材料的生产;或将粉末均匀松装于芯板上,再连同芯板一起入炉烧结成形,再经复压或轧制达到所需密度,用于制动摩擦片及双金属材料的生产。
将置于挤压筒内的粉末、压坯或烧结体通过规定的模孔压出。按照挤压条件不同,分为冷挤压和热挤压。冷挤压是把金属粉末与一定量的有机粘结剂混合在较低温度下(40℃~200℃)挤压成坯块;粉末热挤压是指金属粉末压坯或粉末装入包套内加热到较高温度下压挤,热挤压法能够制取形状复杂、性能优良的制品和材料。挤压成形设备简单,生产率高,可获得长度方向密度均匀的制品。
7.爆炸成形
借助于爆炸波的高能量使粉末固结的成形方法。爆炸成形的特点是爆炸时产生压力很高,施于粉末体上的压力速度极快。如炸药爆炸后,在几微秒时间内产生的冲击压力可达106MPa(相当于107个大气压),比压力机上压制粉末的单位压力要高几百倍至几千倍。爆炸成形压制压坯的相对密度极高,强度极佳。如用炸药爆炸压制电解铁粉,压坯的密度接近纯铁体的理论密度值。
爆炸成形可加工普通压制和烧结工艺难以成形的材料,如难熔金属、高合金材料等,还可压制普通压力无法压制的大型压坯。
除上述方法外,还有注射成形及热等静压制新技术等新的成形方法。
2.烧结的机理
烧结是粉末或压坯在低于其主要组分熔点温度以下的热处理过程,目的是通过颗粒间的冶金结合以提高其强度。随着温度升高,粉末或压坯中产生一系列的物理、化学变化:水和有机物的蒸发或挥发、吸附气体的排除、应力消除以及粉末颗粒表面氧化物的还原等,接着粉末表层原子间的相互扩散和塑性流动。随着颗粒间接触面的增大,会产生再结晶和晶粒长大,有时出现固相的熔化和重结晶。以上各过程常常会相互重叠,相互影响,使烧结过程变得十分复杂。烧结过程中制品显微组织的变化如图7.1.3所示。

2 粉末冶金工艺
2.1 粉末制备
金属粉末的制备方法分为两大类:机械法和物理化学法。还有新研制的机械合金化法,汞齐法、蒸发法、超声粉碎法等超微粉末制造技术。制备方法决定着粉末的颗粒大小、形状、松装密度、化学成分、压制性、烧结性等。
2.2粉末的预处理
粉末的预处理包括粉末退火、分级、混合、制粒、加润滑剂等。
2.3 成形
成形是将粉末转变成具有所需形状的凝聚体的过程。常用的成形方法有模压、轧制、挤压、等静压、松装烧结成形、粉浆浇注和爆炸成形等。
2.4 烧结
不同的产品、不同的性能烧结方法不一样。
⑴按原料组成不同分类。可以将烧结分为单元系烧结、多元系固相烧结及多元系液相烧结。
⑵ 按进料方式不同分类。分为为连续烧结和间歇烧结。
2.5 后处理
指压坯烧结后的进一步处理,根据产品具体要求决定是否需要后处理。常用的后处理方法有复压、浸渍、热处理、表面处理和切削加工等。
3 粉末冶金零件结构的工艺性
粉末冶金材料常用的成形方法是在刚性封闭模具中将金属粉末压缩成形,模具成本较高;由于粉末流动性较差,且又受到摩擦力的影响,压坯密度一般较低且分布不均匀,强度不高,薄壁、细长形和沿压制方向呈变截面的制品还难以成形。因此,采用压制成形的零件结构的设计应注意下列问题。
⑴ 尽量采用简单、对称的形状,避免截面变化过大以及窄槽、球面等,以利于制模和压实,如图7.3.1所示。
⑵ 避免局部薄壁,以便装粉压实和防止出现裂纹,如图7.3.2所示。
⑶ 避免侧壁上的沟槽和凹孔,以利于压实或减少余块。
⑷ 避免沿压制方向截面积渐增,以利于压实。各壁的交接处应采用圆角或倒角过渡,避免出现尖角,以利于压实及防止模具或压坯产生应力集中。
4:粉末冶金材料
粉末冶金是一项很有发展的新技术、新工艺,已广泛应用在农机、汽车、机床、冶金、化工、轻工、地质勘探、交通运输等各方面。粉末冶金材料有工具材料及机械零件和结构材料。工具材料大致有粉末高速钢、硬质合金、超硬材料 、陶瓷工具材料及复合材料等。机械零件和结构材料有粉末减摩材料,包括多孔减摩材料和致密减摩材料;粉末冶金铁基零件及粉末冶金非铁金属零件等。
PM粉末冶金、温压成形、MIM金属注射成形、流动温压成形工艺介绍
欢迎大家在评论处补充你认为文章中有解释不对或欠缺的部分,这样下一个阅读的人就会学到更多,你知道的正是大家需要的。。。
相关参考
粉末冶金高速钢摘要:介绍了粉末冶金高速钢刀具的切削性能,并列出了这类刀具与熔炼高速钢刀具的对比切削数据。关键词:粉末冶金;高速钢;刀具;切削性能。1前言普通高速钢和高性能高速钢都是用熔炼方法制造的,它...
