熔化焊焊接接头的热影响区(常见的焊接缺陷(内部缺陷))
Posted
篇首语:赋料扬雄敌,诗看子建亲。本文由小常识网(cha138.com)小编为大家整理,主要介绍了熔化焊焊接接头的热影响区(常见的焊接缺陷(内部缺陷))相关的知识,希望对你有一定的参考价值。
熔化焊焊接接头的热影响区(常见的焊接缺陷(内部缺陷))
常见的焊接缺陷(内部缺陷)
(1)未焊透
母体金属接头处中间(X坡口)或根部(V、U坡口)的钝边未完全熔合在一起而留下的局部未熔合。未焊透降低了焊接接头的机械强度,在未焊透的缺口和端部会形成应力集中点,在焊接件承受载荷时容易导致开裂。
1)原因分析
造成未焊透的主要原因是:对口间隙过小、坡口角度偏小、钝边厚、焊接线能量小、焊接速度快、焊接操作手法不当。
2)防治措施
⑴对口间隙严格执行标准要求,最好间隙不小于2㎜。
⑵对口坡口角度,按照壁厚和DL/T869-2004《火力发电厂焊接技术规程》的要求,或者按照图纸的设计要求。一般壁厚小于20㎜的焊口采用V型坡口,单边角度不小于30°,不小于20㎜的焊口采用双V型或U型等综合性坡口。
⑶钝边厚度一般在1㎜左右,如果钝边过厚,采用机械打磨的方式修整,对于单V型坡口,可不留钝边。
⑷根据自己的操作技能,选择合适的线能量、焊接速度和操作手法。
⑸使用短弧焊接,以增加熔透能力。
(2)未熔合
固体金属与填充金属之间(焊道与母材之间),或者填充金属之间(多道焊时的焊道之间或焊层之间)局部未完全熔化结合,或者在点焊(电阻焊)时母材与母材之间未完全熔合在一起,有时也常伴有夹渣存在。
1)原因分析
造成未熔合的主要原因是焊接线能量小,焊接速度快或操作手法不恰当。
2)防治措施
⑴适当加大焊接电流,提高焊接线能量;
⑵焊接速度适当,不能过快;
⑶熟练操作技能,焊条(枪)角度正确。
(3)气孔
在熔化焊接过程中,焊缝金属内的气体

或外界侵入的气体在熔池金属冷却凝固前未来得及逸出而残留在焊缝金属内部或表面形成的空穴或孔隙,视其形态可分为单个气孔、链状气孔、密集气孔(包括蜂窝状气孔)等,特别是在电弧焊中,由于冶金过程进行时间很短,熔池金属很快凝固,冶金过程中产生的气体、液态金属吸收的气体,或者焊条的焊剂受潮而在高温下分解产生气体,甚至是焊接环境中的湿度太大也会在高温下分解出气体等等,这些气体来不及析出时就会形成气孔缺陷。
尽管气孔较之其它的缺陷其应力集中趋势没有那么大,但是它破坏了焊缝金属的致密性,减少了焊缝金属的有效截面积,从而导致焊缝的强度降低。
1)根本原因是焊接过程中,焊接本身产生的气体或外部气体进入熔池,在熔池凝固前没有来得及溢出熔池而残留在焊缝中。
2)防治措施
预防措施主要从减少焊缝中气体的数量和加强气体从熔池中的溢出两方面考虑,主要有以下几点:
⑴焊条要求进行烘培,装在保温筒内,随用随取;
⑵焊丝清理干净,无油污等杂质;
⑶焊件周围10~15㎜范围内清理干净,直至发出金属光泽;
⑷注意周围焊接施工环境,搭设防风设施,管子焊接无穿堂风;
⑸氩弧焊时,氩气纯度不低于99.95%,氩气流量合适;
⑹尽量采用短弧焊接,减少气体进入熔池的机会;
⑺焊工操作手法合理,焊条、焊枪角度合适;
⑻焊接线能量合适,焊接速度不能过快;
⑼按照工艺要求进行焊件预热。

