焊铁丝用什么焊机好(钢筋的绑扎、机械连接与焊接)
Posted
篇首语:少年击剑更吹箫,剑气箫心一例消。本文由小常识网(cha138.com)小编为大家整理,主要介绍了焊铁丝用什么焊机好(钢筋的绑扎、机械连接与焊接)相关的知识,希望对你有一定的参考价值。
焊铁丝用什么焊机好(钢筋的绑扎、机械连接与焊接)
(一)钢筋的绑扎连接
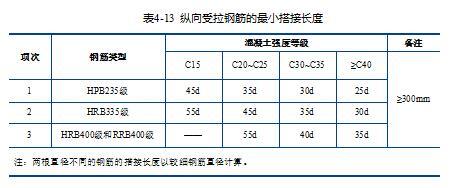
1.钢筋绑扎搭接长度
纵向受拉钢筋的最小搭接长度见表4-13。
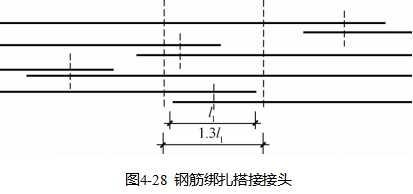
2.钢筋绑扎接头
同一构件中相邻纵向受力钢筋的绑扎搭接接头宜相互错开,如图4-28所示。
3.钢筋绑扎要求
通常,绑扎钢筋时须按照以下要求来进行:
(1)钢筋网片绑扎。钢筋的交叉点应采用20~22号铁丝绑扎。对于板和墙的钢筋网,除靠近外围两行钢筋的相交点应全部扎牢外,中间部分交叉点可间隔交替扎牢,但必须保证受力钢筋不产生位置偏移;在靠近外围两行钢筋的相交点最好按十字花扣绑扎;绑扣的方向应根据具体情况交错地变化,以免网片朝一个方向歪扭。对于面积较大的网片,可适当地用钢筋作斜向拉结加固。双向受力的钢筋须将所有相交点全部扎牢。
(2)梁和柱的箍筋。对梁和柱的箍筋应与受力钢筋保持垂直;箍筋弯钩叠合处应沿受力钢筋方向错开放置。其中梁的箍筋弯钩应放在受压区,在个别情况下,例如连续梁支座处,受压区在截面下部,要是箍筋弯钩位于下面,有可能被钢筋压“开”,这时,只好将箍筋弯钩放在受拉区(截面上部,即受力钢筋那一面),但应特别绑牢,必要时用电弧焊点焊几处。
(3)柱纵筋弯钩朝向。绑扎矩形柱的钢筋时,角部钢筋的弯钩平面应与模板面成45(多边形柱角部钢筋的弯钩平面应位于模板内角的平分线上;圆形柱钢筋的弯钩平面应与模板切平面垂直,即弯钩应朝向圆心);矩形柱和多边形柱的中间钢筋(即不在角部的钢筋)的弯钩平面应与模板面垂直;当采用插入式振捣器浇筑截面很小的柱时,弯钩平面与模板面的夹角不得小于15°。
(4)构件交叉点钢筋处理。在构件交叉点,例如柱与梁、梁与梁以及框架和桁架节点处杆件交汇点,钢筋纵横交错,大部分在同一位置上发生碰撞,无法安装。这种情况必须在施工前的审图过程中就予以解决。处理办法一般是使一个方向的钢筋设置在规定的位置(按规定取保护层厚度),而另一个方向的钢筋则去避开它(常以调整保护层厚度来实现)。
(5)钢筋位置的固定。安装钢筋位置准确,施工时应使钢筋不出现位移,必要时预先设置相应的支架、垫块或垫筋加以固定。
(6)钢筋保护层。保护层最小厚度(从受力钢筋外皮算起)应符合规定,且不应小于受力钢筋的直径。传统的做法是在现场利用水泥砂浆制作出一定厚度的垫块。
