焊钛合金怎么焊手法(采用活性剂进行激光焊接钛合金时的形状和接头强度)
Posted
篇首语:沉舟侧畔千帆进,病树前头万木春。本文由小常识网(cha138.com)小编为大家整理,主要介绍了焊钛合金怎么焊手法(采用活性剂进行激光焊接钛合金时的形状和接头强度)相关的知识,希望对你有一定的参考价值。
焊钛合金怎么焊手法(采用活性剂进行激光焊接钛合金时的形状和接头强度)
江苏激光联盟导读:
在不同焊接速度下,添加活性剂进行激光焊接纯钛,活性剂MgF2的添加对焊缝形貌和接头强度的影响进行了研究。结果表明,活性剂可以对焊缝进行窄化,伴随着上部的熔化区增加大约50%。拉伸强度增加10-12%,同时韧性也增加了。

▲图1 (a) 2 kw Yb光纤激光器; (b-c) 激光焊接时有无活性剂的示意图
1. 背景介绍
钛及其合金在不同的工业中应用非常广泛,如航空航天、海洋工程、化学化工、核电、现代汽车和生物医学工程等。这是因为钛及其合金具有相对优异的性能,如比强度高、抗疲劳性能佳、熔点高、表面可以钝化、耐腐蚀和具有生物相容性等。钛及其合金在实际应用的时候具有各种不同的形状,并采用了焊接技术进行焊接组装,这一点在工业中非常普遍,带来的问题是热影响区(HAZ)和残余应力以及变形的存在,这是在快速加热和冷却循环的过程中造成。这些最终影响了焊接部件的表面性质、机械性能和焊接部件的完整性。

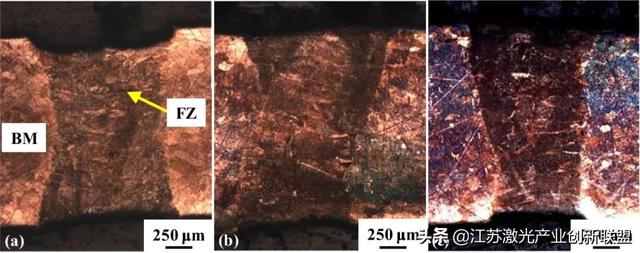
▲图2 在没有活性剂的时候在不同的焊接速度下得到的焊接样品的横截面金相组织:(a) 2.4 m/min; (b) 2.8 m/min; (c) 3.2 m/min.
钛及其合金的焊接,传统是采用TIG、MIG、等离子焊接和埋弧焊。这些传统焊接手段的能量密度相对比较低,造成冷却速率比较慢和热影响区比较大。同时,熔池在凝固和冷却的过程中也容易受到氧、氮和氢的污染而造成焊接接头的脆性。在采用高功率激光进行焊接的条件下就非常有可能避免以上存在的问题。高功率密度的激光可以促进快速加热和快速冷却,由此最大程度的减少了热影响区和变形。
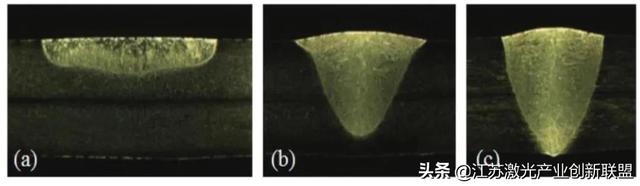
▲图3 在有活性剂的时候在不同的焊接速度下得到的焊接样品的横截面金相组织:(a) 2.4 m/min; (b) 2.8 m/min; (c) 3.2 m/min
在激光焊接的过程中的热历史主要受到不同的参数的影响控制,如激光功率、扫描速度、气体流量等。这些参数的影响造成了独特的和复杂的熔池热-流体行为和空间-时间上的温度场。熔池的热-流体行为造成熔池形状的不同和凝固后的熔化区不同。激光焊接的穿透深度在进行薄板焊接的时候比较明显,但在焊接厚板的时候成本就显著增加,这是因为激光的能量吸收效率变差的缘故。据观察, Marangoni力,即一种导致焊接熔池的表面张力梯度的相对流运动,在本质上具有离心的效果,由此阻碍了焊接接头的完全穿透。众所周知,表面活性拉力元素,即位于元素周期表VII的元素,具有将Marangoni 流动方向进行反转的效果。

▲图4 在激光焊接的时候 Marangoni 对流的流线方向沿着激光焊接方向的示意图描述:(a) 无活性剂; (b) 有活性剂。
基于以上观察和分析,在当前,采用活性剂MgF2添加到钛合金表面来进行焊接,研究将 Marangoni的流动从离心向向心转变的可能性,即自外部向熔池内部流动,与此同时,研究活性剂的添加对焊接接头强度的影响。

▲图5 (a-b) 拉伸强度和延伸率的比较;(c) 在没有性剂MgF2添加的条件下,焊接速度为 2.4 m/min 的时候得到的应力-应变曲线; (d) stress–strain curve for welding at speed of有性剂MgF2添加的条件下,焊接速度为 2.4 m/min的条件下得到的应力-应变曲线
主要结果
通过添加性剂MgF2添加的条件下进行激光焊接纯钛,得到如下主要结论:
•在激光焊接之前,在钛合金表面添加性剂MgF2添加的条件下,可以有效的对焊缝区进行窄化;
•拉伸强度和延伸率均得到提高,其中拉伸强度提高了大约10-12%,延伸率提高了7-26%。
▲图6 在采用TIG技术焊接AISI316L不锈钢薄板的时候,采用活性剂和不采用活性剂的横截面金相对比: (a) 不采用活性剂的横截面; (b) 活性剂为TiO2 的时候的TIG焊接结果, (c) 活性剂为SiO2 的时候采用TIG焊接的结果(三种情况下的焊接参数均一样)

▲图7 在进行激光焊接的时候,在有无活性剂的前提条件下得到的匙孔外部的金属蒸汽的动态变化和等离子体的变化情况,其中:第一排和第二排为没有施加活性剂的结果,第三排和第四排为添加了活性剂Cr2O3 的结果

▲图8 在有无活性剂的前提下激光焊接时得到的熔池的动力学行为,第一排和第二排为无活性剂的结果,第三排和第四排为添加活性剂Cr2O3的结果
文章来源:Effect of active flux MgF2 on weld geometry and joint strength in laser beam welding of titanium,Materials today,Volume 41, Part 2, 2021, Pages 301-306,https://doi.org/10.1016/j.matpr.2020.09.285
参考文献:1.A-TIG (activated flux tungsten inert gas) welding: – A review,Materials today proceeddings,Volume 44, Part 1, 2021, Pages 808-820,https://doi.org/10.1016/j.matpr.2020.10.712
2.Effects of Cr2O3 active agent on the weld process dynamic behavior and joint comprehensive properties of fiber laser welded stainless steel thick plate,Optics and Lasers in Engineering,Volume 128, May 2020, 106027,https://doi.org/10.1016/j.optlaseng.2020.106027
江苏激光联盟陈长军原创作品!
相关参考