焊缝渗透探伤方法(2022一建机电实务技术部分梳理-焊接技术-焊件质量检验方法)
Posted
篇首语:只有上不去的天,没有过不去的山。本文由小常识网(cha138.com)小编为大家整理,主要介绍了焊缝渗透探伤方法(2022一建机电实务技术部分梳理-焊接技术-焊件质量检验方法)相关的知识,希望对你有一定的参考价值。
焊缝渗透探伤方法(2022一建机电实务技术部分梳理-焊接技术-焊件质量检验方法)
焊件质量检验方法
一、焊接检验方法分类
(一)破坏检验:力学性能试验(拉伸试验、冲击试验、硬度试验、断裂性试验、疲劳试验)、弯曲试验、化学分析试验(化学成分分析、不锈钢晶间腐蚀试验、焊条扩散氢含量测试)、金相试验(宏观组织、微观组织)、焊接性试验、焊缝电镜。
(二)非破坏性检验:常用的非破坏性检验包括:外观检验、无损检测(渗透检测、磁粉检测、超声检测、射线检测)、耐压试验和泄漏试验。
焊件检验的方法,名称需要熟练掌握。
二、焊接过程质量检验
(一)焊接前检验
1. 母材和焊材
2. 零部件主要结构尺寸
3. 组对质量
4. 坡口清理检查
5. 焊接前的确认
(二)施焊过程检验
1. 定位焊缝
应清除定位焊缝渣皮后进行检查定位焊缝表面质量。
2. 焊接线能量
与焊接线能量有直接关系的因素包括:焊接电流、电弧电压和焊接速度。
3.多层(道)焊
每层(道)焊完后,应立即对层(道)进行清理,并进行外观检查,检查合格后方可进行下一层(道)的焊接。对多层(道)间温度有要求时,应测量多层(道)间的焊接温度,并形成记录。
4.后热
对规定进行后热的焊缝,应检查加热范围、后热温度和后热时间,并形成记录。
(三)焊缝检验
1. 外观检验
(1)焊缝表面
1)焊缝表面的形状尺寸及外观质量应符合设计要求,设计无要求时应符合现行国家有关标准。
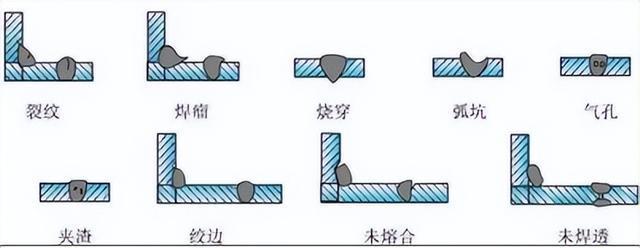
2)焊缝表面不允许存在的缺陷包括:裂纹、未焊透、未熔合、表面气孔、外露夹渣、未焊满。允许存在的其他缺陷情况应符合现行国家相关标准,例如:咬边、角焊缝厚度不足、角焊缝焊脚不对称等。
(2)几何尺寸
容器焊接后应检查几何尺寸,包括:同一端面最大内直径与最小内径之差、椭圆度、矩形容器截面上最大边长与最小边长之差、焊接接头棱角度(环向和轴向)等。
2. 无损检测
(1)焊接工程常用无损检测方法及代号
射线检测(RT),常用检测设备和器材:可以使用两种射线源:x 射线和r射线 。
超声检测(UT),常用 A 型脉冲反射式超声波检测仪和衍射时差法超声波检测仪(称 TOFD)
磁粉检测(MT),常用检测设备和器材:磁粉探伤机。
渗透检测(RT),渗透检测剂。
目视检测,常用照明光源、反光镜和低倍放大镜等
【补充】焊接部位无损探伤
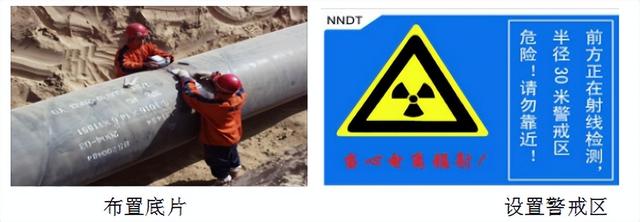