(二)钢筋的焊接
1.电弧焊
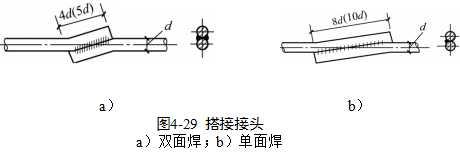
电弧焊是利用弧焊机使焊条与焊件之间产生高温电弧,使焊条和电弧燃烧范围内的焊件熔化,待其凝固便形成焊缝或接头。电弧焊广泛用于钢筋接头与钢筋骨架焊接、装配式结构接头焊接、钢筋与钢板焊接及各种钢结构焊接。钢筋电弧焊的接头形式有三种:搭接接头、帮条接头及坡口接头。
(1)搭接焊。适用于直径10~40 mm的HPB235~HRB400钢筋。搭接接头钢筋应先预弯,以保证两极钢筋的轴线在一条直线上。焊接时,宜采用双面焊,如图4-29a所示,不能进行双面焊时也可采用单面焊,如图4-29b所示。
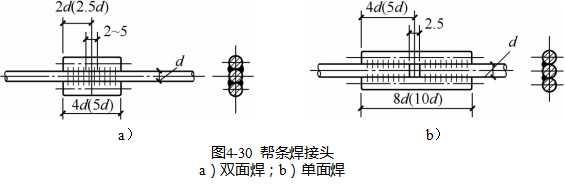
(2)帮条焊。适用于直径大于10 mm的HPB235~RRB400钢筋。焊接时,宜采用双面焊,如图4-31a所示,不能进行双面焊时也可采用单面焊,如图4-30b所示。
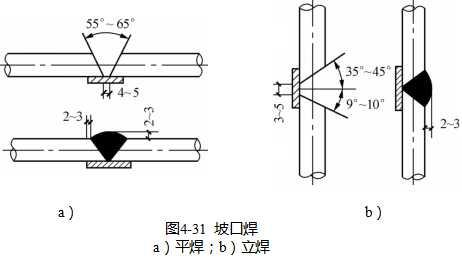
(3)坡口焊。坡口接头多用于在施工现场焊接装配式结构接头处钢筋,分为平焊和立焊,如图4-31所示。施焊前先将钢筋端部制成坡口。钢筋坡口平焊采用V形坡口,坡口夹角在60°左右,如图4-31a所示。两根钢筋间的空隙为3~5 mm,下垫钢板,然后施焊。钢筋坡口立焊采用35°~45°坡口,如图4-31b所示。
(4)钢筋电弧焊接头外观检查结果。钢筋电弧焊接头外观检查结果应符合下列要求:焊缝表面应平整,不得有凹陷或焊瘤;焊接接头区域不得有裂纹;咬边深度、气孔、夹渣等缺陷允许值及接头尺寸的允许偏差应符合相关的规定。
钢筋电弧焊接头拉伸试验结果应符合下列要求:3个热轧钢筋接头试件的抗拉强度均不得小于该级别钢筋规定的抗拉强度;3个接头试件均应断于焊缝之外,并应至少有2个试件呈延性断裂。
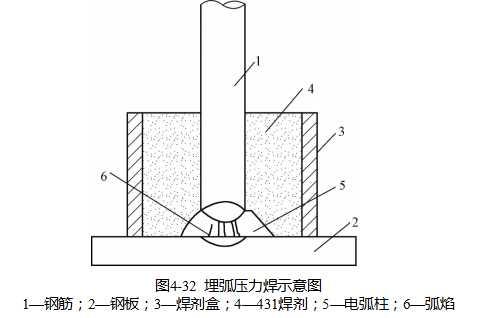
2.埋弧压力焊
埋弧压力焊是利用焊剂层下的电弧,将两焊件相邻部位熔化,然后加压顶锻使两焊件焊合,如图4-33所示。其具有焊后钢板变形小、抗拉强度高的特点,多用于钢筋与钢板丁字型接头的焊接。
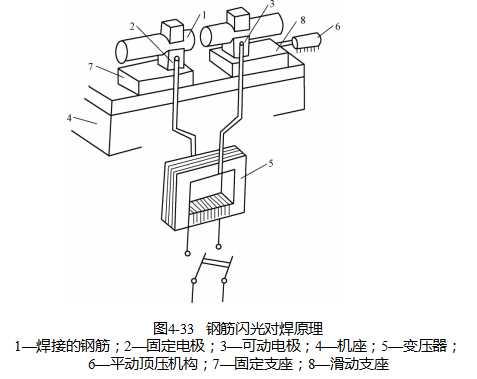
3.闪光对焊
闪光对焊的原理如图4-32所示。通电后,两钢筋轻微接触,通过低电压的强电流,当钢筋加热到接近熔点时,施加顶锻,使两根钢筋焊接在一起,形成对焊接头。
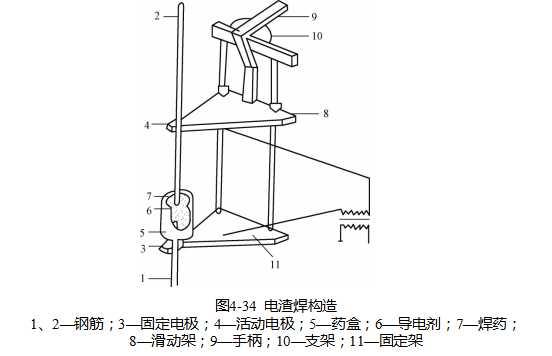
4.电渣压力焊
