焊缝宽度与母材厚度比(干货|全熔透一级焊缝焊接要求)
Posted
篇首语:知识是珍贵的宝石,文化的宝石放出的光辉。本文由小常识网(cha138.com)小编为大家整理,主要介绍了焊缝宽度与母材厚度比(干货|全熔透一级焊缝焊接要求)相关的知识,希望对你有一定的参考价值。
焊缝宽度与母材厚度比(干货|全熔透一级焊缝焊接要求)
一、一般要求
1、 使用全熔透一级焊缝焊接之接头,如图1所示视部材之形状而大别为对接接头、隅角接头、T型接头之三种。传递应力之焊接,有能与母材一样负担全种类应力之全熔透一级焊缝焊接与主要仅负担剪力之填角焊接及部分熔透二级焊缝焊接等。其中于充分管理下所焊接之全熔透一级焊缝焊接,除天车梁等低应力高循环疲劳之外,在一般使用于建筑之钢材,针对包含地震等反复负荷之所有负荷可认为与母材具有同等之性能。
2、 全熔透一级焊缝焊接需要为全断面施作完全之焊接,其焊接部位之强度要与母材为同等以上始可。
3、全熔透一级焊缝焊接之厚厚不得小于母材之厚度(母材厚度不同时要取为较薄母材之厚度,隅角接头及T型接头时取为要对接之母材厚度)。
厚厚若比母材厚度小,则不仅无法确保设计上之耐力,也会成为应力集中之原因之情形。相反的,焊冠太高时也会成为应力集中之原因,需要使焊冠不过大。

4、 如柱梁接合部,在T型接头、隅角接头有引拉钢板于板厚方向之力作用时,要注意虽无焊接缺陷也有因钢板为低强度而开裂之情形。如众所知,一般压延钢板之板厚方向之强度或伸长能力与压延方向比是降低。特别是有存在如层状在钢材之压延中偏折之非金属介在物(Mn S系成分)时,在非常低之应力即有开裂或剥离,因此在板厚方向有引拉力作用之部位,例如柱贯穿型时最顶层之柱翼板,梁贯穿型时之外柱及隅柱之梁翼板等其所使用之钢板要特别详加检讨考虑。在连续铸造由于凝固温度之相异或由表面温度降低使在板厚中央有偏折Mn S系成分,在表层有偏析Al2O3之倾向,惟近年来已改良。
最近随着构造物之大型化,厚钢板之多层焊接所造成之层状焊接龟裂(Lamellar tear)之问题有几篇报告。在钢结构于应力最大之柱梁接合部,承受反复塑性应变之部分多使用T型全熔透一级焊缝焊接接头。在此一部分是最易发生层状焊接龟裂之部位,需要选择良好之钢板及检讨焊接设计、施工方法。
其他之热影响部龟裂几乎为低温龟裂,藉适切之预热即可防止,因此预热管理特别重要。
二、开坡口形状
在焊接接头之开坡口形状是为左右接头健全性之基本要素。根部间隙,开坡口角度如不适切时会损及焊接接头部之品质。因此,需要因应各种焊接方法及接头型式以决定开槽形状。对于一般的焊接方法,接头型式之标准开坡口形状其根部面尺寸,如在使用背衬板时在2mm以下则无问题,若要使用特殊焊接方法或接头型式时则视其条件,能以数据确认在质量上,施工上无问题之开坡口形状施工。
三、焊 冠