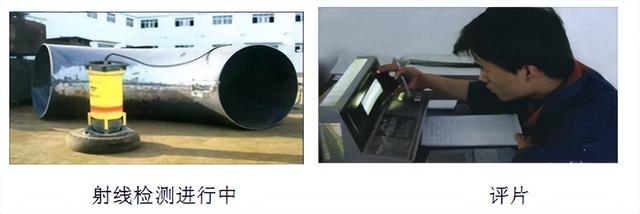
1. 射线探伤
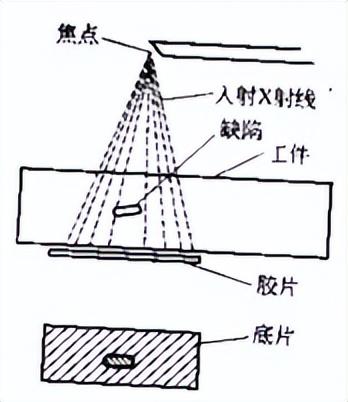
探伤原理(1000 纳米 =1 微米=0.001 毫米)
x 射线和γ射线都是电磁波,它们的波长很短(x 射线为 0.001-0.1nm,γ射线为 0.0003-0.1nm),能透过不透明的物体(包括金属),并能使胶片感光。将感光后的胶片显影后,能看到材料内部结构和缺陷相对应黑度不同的图像,从而观察材料内部缺陷的方法称作射线照相探伤法。
各种射线照相的性能比较
x 射线 | γ射线 |
1. 焊缝厚度小于 50mm 时,灵敏 度比γ射线高; | 1. 穿透能力大,能透照 300mm 钢板; |
2. 透照时间短,速度快; | 2. 设备轻便,操作简便; |
3. 设备复杂,费用大; | 3. 不需要电源,可野外作业; |
4. 穿透能力小; | 4. 环形焊缝可采用一次曝光; |
5. 适用厚度 30-50mm。 | 5. 透视时间长; |
6. 适用厚度 50mm 以上。 |
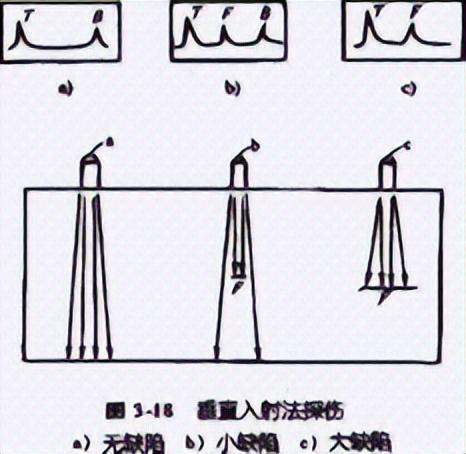
2. 超声波探伤
超声波探伤是利用超声波(频率超过 20000Hz 的声波)能传入金属材料的深处,并在不同介质的界面上能发生反射的特点来检查焊缝缺陷的一种方法。超声波探伤常使用的频率为2-5MHZ。
当遇到缺陷和工件底面时,就反射到探头。

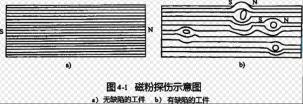
3. 磁粉探伤
磁粉探伤是对铁磁性焊件露在表面或接近表面的缺陷进行无损探伤的方法。磁粉探伤是利用被磁化了的焊件在缺陷处产生漏磁来发现缺陷的。
4. 渗透法探伤
渗透法探伤包括着色探伤和荧光探伤两种。
(1)着色探伤
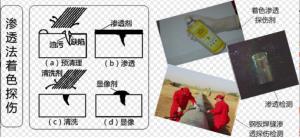
着色探伤是渗透法表面探伤的一种成本低、使用方便的无损探伤方法。
探伤过程是把焊件表面清理并干燥之后,喷涂一层有强烈色彩的渗透液,待渗入缺陷一定时间后,把表面多余渗透液清除掉。再喷涂上显像剂,它把渗入缺陷内的渗透液吸附出来,在显像剂层上显示出彩色的缺陷图像。
(1)着色探伤
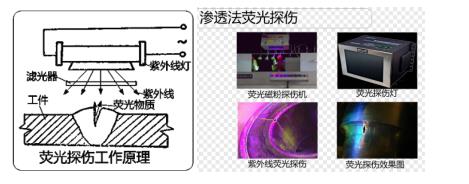
(2)荧光探伤
荧光探伤是利用紫外线照射某些荧光物质产生荧光的特性来进行无损检测焊件表面缺陷的一种方法。
探伤时,先在焊件表面涂上渗透性很强的荧光渗透液,停留 10min 后,除净表面多余的荧光渗透液,待干后,在工件表面撒上一层氧化镁粉(显像剂),振动一下使粉层均匀,显像 5min 左右,缺陷处的氧化镁粉被荧光渗透液浸湿,吹掉工件表面多余的氧化镁粉,在暗室的紫外线灯下观察,留在缺陷处的荧光物质发出荧光,显现缺陷的轮廓。
