熔模精密铸造((铸造知识二)----- 熔模铸造)
Posted
篇首语:别裁伪体亲风雅,转益多师是汝师。本文由小常识网(cha138.com)小编为大家整理,主要介绍了熔模精密铸造((铸造知识二)----- 熔模铸造)相关的知识,希望对你有一定的参考价值。
熔模精密铸造((铸造知识二)----- 熔模铸造)
熔模铸造是指一种相对比较新的铸造金属的方法,也称作整模法(full mold)、蒸发法(vaporization)和无空腔铸造法(cavityless casting)。原型采用泡沫塑料(FOAMED PLASTIC)制造,通常是易膨胀的聚苯乙烯。正模被铸造砂(FOVNDRY SAND)挤得满满的,形成模子(MOLD),做负模也是一样。当熔化的金属液注入模具(即聚苯乙烯做的模具)时,泡沫塑料就蒸发了,或是流失,留下铸造砂的负模充满了金属液。这种铸造的方法后来被雕塑界采用,现在有运用于工业的制造。

概述
熔模铸造又称"失蜡铸造",通常是在蜡模表面涂上数层耐火材料,待其硬化干燥后,将其中的蜡模熔去而制成型壳,再经过焙烧,然后进行浇注,而获得铸件的一种方法,由于获得的铸件具有较高的尺寸精度和表面光洁度,故又称"熔模精密铸造"
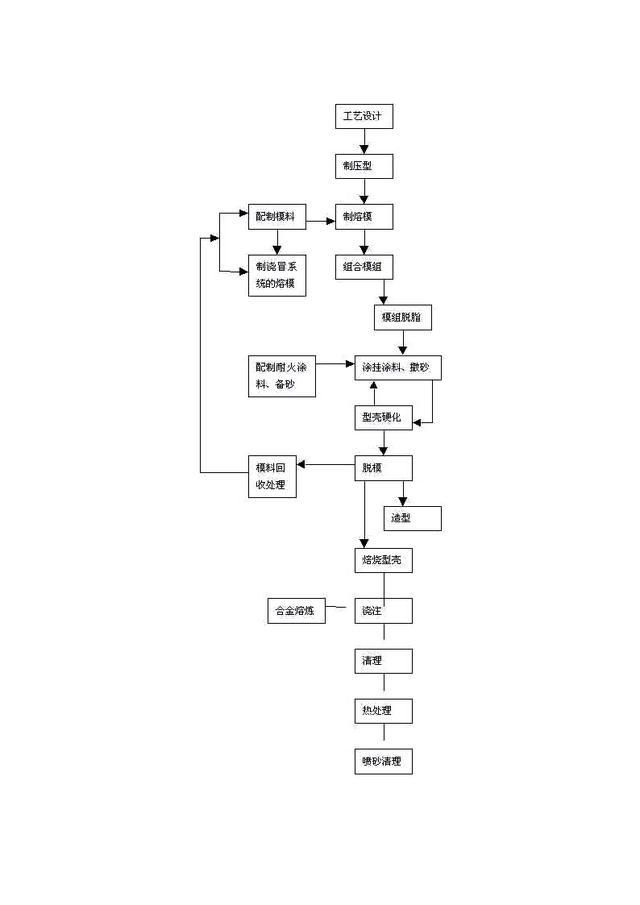
熔模铸造的工艺过程见图1。可用熔模铸造法生产的合金种类有碳素钢、合金钢、耐热合金、不锈钢、精密合金、永磁合金、轴承合金、铜合金、铝合金、钛合金和球墨铸铁等。
熔模铸件的形状一般都比较复杂,铸件上可铸出孔的最小直径可达0.5mm,铸件的最小壁厚为0.3mm。在生产中可将一些原来由几个零件组合而成的部件,通过改变零件的结构,设计成为整体零件而直接由熔模铸造铸出,以节省加工工时和金属材料的消耗,使零件结构更为合理。头条号轴承小白
熔模铸件的重量大多为零点几十牛(即几十克到几公斤),太重的铸件用熔模铸造法生产较为麻烦,但目前生产大的熔模铸件的重量已达800牛左右。
熔模铸造工艺过程较复杂,且不易控制,使用和消耗的材料较贵,故它适用于生产形状复杂、精度要求高、或很难进行其它加工的小型零件,如涡轮发动机的叶片等。
图1是熔模铸件的照片。熔模铸造的工艺过程见图2。
熔模的制造
熔模铸造生产的第一个工序就是制造熔模,熔模是用来形成耐火型壳中型腔的模型,所以要获得尺寸精度和表面光洁度高的铸件,首先熔模本身就应该具有高的尺寸精度和表面光洁度。此外熔模本身的性能还应尽可能使随后的制型壳等工序简单易行。为得到上述高质量要求的熔模,除了应有好的压型(压制熔模的模具)外,还必须选择合适的制模材料(简称模料)和合理的制模工艺。头条号轴承小白
- 模料
制模材料的性能不单应保证方便地制得尺寸精确和表面光洁度高,强度好,重量轻的熔模,它还应为型壳的制造和获得良好铸件创造条件。模料一般用蜡料、天然树脂和塑料(合成树脂)配制。凡主要用蜡料配制的模料称为蜡基模料,它们的熔点较低,为60~700C;凡主要用天然树脂配制的模料称为树脂基模料,熔点稍高,约70~1200C。
经常用来配制模料的原材料的性能见表1。

2. 模料的配制及回收
1)模料的配制
配制模料的目的是将组成模料的各种原材料混合成均匀的一体,并使模料的状态符合压制熔模的要求。
配制时主要用加热的方法使各种原材料熔化混合成一体,而后在冷却情况下,将模料剧烈搅拌,使模料成为糊膏状态供压制熔模用。有时也有将模料熔化为液体直接浇注熔模的情况。