粉末冶金高速钢摘要:介绍了粉末冶金高速钢刀具的切削性能,并列出了这类刀具与熔炼高速钢刀具的对比切削数据。关键词:粉末冶金;高速钢;刀具;切削性能。1前言普通高速钢和高性能高速钢都是用熔炼方法制造的,它...
炉外精炼脱氧剂厂(高温合金真空感应熔炼炉及其工艺特点,一起来学学)
一、高温合金真空熔炼设备简介真空感应炉是铸造、变形及粉末高温合金熔炼使用的关键设备(图1)。其工作原理是在真空环境下利用电磁感应在金属料中产生涡流热使其熔化,然后通过电磁搅拌生成精确控制成分的合金。熔...
炉外精炼脱氧剂厂(高温合金真空感应熔炼炉及其工艺特点,一起来学学)
一、高温合金真空熔炼设备简介真空感应炉是铸造、变形及粉末高温合金熔炼使用的关键设备(图1)。其工作原理是在真空环境下利用电磁感应在金属料中产生涡流热使其熔化,然后通过电磁搅拌生成精确控制成分的合金。熔...
熔炼炉使用的主要原材料(烧结钕铁硼磁体的制备工艺-(1)原料准备)
...章将分4期讲解以下五个主要生产环节:原料准备(合金熔炼与浇铸)制粉取向成形烧结、热处理和机械加工今天我们先从原料准备与合金制备这个环节开始。烧结
熔炼炉使用的主要原材料(烧结钕铁硼磁体的制备工艺-(1)原料准备)
...章将分4期讲解以下五个主要生产环节:原料准备(合金熔炼与浇铸)制粉取向成形烧结、热处理和机械加工今天我们先从原料准备与合金制备这个环节开始。烧结
活性污泥法的优点(环保水处理知识:6种高效活性污泥法工艺介绍,环境工程专业学习)
污水处理“入门容易精通难”!要想成为水处理大拿,只能白天多实践+晚上勤看书,先给自己定一个小目标,例如用3个月时间看完下面5本书,持之以恒,升职加薪就不再是梦!今日分享:有关于活性污泥法,6种高效改进型工...
活性污泥法的优点(环保水处理知识:6种高效活性污泥法工艺介绍,环境工程专业学习)
污水处理“入门容易精通难”!要想成为水处理大拿,只能白天多实践+晚上勤看书,先给自己定一个小目标,例如用3个月时间看完下面5本书,持之以恒,升职加薪就不再是梦!今日分享:有关于活性污泥法,6种高效改进型工...
本文介绍了铝合金快速锻造液压机研发的必要性,在分析现有生产工艺流程模式下成形设备不足的基础上阐述了使用铝合金快速锻造液压机的优势。之后阐述了铝合金快速锻造液压机设计的关键技术条件,包括主机参数特点及设...
本文介绍了铝合金快速锻造液压机研发的必要性,在分析现有生产工艺流程模式下成形设备不足的基础上阐述了使用铝合金快速锻造液压机的优势。之后阐述了铝合金快速锻造液压机设计的关键技术条件,包括主机参数特点及设...