在全熔透一级焊缝焊接之焊冠,为要避免应力集中,不做过度之焊冠,从母材表面要为平滑之连续形状、焊冠高度则为0~3mm。
四、T型接头之焊冠高度
T型接头之焊冠要缓和焊接部位附近之应力集中,在防止对接板之开裂或剥裂上甚重要。焊冠要依如图2所示,为了前述之目的,则焊道要为平滑才是重要。另,焊冠高度(h)为对接材厚度之1/4,其厚度超过40mm时则为10mm。

五、引弧板
一般而言,焊接起端易生渗透不良或气孔等,在终端则易生弧坑龟裂等缺陷。为使这缺陷不发生在做为构造体有效之焊接中,原则上焊接之始终端需要装置适切形状之钢制引弧板以施作焊接〔图3参照〕。一般上,焊接完了后引弧板不必切除,而残留也无问题〔图4参照〕。但,板厚超过50mm且柱与梁为同一宽度时,则希望能切除。又如天车梁等受到低应力高循环疲劳时,则需切除并以砂轮机精修。在柱梁接合部之引弧板组立焊接最好不直接在柱梁翼板上。系因引弧板之组立焊接为短焊道,成为降低热影响部之破坏韧性,此一部分恐会成为翼板全体之脆性破坏之起点。图5表示在柱梁接合部之引弧板组立焊接例。
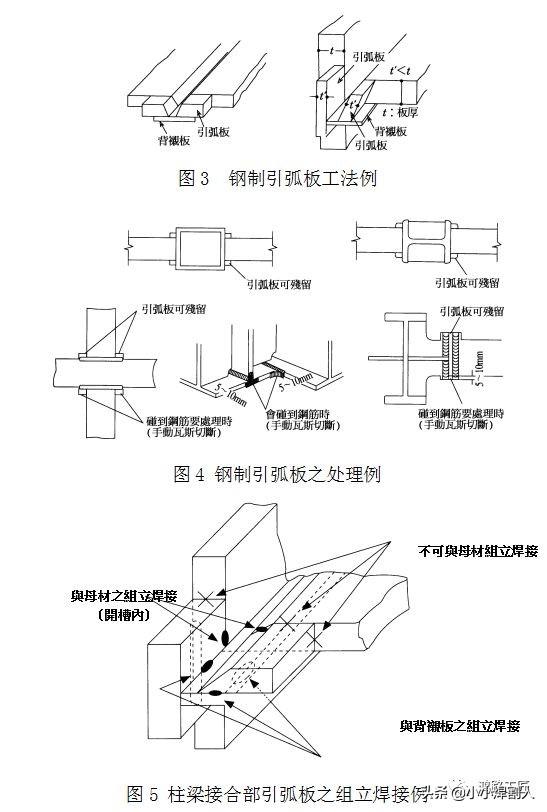
引弧板之装置是在背衬板做组立焊接。不得已要在开槽内做时,需要施工成能充分确保于正焊接后之焊接部位质量。然,在现实上施工条件比正焊接更严,致组立焊接之质量不充分之情形较多,特别是在完全渗透焊接这样重要接头之焊接,藉采用以下任一方法,需要在正焊接时去除组立焊接之焊道,或使之再熔融。
①、在正焊接前以气弧铲除等去除拼装焊接之焊道。
②、施作背铲,以去除先焊接端残留之拼装焊接。
③、采用拼装焊接之焊道再熔融不残留缺陷之焊接方法。
拼装焊接是以被覆电焊或气体遮护焊接施作。在比较厚板之钢材要施作如拼装焊接之焊道长度较短之焊接时,焊接部会急热、急冷而硬化,由于扩散性氢气量及拘束之程度恐会产生焊接龟裂。板厚愈大或合金成分含有量高之高张力钢则此倾向愈为显著。故,以被覆电焊做拼装焊接时,视板厚、钢种、使用低氢系焊条。实际上要视板厚及钢种以变化焊条是困难,因而使用被覆电焊时希望统一采用低氢系之焊条。另,气体遮护焊接,因其扩散性氢气量非常少针对龟裂是有效,在拼装焊接也应使用。
另,预热对于龟裂是有效,在拼装焊接时也应依正焊接同一条件施作预热。
钢制引弧板工法之外尚有使用Flux或陶瓷等烧结固定型之引弧板或冲压钢板引弧板之代替引弧板工法,或利用背衬板方法,回焊之方法,使用端部铲除方法等引弧板省略工法。其适用范围为,焊接姿势要平焊为基本,适用钢材是为Q235,Q345。但,在此范围外,若使用焊接性试验以确认与适用从来之钢制引弧板工法时为同等以上之焊接部位质量时则可适用。焊接技工要为合格于其相当之焊接方法,并依相当之引弧板工法焊接技工技术附加考试获得工程监造者承认之人认可。
在这些引弧板工法中,最为一般的固定型引弧板工法之留意点在于以下:
1、固定型引弧板之材质不会有因焊接姿势而侵入焊接金属内致接头性能降低之情形发生。
2、背衬板是以防止焊接始终端部焊接金属之熔落为目的,需由母材端长出约10mm程度。
3、固定型引弧板以使用钢线,磁铁治具等使其与母材密接固定。在焊接方法上,要如图6所示,由母材端部进入15~20mm之处发生电弧往端部方向起动,再折返焊接,以碓保初层之焊接始终端部能充分之渗透。
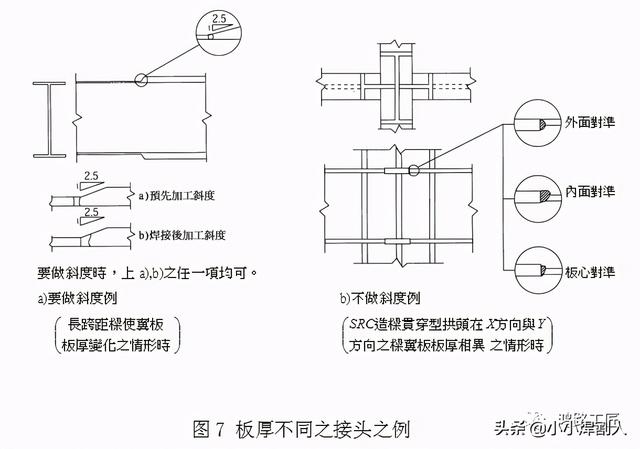
六、板厚不同之接头
对接接头材之板厚相异时,要做从板厚较薄之材片使应力能平滑移行到较厚材片之焊接。如图7(a)之情形时,由于板厚差致使段差超过10mm时或如天车梁承受低压力高循环疲劳时,较厚之材片要加工成1/2.5以下之倾斜,而在开槽部分使其与较薄。材片同一高度。
但如图7(b)之SRC造梁贯穿型拱头之翼板接头,使用两面焊接(背铲)时,板厚差超过10mm也仅施作补强填角焊接即可。另,使用背衬板之单面焊接时,则需得工程监造者之承认。
七、气刨
从双面焊接时,在焊接背面之初层前,原则上要做气刨。一般,在表面之初层焊接是因冷却速度快而易产生龟裂、渗透不良、夹渣等之缺陷。为此,需要借用气刨以去除表面初层之缺陷部分。但,在潜弧焊接,使用施工试验或非破坏检查确认背面之初层渗透良好时,则可省略气刨。
八、背衬板
使用背衬板时,为使能获得健全之根部渗透,需取充分之根部间隙,使背衬板密接。若背衬板之密接不完全,根部间隙太狭窄时,则易产生根部之渗透不良或夹渣等焊接缺陷。
原则上,背衬板要使用Q345B材。对于其他之材料,需要调查P,S,Cu,C等之化学成分,并确认焊接性无问题。
使用背衬板之柱梁接合部之背衬板,原则上要装置于翼板内侧。但如现场焊接之下翼板有不得已之情形时也可装置于外侧。背衬板之装置位置示于图8。
背衬板之组立焊接因承受抗拉力同时虽为微少之弯曲应力,即此填角焊接成为承受最大应力,比较简单会破断。且,此填角焊接不做预热等而直接焊接之情形较多,组立焊接原本焊道长度虽十分够,其焊接金属或HAZ之破坏韧性非常低,则填角焊接之破断照其样与接合部整体之脆性破坏相连。如此则使用背衬板之柱梁接合部之背衬板组立焊接不得在梁翼板之两端10mm以内或腹板圆角部之R趾端或填角焊接趾端10mm以内之位置〔图9(1)〕施作。背衬板之组立焊接要在引弧板之位置〔图9(2)〕或梁翼板宽之1/4位置〔图9(3)〕施作。
引弧板要装置在背衬板或梁翼板之外侧时,则要如图9(2)所示在外面侧不得组立焊接于梁翼板及柱翼板。


相关参考
...钢桥面板常见疲劳裂纹的分布情况,并针对U肋与顶板角焊缝构造细节的疲劳裂纹形式进行分析总结。通过80%熔透和全熔透足尺模型的有限元对比分析,验证了单面焊双面成型焊接方案在理论上的可行性。同时,针对聚弧深熔单...