某钢板对接焊缝X射线照相底片 V型坡口,手工电弧焊,未焊透

某钢板对接焊缝X射线照相底片 V型坡口,手工电弧焊,密集气孔
(4)夹渣与夹杂物
熔化焊接时的冶金反应产物,例如非金属杂质(氧化物、硫化物等)以及熔渣,由于焊接时未能逸出,或者多道焊接时清渣不干净,以至残留在焊缝金属内,称为夹渣或夹杂物。视其形态可分为点状和条状,其外形通常是不规则的,其位置可能在焊缝与母材交界处,也可能存在于焊缝内。另外,在采用钨极氩弧焊打底+手工电弧焊或者钨极氩弧焊时,钨极崩落的碎屑留在焊缝内则成为高密度夹杂物(俗称夹钨)。
1)原因分析
⑴焊件清理不干净、多层多道焊层间药皮清理不干净、焊接过程中药皮脱落在熔池中等;
⑵电弧过长、焊接角度部队、焊层过厚、焊接线能量小、焊速快等,导致熔池中熔化的杂质未浮出而熔池凝固。
2)防治措施
⑴焊件焊缝破口周围10~15㎜表面范围内打磨清理干净,直至发出金属光泽;
⑵多层多道焊时,层间药皮清理干净;
⑶焊条按照要求烘培,不使用偏芯、受潮等不合格焊条;
⑷尽量使用短弧焊接,选择合适的电流参数;
⑸焊接速度合适,不能过快。

W18Cr4V(高速工具钢)-45钢棒 对接电阻焊缝中的夹渣断口照片

钢板对接焊缝X射线照相底片 V型坡口,手工电弧焊,局部夹渣

钢板对接焊缝X射线照相底片 V型坡口,手工电弧焊,两侧线状夹渣

钢板对接焊缝X射线照相底片 V型坡口,钨极氩弧焊打底+手工电弧焊,夹钨
(5)裂纹
焊缝裂纹是焊接过程中或焊接完成后在焊接区域中出现的金属局部破裂的表现。
焊缝金属从熔化状态到冷却凝固的过程经过热膨胀与冷收缩变化,有较大的冷收缩应力存在,而且显微组织也有从高温到低温的相变过程而产生组织应力,更加上母材非焊接部位处于冷固态状况,与焊接部位存在很大的温差,从而产生热应力等等,这些应力的共同作用一旦超过了材料的屈服极限,材料将发生塑性变形,超过材料的强度极限则导致开裂。裂纹的存在大大降低了焊接接头的强度,并且焊缝裂纹的尖端也成为承载后的应力集中点,成为结构断裂的起源。
裂纹可能发生在焊缝金属内部或外部,或者在焊缝附近的母材热影响区内,或者位于母材与焊缝交界处等等。根据焊接裂纹产生的时间和温度的不同,可以把裂纹分为以下几类:
a.热裂纹(又称结晶裂纹):产生于焊缝形成后的冷却结晶过程中,主要发生在晶界上,金相学中称为沿晶裂纹,其位置多在焊缝金属的中心和电弧焊的起弧与熄弧的弧坑处,呈纵向或横向辐射状,严重时能贯穿到表面和热影响区。热裂纹的成因与焊接时产生的偏析、冷热不均以及焊条(填充金属)或母材中的硫含量过高有关。
b.冷裂纹:焊接完成后冷却到低温或室温时出现的裂纹,或者焊接完成后经过一段时间才出现的裂纹(这种冷裂纹称为延迟裂纹,特别是诸如14MnMoVg、18MnMoNbg、14MnMoNbB等合金钢种容易产生此类延迟裂纹,也称之为延迟裂纹敏感性钢)。冷裂纹多出现在焊道与母材熔合线附近的热影响区中,其取向多与熔合线平行,但也有与焊道轴线呈纵向或横向的冷裂纹。冷裂纹多为穿晶裂纹(裂纹穿过晶界进入晶粒),其成因与焊道热影响区的低塑性组织承受不了冷却时体积变化及组织转变产生的应力而开裂,或者焊缝中的氢原子相互结合形成分子状态进入金属的细微孔隙中时将造成很大的压应力连同焊接应力的共同作用导致开裂(称为氢脆裂纹),以及焊条(填充金属)或母材中的磷含量过高等因素有关。
c.再热裂纹:焊接完成后,如果在一定温度范围内对焊件再次加热(例如为消除焊接应力而采取的热处理或者其他加热过程,以及返修补焊等)时有可能产生的裂纹,多发生在焊结过热区,属于沿晶裂纹,其成因与显微组织变化产生的应变有关。
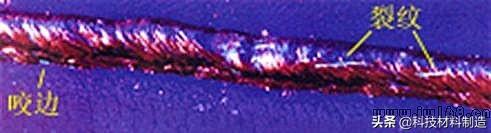
对接焊缝上的纵向表面裂纹与外咬边的荧光磁粉检测显示照片(照片来源:日本EISHIN KAGAKU CO.,LTD)