2)模料的回收。
使用树脂基模料时,由于对熔模的质量要求高,大多用新材料配制模料压制铸件的熔模。而脱模后回收的模料,在重熔过滤后用来制作浇冒口系统的熔模。
使用蜡基模料时,脱模后所得的模料可以回收,再用来制造新的熔模。可是在循环使用时,模料的性能会变坏,脆性增大,灰分增多,流动性下降,收缩率增加,颜色由白变褐,这些主要与模料中硬脂酸的变质有关。因此,为了尽可能地恢复旧模料的原有性能,就要从旧模料中除去皂盐,常用的方法有盐酸(硫酸)处理法,活性白土处理法和电解回收法。
3. 熔模和模组的制造
1)熔模的制造
生产中大多采用压力把糊状模料压入压型的方法制造熔模。压制熔之前,需先在压型表面涂薄层分型剂,以便从压型中取出熔模。压制蜡基模料时,分型剂可为机油、松节油等;压制树脂基模料时,常用 麻油和酒精的混合液或硅油作分型剂。分型剂层越薄越好,使熔模能更好地复制压型的表面,提高熔模的表面光洁度。压制熔模的方法有三种,柱塞加压法、气压法和活塞加压法。头条号轴承小白
2)熔模的组装
熔模的组装是把形成铸件的熔模和形成浇冒口系统的熔模组合在一起,主要有两种方法:
1.焊接法 用薄片状的烙铁,将熔模的连接部位熔化,使熔模焊在一起。此法较普遍。
2.机械组装法 在大量生产小型熔模铸件时,国外已广泛采有机械组装法组合模组,采用此种模组可使模组组合和效率大大提高,工作条件也得到了改善。

型壳的制造
熔模铸造的铸型可分为实体型和多层型壳两种,目前普遍采用的是多型壳。
将模组浸涂耐火涂料后,撒上料状耐火材料,再经干燥、硬化,如此反复多次,使耐火涂挂层达到需要的厚度为止,这样便在模组上形成了多层型壳,通常将近其停放一段时间,使其充分硬化,然后熔失模组,便得到多层型壳。头条号轴承小白
多层壳有的需要装箱填砂;有的则不需要,经过焙烧后就可直接进行浇注。
在熔失熔模时,型壳会受到体积正在增大的熔融模料的压力;在焙烧和注时,型壳各部分会产生相互牵制而又不均的膨胀的收缩,因此,金属还可能与型壳材料发生高温化学反应。所以对型壳便有一定的性能要求,如小的膨胀率和收缩率;高的机械强度、抗热震性、而火度和高温下的化学稳定性;型壳还应有一定的透气性,以便浇注时型壳内的气体能顺利外逸。这些都与制造型壳时所采用的耐火材料、粘结剂以及工艺有关。
1 .制造型壳用的材料
制造型壳用的材料可分为两种类型,一种是用来直接形成型壳的,如耐火材料、粘结剂等;另一类是为了获得优质的型壳,简化操作、改善工艺用的材料,如熔剂、硬化剂、表面活性剂等。
1)耐火材料
目前熔模铸造中所用的耐火材料主要为石英和刚玉,以及硅酸铝耐火材料,如耐火粘土、铝钒土、焦宝石等。有时也用锆英石、镁砂(MgO)等。头条号轴承小白
2)粘结剂
在熔模铸造中用得最普遍的粘结剂是硅酸胶体溶液(简称硅酸溶胶),如硅酸乙酯水解液、水玻璃和硅溶胶等。组成它们的物质主要为硅酸(H2SiO3)和溶剂,有时也有稳定剂,如硅溶胶中的NaOH。
硅酸乙酯水解液是硅酸乙酯经水解后所得的硅酸溶胶模铸造中用得最早、最普遍的粘结剂;水玻璃壳型易变形、开裂,用它浇注的铸件尺寸精度和表面光洁度都较差。但在我国,当生产精度要求较的碳素钢铸件和熔点较低的有色合金铸件时,水玻璃仍被广泛应用于生产;硅溶胶的稳定性好,可长期存放,制型壳时不需专门的硬化剂,但硅溶胶对熔模的润湿稍差,型壳硬化过程是一个干燥过程,需时较长。
2 .制壳工艺
制壳过程中的主要工序和工艺为:
1)模组的除油和脱脂
在采用蜡基模料制熔模时,为了提高涂料润湿模组表面的能力,需将模组表面的油污去除掉。
2)在模组上涂挂涂料和撒砂
涂挂涂料以前,应先把涂料搅拌均匀,尽可能减少涂料桶中耐火材料的沉淀,调整好涂料的粘度或比重,以使涂料能很好地充填和润湿熔模,挂涂料时,把模组浸泡在涂料中,左右上下晃动,使涂料能很好润湿熔模,均匀覆盖模组表面。涂料涂好后,即可进行撒砂。头条号轴承小白
3)型壳干燥和硬化
每涂复好一层型壳以后,就要对它进行干燥和硬化,使涂料中的粘结剂由溶胶向冻胶、凝胶转变,把耐火材料连在一起。
4)自型壳中熔失熔模
型壳完全硬化后,需从型壳中熔去模组,因模组常用蜡基模料制成,所以也把此工序称为脱蜡。根据加热方法的不同,有很多,脱蜡方法,用得较多的是热水法和同压蒸汽法。
5)焙烧型壳
如需造型(填砂)浇注,在焙烧之前,先将脱模后的型壳埋箱内的砂粒之中,再装炉焙烧。如型壳高温强度大,不需造型浇注,则可把脱模后的型壳直接送入炉内焙烧。焙烧时逐步增加炉温,将型壳加热至8000-10000C,保温一段时间,即可进行浇注。
熔模铸件的浇注和清理
1.熔模铸件的浇注
熔模铸造时常用的浇注方法有:
1)热型重力浇注方法有以下几种。
这是用得最广泛的一种浇注形式,即型壳从焙烧炉中取出后,在高温下进行由浇注。此时金属在型壳中冷却较慢,能在流动性较高的情况下充填铸型,故铸件能很好复制型腔的形状,提高了铸件的精度。但铸件在热型中的缓慢冷却会使晶粒粗大,这就降低了铸件的机械性能。在浇注碳钢铸件时,冷却较慢的铸件表面还易氧化和脱碳,从而降低了铸件的表面硬度、光洁度和尺寸精度。
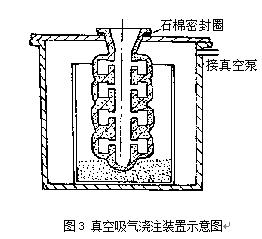
2)真空吸气浇注
将型壳如图3所示放在真空浇注箱中,通过型壳中的微小孔隙吸走型腔中的气体,使液态金属能更好地充填型腔,复制型腔的形状,提高铸件精度,防止气孔、浇不足的缺陷。该法已在国外应用。头条号轴承小白
3)压力下结晶
将型壳放在压力罐内进行浇注,结束后,立即封闭压力罐,向罐内通入高压空气或惰性气体,使铸件在压力下凝固,以增大铸件的致密度。在国外最大压力已达150atm。
4)定向结晶(定向凝固)
一些熔模铸件如涡轮机叶片、磁钢等,如果它们的结晶组织是按一定方向排列的柱状晶,它们的工作性能便可提高很多,所以熔模铸造定向结晶技术正迅速地得到发展。头条号轴承小白
2 .熔模铸件的清理
熔模铸件清理的内容主要为:(1)从铸件上清除型壳;(2)自浇冒系统上取下铸件;(3)去除铸件上所粘附的型壳耐火材料;(4)铸件热处理后的清理,如除氧化皮、尽边和切割浇口残余等。
熔模铸造工艺设计
如同一般铸造工艺设计,熔模铸造工艺设计的任务为:
(1)分析铸件结构的工艺性;
(2)选择合理的工艺方案,确定有关的铸造工艺参数,在上述基础上绘制铸件图;
(3)设计浇冒系统,确定模组结构。
在考虑上述三方面的问题时,主要的依据仍是一般铸造过程的基本原则,尤其在确定工艺方案、工艺参数时(如铸造圆角,拨模斜度、加工余量、工艺筋等),除了具体数据由于熔模铸造的工艺特点稍有不同之外,而设计原则与砂型铸造完全相同。
相关参考
一、低压铸造的浇注工艺参数可在工艺范围内任意设置调整,可保证液体金属充型平稳,减少或避免金属液在充型时的翻腾、冲击、飞溅现象,从而减少了氧化渣的形成,避免或减少铸件的缺陷,提高了铸件质量。二、金属液在...