焊缝的基本搭接形式:一、对接:二、搭接:三、直角接:四、T形接头:五、斜角接:焊缝的基本破口形状:焊缝的基本尺寸及相关概念:焊趾:焊缝表面与母材的交接处。焊缝宽度(B):焊缝表面两焊趾之间的距离。焊缝厚...
焊缝的基本搭接形式:一、对接:二、搭接:三、直角接:四、T形接头:五、斜角接:焊缝的基本破口形状:焊缝的基本尺寸及相关概念:焊趾:焊缝表面与母材的交接处。焊缝宽度(B):焊缝表面两焊趾之间的距离。焊缝厚...
焊缝的基本搭接形式:一、对接:二、搭接:三、直角接:四、T形接头:五、斜角接:焊缝的基本破口形状:焊缝的基本尺寸及相关概念:焊趾:焊缝表面与母材的交接处。焊缝宽度(B):焊缝表面两焊趾之间的距离。焊缝厚...
凡是肉眼或低倍放大镜能看到的且位于焊缝表面的缺陷,如咬边(咬肉)、焊瘤、弧坑、表面气孔、夹渣、表面裂纹、焊缝位置不合理等称为外部缺陷;而必须用破坏性试验或专门的无损检测方法才能发现的内部气孔、夹渣、内...
凡是肉眼或低倍放大镜能看到的且位于焊缝表面的缺陷,如咬边(咬肉)、焊瘤、弧坑、表面气孔、夹渣、表面裂纹、焊缝位置不合理等称为外部缺陷;而必须用破坏性试验或专门的无损检测方法才能发现的内部气孔、夹渣、内...
模具裂纹用什么焊条(建造师考试机电实务之焊条选用高频考点荟萃)
焊条选用需要考虑如下因素:钢材化学成分及力学性能;焊缝金属性能;钢结构特点,如板材厚度和接头形式;钢结构受力状态,工艺性,焊接位置,施焊条件,焊接工作量(焊缝长度和当量)。1.非合金和低合金钢,要求焊缝...
1、焊缝外观技术质量标准。焊缝鱼鳞焊波光滑美观,焊缝高低、宽窄一致。焊缝金属向母材金属应圆滑过渡。焊缝不允许存在咬边、焊瘤、弧坑、表面气孔、表面裂纹等缺陷。2、焊缝内部技术质量标准。电验武,道焊缝的质量...
1、焊缝外观技术质量标准。焊缝鱼鳞焊波光滑美观,焊缝高低、宽窄一致。焊缝金属向母材金属应圆滑过渡。焊缝不允许存在咬边、焊瘤、弧坑、表面气孔、表面裂纹等缺陷。2、焊缝内部技术质量标准。电验武,道焊缝的质量...
焊接电路的用的什么金属(一级造价工程师安装计量考点常用焊接材料的选择,造价师学霸笔记)
...信我:20221.焊接材料的选用(2)焊条选用的原则1)考虑焊缝金属的力学性能和化学成分。对于普通结构钢,应选用熔敷金属抗拉强度等于或稍高于母材的焊条;对于合金结构钢要求合金成分与母材相同或接近。在焊接结构刚性...