合金钢板对接焊缝X射线照相底片 V型坡口,气体保护焊-钨极氩弧焊,横裂纹

厚度14mm低合金钢板对接焊缝X射线照相底片,X型坡口,自动焊,纵向裂缝。
“材料界”(微信号:Material-World)
最具影响力和最受欢迎的各类新材料微信公众号之一!
相关参考
•一、焊接工艺基本知识•二、熔化极气体保护焊2.1工艺参数及特点2.2操作技术与常见缺陷分析一、焊接工艺基本知识(一)焊接通过加热或加压,或者二者并用,用或不用填充材料,使工件达到原子间结合的加工方法,根据金...
•一、焊接工艺基本知识•二、熔化极气体保护焊2.1工艺参数及特点2.2操作技术与常见缺陷分析一、焊接工艺基本知识(一)焊接通过加热或加压,或者二者并用,用或不用填充材料,使工件达到原子间结合的加工方法,根据金...
凡是肉眼或低倍放大镜能看到的且位于焊缝表面的缺陷,如咬边(咬肉)、焊瘤、弧坑、表面气孔、夹渣、表面裂纹、焊缝位置不合理等称为外部缺陷;而必须用破坏性试验或专门的无损检测方法才能发现的内部气孔、夹渣、内部裂...
凡是肉眼或低倍放大镜能看到的且位于焊缝表面的缺陷,如咬边(咬肉)、焊瘤、弧坑、表面气孔、夹渣、表面裂纹、焊缝位置不合理等称为外部缺陷;而必须用破坏性试验或专门的无损检测方法才能发现的内部气孔、夹渣、内部裂...
不锈钢管在焊接过程会出现一些缺陷,不锈钢管的缺陷会导致应力集中,降低承载能力,缩短使用寿命,甚至造成脆断。一般技术规程规定,未焊透、未熔合、烧穿和夹杂和夹渣等是不允许有的;咬边、焊瘤和气孔等缺陷不能超...
不锈钢管在焊接过程会出现一些缺陷,不锈钢管的缺陷会导致应力集中,降低承载能力,缩短使用寿命,甚至造成脆断。一般技术规程规定,未焊透、未熔合、烧穿和夹杂和夹渣等是不允许有的;咬边、焊瘤和气孔等缺陷不能超...
...程中使用最多的无损检验方法,它的检测对象主要是各种熔化焊接方法电弧焊、气体保护焊、电渣焊、气焊等对接接头,容易检出那些形成局部厚度差的缺陷,对气孔和夹渣之类缺陷有很高的检出率,对裂纹的检出率受透照方向...
...程中使用最多的无损检验方法,它的检测对象主要是各种熔化焊接方法电弧焊、气体保护焊、电渣焊、气焊等对接接头,容易检出那些形成局部厚度差的缺陷,对气孔和夹渣之类缺陷有很高的检出率,对裂纹的检出率受透照方向...
杂质对结晶过程的影响(这些焊接缺陷你一定遇到过有哪些措施防治?收藏)
焊接缺陷的种类很多,按其在焊缝中所处的位置可分为外部缺陷和内部缺陷两大类。外部缺陷也叫外观缺陷。外部缺陷位于焊缝表面,借用肉眼或低倍放大镜就能观察到。内部缺陷位于焊缝的内部,必须应用破坏性检验或专门无...
...在焊接过程中所处的状态以及工艺特点,可以将焊接分为熔化焊、压焊、钎焊三大类。焊接方法分类焊接过程中的常见缺陷主要有咬边、气孔、焊透、未熔合、裂纹等。咬边焊缝咬边造成咬边的原因1、电弧过长,焊接速度太快...