一、低压铸造的浇注工艺参数可在工艺范围内任意设置调整,可保证液体金属充型平稳,减少或避免金属液在充型时的翻腾、冲击、飞溅现象,从而减少了氧化渣的形成,避免或减少铸件的缺陷,提高了铸件质量。二、金属液在...
液态金属浇注到与零件形状、尺寸相适应的铸型型腔中,待其冷却凝固,以获得毛坯或零件的生产方法,通常称为金属液态成形或铸造。今天为大家详解一下铸造工艺。工艺流程液体金属→充型→凝固收缩→铸件工艺特点1、可...
液态金属浇注到与零件形状、尺寸相适应的铸型型腔中,待其冷却凝固,以获得毛坯或零件的生产方法,通常称为金属液态成形或铸造。今天为大家详解一下铸造工艺。工艺流程液体金属→充型→凝固收缩→铸件工艺特点1、可...
熔模铸造什么意思(金属加工成型工艺,你都知道吗,压铸,铸造,锻造,你知道几种?)
压铸(注意压铸不是压力铸造的简称)是一种金属铸造工艺,其特点是利用模具腔对融化的金属施加高压。模具通常是用强度更高的合金加工而成的,这个过程有些类似注塑成型。砂模铸造就是用砂子制造铸模。砂模铸造需要在...
熔模铸造什么意思(金属加工成型工艺,你都知道吗,压铸,铸造,锻造,你知道几种?)
压铸(注意压铸不是压力铸造的简称)是一种金属铸造工艺,其特点是利用模具腔对融化的金属施加高压。模具通常是用强度更高的合金加工而成的,这个过程有些类似注塑成型。砂模铸造就是用砂子制造铸模。砂模铸造需要在...
熔模精密铸造厂(重庆南川区南平镇红山铸造厂旧址,6000人的军工城现在已经荒废)
云贵川山区里的某个山坳,当你看到一栋栋闲置的大楼,破烂不堪的厂房,密林间冒出来的烟囱和封堵的山洞不必感到奇怪,那是上世纪60年代至70年代建设的兵工厂。国情的需要,中央决定在大西南建设第二套工业体系,以保...
熔模精密铸造厂(重庆南川区南平镇红山铸造厂旧址,6000人的军工城现在已经荒废)
云贵川山区里的某个山坳,当你看到一栋栋闲置的大楼,破烂不堪的厂房,密林间冒出来的烟囱和封堵的山洞不必感到奇怪,那是上世纪60年代至70年代建设的兵工厂。国情的需要,中央决定在大西南建设第二套工业体系,以保...
材料成形方法是零件设计的重要内容,也是制造者们极度关心的问题,更是材料加工过程中的关键因素,今天为大家介绍下各种金属金属成形工艺。一、铸造液态金属浇注到与零件形状、尺寸相适应的铸型型腔中,待其冷却凝固...
材料成形方法是零件设计的重要内容,也是制造者们极度关心的问题,更是材料加工过程中的关键因素,今天为大家介绍下各种金属金属成形工艺。一、铸造液态金属浇注到与零件形状、尺寸相适应的铸型型腔中,待其冷却凝固...