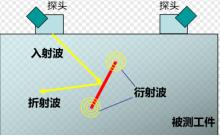
超声波衍射时差法
Time Of Flight Diffraction(TOFD)超声波衍射时差法,是一种依靠从待检试件内部结构(主要是指缺陷)的“端角”和“端点”处得到的衍射能量来检测缺陷的方法,用于缺陷的检测、定量和定位。
TOFD 技术首先是一种检测方法,但能满足这种检测方法要求的仪器却迟迟未能问世。
TOFD 原理
波形衍射
当超声波作用于一条长裂纹缺陷时,在裂纹缝隙产生衍射,另外在裂纹表面还会产生反射。TOFD 就是利用声束在裂纹两个端点或端角产生的衍射波来对缺陷进行定位定量。
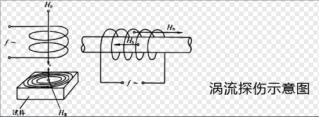
【补充】涡流探伤
工业上无损检测的方法之一。给一个线圈通入交流电,在一定条件下通过的电流是不变的。如果把线圈靠近被测工件,像船在水中那样,工件内会感应出涡流,受涡流影响,线圈电流会发生变化。由于涡流的大小随工件内有没有缺陷而不同,所以线圈电流变化的大小能反映有无缺陷。
(3)无损检测新技术应用
1)X射线数字成像检测
2)衍射时差法超声检测(TOFD)
(4)焊缝表面无损检测
1)设计文件无规定时,可选用MT或PT方法。
2)略
3)略
4)略
(5)焊缝内部无损检测
1)立式圆筒形钢制焊接储罐壁钢板最低标准屈服强度大于 390MPa 时,焊接完毕后至少经过 24h 后再进行无损检测。
2)对有延迟裂纹倾向的材料,应当至少在焊接完成 24h 后进行无损检测,但是,该材料制造的球罐,应当在焊接结束至少 36h 后进行无损检测。
3)对有再热裂纹倾向的材料,应在热处理后增加一次无损检测。
3. 其他检验
(1)硬度检验
工业管道的焊接接头,热处理后应测量硬度值,焊接接头硬度测量区域应包括焊缝和热影响区。
(2)腐蚀试验
要求做耐腐蚀性能检验的容器或者受压元件,应按设计文件制备耐腐蚀试验试件并进行检验与评定。
(3)金相试验
奥氏体-铁素体型双相不锈钢焊缝铁素体含量应与母材一致,母材奥氏体含量均为:40%~60%。
特别说明:本套机电专业知识的梳理,仅用于学习交流,不做商用。文中蓝色字体为我个人的总结,加入了自己的思考,故文章勾选了“原创”的标签。黑色文字为摘录书本中内容,但是重点内容做了加粗,这些加粗的内容,也是加入了我思考后的结果。红色文字为增加的拓展知识,作为书本的补充。增加了一些图片,供学习,部分来源于网络或其他,如涉及侵权,请联系我删除或修改。
相关参考
机电设备安装(2022一建机电实务技术部分梳理-机械设备安装技术-设备安装程序)
机械设备安装程序一、机械设备安装的一般施工程序施工准备→设备开箱检查→基础测量放线→基础检查验收→垫铁设置→设备吊装就位→设备安装调整→设备固定与灌浆→设备零部件清洗与装配→润滑与设备加油→设备试运转...