电渣压力焊是利用电流通过渣池产生的电阻热将钢筋端部熔化,然后施加压力使钢筋焊合。这种方法多用于现浇钢筋混凝土结构竖向钢筋的接长,比电弧焊功效高、成本低,易于掌握。钢筋电渣压力焊分手工操作和自动控制两种。采用自动电渣压力焊时,主要设备是自动电渣焊机,电渣焊构造如图4-34所示。
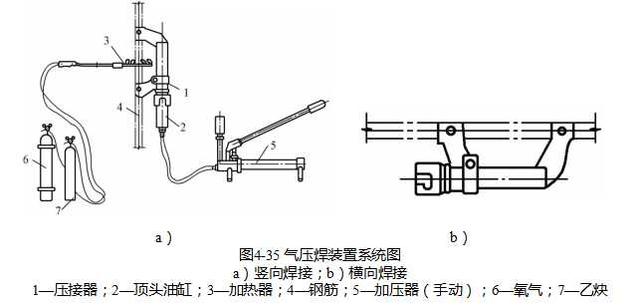
5.气压焊
钢筋气压焊是利用乙炔、氧气混合气体燃烧的高温火焰,加热钢筋结合端部,不待钢筋熔融使其高温下加压接合。这种方法具有设备简单、工效高、成本低等优点,适用于各种位置的钢筋焊接。气压焊的设备包括供气装置、加热器、加压器和压接器等(图3-35)。
(三)钢筋的机械连接
1.直螺纹连接
直螺纹连接是近年来开发的一种新的螺纹连接方式。它先把钢筋端部镦粗,然后再切削直螺纹,最后用套筒实行钢筋对接。
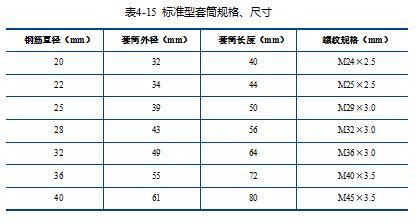
为充分发挥钢筋母材强度,连接套筒的设计强度大于等于钢筋抗拉强度标准值的1.2倍,直螺纹接头标准套筒的规格、尺寸如表4-15所示。
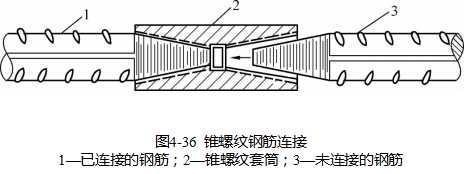
2.锥螺纹连接
锥螺纹连接是用锥形纹套筒将两根钢筋端头对接在一起,利用螺纹的机械咬合力传递拉力或压力。所用的设备主要是套丝机,通常安放在现场对钢筋端头进行套丝,如图4-36所示。
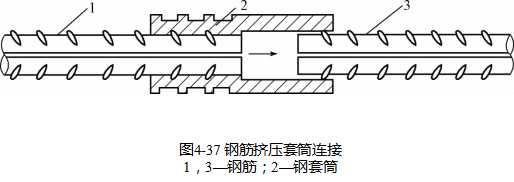
3.套筒挤压连接
套筒挤压连接是把两根待接钢筋的端头先插入一个优质钢套管,然后用挤压机在侧向加压数道,套筒塑性变形后即与带肋钢筋紧密咬合达到连接的目的,如图4-37所示。
4.钢筋机械连接接头质量检查与验收
钢筋机械连接接头质量检查与验收应按以下规定进行:
(1)工程中应用钢筋机械连接时,应由该技术提供单位提交有效的检验报告。
(2)钢筋连接工程开始前及施工过程中,应对每批进场钢筋进行接头工艺检验,工艺检验应符合设计图纸或规范要求。
(3)现场检验应进行外观质量检查和单向拉伸试验。接头的现场检验则按验收批进行。
(4)对接头的每一验收批,必须在工程结构中随机截取3个试件作单向拉伸试验,按设计要求的接头性能等级进行检验与评定。
(5)在现场连续检验10个验收批。
(6)外观质量检验的质量要求、抽样数量、检验方法及合格标准由各类型接头的技术规程确定。
相关参考
焊鸟笼细铁丝用什么焊机(钢筋笼滚焊机制作钢筋笼标准美观,为何很多工地却在闲置)
钢筋笼滚焊机是近几年来路桥工地,高速、高铁等项目桩基钢筋笼的主要制作设备。钢筋笼滚焊机的问世让中国建筑施工告别了人工缠钢筋笼的时代,进入了机械化钢筋场的标准化时代。钢筋笼滚焊机制作的钢筋笼成型标准美观...
