焊缝成形系数是熔焊时(激光课堂|激光焊接的焊缝介绍)
Posted
篇首语:没有一贯的蔑视,又怎能不断地欣赏呢?本文由小常识网(cha138.com)小编为大家整理,主要介绍了焊缝成形系数是熔焊时(激光课堂|激光焊接的焊缝介绍)相关的知识,希望对你有一定的参考价值。
焊缝成形系数是熔焊时(激光课堂|激光焊接的焊缝介绍)
了解激光焊接接头的构成,并掌握焊缝成形系数的概念和影响因素。
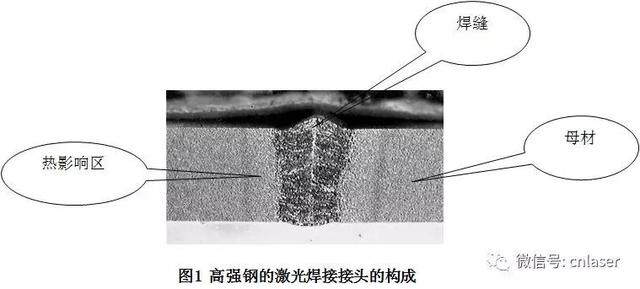
1.激光焊接接头的构成
1)激光焊接接头主要包括:焊缝、热影响区和母材三个部分。 焊缝是指两个被焊工件的结合部分金属,由熔化后的母材和填充材料共同构成;
热影响区是指由于焊接热作用,焊缝两侧发生了组织和性能变化的母材金属;
母材指的是被焊工件。
2)激光焊缝的形式
根据激光焊接常用的不同接头形式,激光焊缝相应地分为对接焊缝、搭接焊缝、角接焊缝和T形焊缝等几种;
按照施焊时焊缝的空间所处位置分为:平焊缝、立焊缝、横焊缝及仰焊缝,图2所示;
按焊缝断续情况分为连续焊缝、断续焊缝和定位焊缝;

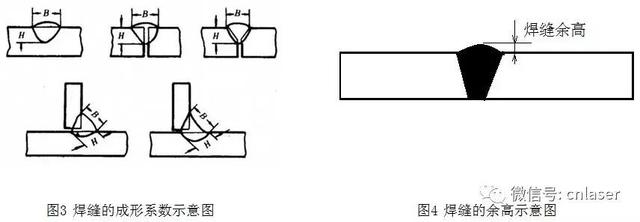
3)激光焊缝的形状系数
焊缝的形状可用一系列几何尺寸来表示,不同形式的焊缝其形状尺寸也不一样。
焊缝的成形系数是指熔焊时,在单道焊缝横截面上焊缝宽度B与焊缝熔深H的比值。
焊缝宽度是指焊缝表面两焊趾之间的距离;焊趾是焊缝表面与母材的交界处。
焊缝熔深是指在焊接接头横截面上母材熔化的深度;
余高是指超出母材表面的连线上面的那部分焊缝金属的最大高度。
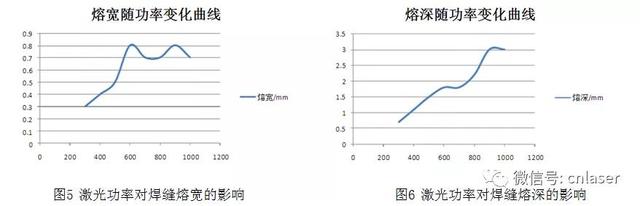
激光焊缝的形状系数的大小对焊缝质量有较大影响。成形系数过小,焊缝窄而深,容易产生气孔和裂纹;成形系数过大,焊缝宽而浅,易产生焊不透等现象,所以焊缝成形系数应控制在合理范围内。
对于激光焊接,激光输出功率对焊缝熔宽和熔深都有明显影响,如图5和图6所示。
需要指出,激光束焦点位置对焊缝成形也有影响,对此前面已经讨论。
2.小结
本文介绍了激光焊缝的不同形式和焊缝成形系数以及影响激光焊缝成形的主要因素。
文章转于 Cnlaser 激光焊接自动化#找活就上鱼泡网
相关参考
焊缝焊丝使用重量计算(看完这篇所有的焊接知识你肯定都知道啦)
...态,形成熔池(通常还加入填充金属),冷却结晶后形成焊缝,被焊工件结合为不可分离的整体。常见的熔焊方法有气焊、电弧焊、电渣焊、等离子弧焊、电子束焊、激光焊等。(2)压焊。在焊接过程中无论加热与否,均需要加压
焊缝焊丝使用重量计算(看完这篇所有的焊接知识你肯定都知道啦)
...态,形成熔池(通常还加入填充金属),冷却结晶后形成焊缝,被焊工件结合为不可分离的整体。常见的熔焊方法有气焊、电弧焊、电渣焊、等离子弧焊、电子束焊、激光焊等。(2)压焊。在焊接过程中无论加热与否,均需要加压
...态,形成熔池(通常还加入填充金属),冷却结晶后形成焊缝,被焊工件结合为不可分离的整体。常见的熔焊方法有气焊、电弧焊、电渣焊、等离子弧焊、电子束焊、激光焊等。(
...集中,匙孔效应导致合金元素的挥发、烧损严重,易出现焊缝下凹和咬边现象。对于钣金成形的薄壁结构件,由于其成形精度难以精确控制,焊接装配间隙较大,并且不可避免地存在一定的错边
...集中,匙孔效应导致合金元素的挥发、烧损严重,易出现焊缝下凹和咬边现象。对于钣金成形的薄壁结构件,由于其成形精度难以精确控制,焊接装配间隙较大,并且不可避免地存在一定的错边
...度集中的热源区,从而使被焊物熔化并形成牢固的焊点和焊缝。江苏大族智能焊接装备集团激光焊接,激光焊优点:深宽比大;高速高精度;热输入小、变形小;非接触式焊接;不受磁场影响、无需抽真空2、激光填丝焊激光填...
...度集中的热源区,从而使被焊物熔化并形成牢固的焊点和焊缝。江苏大族智能焊接装备集团激光焊接,激光焊优点:深宽比大;高速高精度;热输入小、变形小;非接触式焊接;不受磁场影响、无需抽真空2、激光填丝焊激光填...
...,是传统焊接的3倍汽车自动化装配生产线激光焊接具有焊缝一次成型、减少打磨工序、节约人工成本、焊缝美观密封等优势代替传统弧焊,焊缝美观,减少人工打磨,减少人工,产品自动上下料生产大族激
...,是传统焊接的3倍汽车自动化装配生产线激光焊接具有焊缝一次成型、减少打磨工序、节约人工成本、焊缝美观密封等优势代替传统弧焊,焊缝美观,减少人工打磨,减少人工,产品自动上下料生产大族激
...态,形成熔池(通常还加入填充金属),冷却结晶后形成焊缝,被焊工件结合为不可分离的整体。常见的熔焊方法有气焊、电弧焊、电渣焊、等离子弧焊、电子束焊、激光焊等。(2)压焊。在焊接过程中无论加热与否,均需要加压