灰口铸铁(2022一建机电实务技术部分梳理-机电工程常用材料-常用金属材料)
这是书中技术部分第一个内容,讲材料和设备的,分了两个小节分别介绍。我们先来看材料。在材料这一节中,需要对一些重点的材料分类及应用进行掌握。材料作为一个基本的点,需要对材料本身整体有个了解,虽然考试的内...
灰口铸铁(2022一建机电实务技术部分梳理-机电工程常用材料-常用金属材料)
这是书中技术部分第一个内容,讲材料和设备的,分了两个小节分别介绍。我们先来看材料。在材料这一节中,需要对一些重点的材料分类及应用进行掌握。材料作为一个基本的点,需要对材料本身整体有个了解,虽然考试的内...
机械吊装(2022一建机电实务技术部分梳理-起重技术-吊装方法与吊装方案)
吊装方法与吊装方案一、常用吊装方法(一)常用起重机械的常用吊装方法采用起重机械的常用吊装方法有:塔式起重机吊装、桥式起重机吊装、汽车起重机吊装、履带起重机吊装、直升机吊装、桅杆系统吊装、缆索系统吊装、...
抗硫化氢法兰(2022一建机电实务技术部分梳理-机电工程常用材料-常用金属材料)
这是书中技术部分第一个内容,讲材料和设备的,分了两个小节分别介绍。我们先来看材料。在材料这一节中,需要对一些重点的材料分类及应用进行掌握。材料作为一个基本的点,需要对材料本身整体有个了解,虽然考试的内...
槽式除铁器(2022一建机电实务技术部分梳理-机电工程常用工程设备-专用设备)
专用设备,涉及到了不同的专业,很多专用设备不一定全熟悉,尽量理解,重点部分记忆。在后面的施工技术章节中,还有这些行业设备的安装以及施工程序。专用设备的分类和性能一、电力设备的分类和性能(一)火力发电设...
焊条设备(2022一建机电实务技术部分梳理-焊接技术-焊接材料与焊接设备选用)
焊接技术,这一节讲了焊接材料与焊接设备选用要求,焊接方法与焊接工艺评定,焊接应力与焊接变形,焊接质量检验方法。焊接技术,对搞机电的人来说,并不陌生,很多人可能要深入去了解一下,比如搞钢结构的,搞焊接的...
焊条设备(2022一建机电实务技术部分梳理-焊接技术-焊接材料与焊接设备选用)
焊接技术,这一节讲了焊接材料与焊接设备选用要求,焊接方法与焊接工艺评定,焊接应力与焊接变形,焊接质量检验方法。焊接技术,对搞机电的人来说,并不陌生,很多人可能要深入去了解一下,比如搞钢结构的,搞焊接的...
熔炼铸铁一般采用什么炉(2022一建机电实务技术部分梳理-机电工程常用材料-常用金属材料)
这是书中技术部分第一个内容,讲材料和设备的,分了两个小节分别介绍。我们先来看材料。在材料这一节中,需要对一些重点的材料分类及应用进行掌握。材料作为一个基本的点,需要对材料本身整体有个了解,虽然考试的内...
熔炼铸铁一般采用什么炉(2022一建机电实务技术部分梳理-机电工程常用材料-常用金属材料)
这是书中技术部分第一个内容,讲材料和设备的,分了两个小节分别介绍。我们先来看材料。在材料这一节中,需要对一些重点的材料分类及应用进行掌握。材料作为一个基本的点,需要对材料本身整体有个了解,虽然考试的内...