焊鸟笼细铁丝用什么焊机(钢筋笼滚焊机制作钢筋笼标准美观,为何很多工地却在闲置)
钢筋笼滚焊机是近几年来路桥工地,高速、高铁等项目桩基钢筋笼的主要制作设备。钢筋笼滚焊机的问世让中国建筑施工告别了人工缠钢筋笼的时代,进入了机械化钢筋场的标准化时代。钢筋笼滚焊机制作的钢筋笼成型标准美观...
钢筋连接(1)钢筋的连接方法有:焊接、机械连接和绑扎连接三种。(2)钢筋的焊接常用的焊接方法有:闪光对焊、电弧焊(包括帮条焊、搭接焊、熔槽焊、剖口焊、预埋件角焊和塞孔焊等)、电渣压力焊、气压焊、埋弧压力焊...
钢筋连接(1)钢筋的连接方法有:焊接、机械连接和绑扎连接三种。(2)钢筋的焊接常用的焊接方法有:闪光对焊、电弧焊(包括帮条焊、搭接焊、熔槽焊、剖口焊、预埋件角焊和塞孔焊等)、电渣压力焊、气压焊、埋弧压力焊...
无误差调直机(钢筋施工技术交底,梁板柱绑扎步骤,钢筋连接方法及操作工艺)
...方可加工使用。4、施工机具准备:断钢机、弯钢机、对焊机、电焊机、电渣压力焊机具及直螺纹机械连接套丝机具等安装就位,检查机械设备是否完好。并在机械设备旁悬挂设备操作规程牌。二、钢筋调直及加工:1、本工程Ⅰ...
钢筋连接(1)钢筋的连接方法有:焊接、机械连接和绑扎连接三种。(2)钢筋的焊接常用的焊接方法有:闪光对焊、电弧焊(包括帮条焊、搭接焊、熔槽焊、剖口焊、预埋件角焊和塞孔焊等)、电渣压力焊、气压焊、埋弧压力焊...
...钢筋保护层和耐久性满足施工图纸要求。绑扎丝选用22号铁丝,使用前表面上不要有锈蚀。焊接头布置要求:焊接头要避开钢筋弯曲处,距弯曲点的距离不得小于钢筋直径的10倍;在同一根钢筋上要尽量少设焊接头,“同一连接...
基础、筏板钢筋绑扎 工艺流程:清理垫层→弹钢筋位置线→绑扎底板下层筋→放置马凳→绑扎上层横向筋→绑扎上层纵向筋→墙体插筋。 按设计间距在垫层上划线排放纵横向钢筋,排放时应注意单层钢筋弯钩朝上,不倾向一边...
艮通网片焊接机河南省艮通工程机械有限公司始建于1998年,是专门从事为工程建筑矿山、隧道桥梁、地铁涵洞、水电工程、地下工程及煤炭高沼矿井巷道等行业混凝土机械的设计研发革新,生产销售服务为一体的高新科技企业...
数控煤矿支护网排焊机(隧道网片排焊机全自动焊网机数控钢筋网片焊接机)
钢筋网片排焊机河南省艮通工程机械有限公司始建于1998年,是专门从事为工程建筑矿山、隧道桥梁、地铁涵洞、水电工程、地下工程及煤炭高沼矿井巷道等行业混凝土机械的设计研发革新,生产销售服务为一体的高新科技企业...