焊点熔深分析仪(GH3128镍基高温合金激光焊接头组织与性能)
Posted
篇首语:逆风的方向,更适合飞翔。本文由小常识网(cha138.com)小编为大家整理,主要介绍了焊点熔深分析仪(GH3128镍基高温合金激光焊接头组织与性能)相关的知识,希望对你有一定的参考价值。
焊点熔深分析仪(GH3128镍基高温合金激光焊接头组织与性能)
0序言
GH3128是由中国自主研发的镍基高温合金。该合金以W,Mo元素进行固溶强化和B,Ce,Zr强化晶界的镍基高温合金,具有较高的高温强度、持久蠕变性能和抗氧化性。该合金主要应用于950℃环境中长期工作的燃烧室火焰筒、加力燃烧室壳体、调节片及其它高温零部件。GH3128合金是航空发动机零部件稳定器普遍使用的制造材料,由于航空发动机的工作性能和可靠性主要取决于其零部件是否具备在高温环境下保持良好的金属力学性能。因此,为达到稳定器在高温环境下仍具有可靠的运行状态,焊接工艺对于稳定器在高温工作时的安全性和稳定性等指标起着决定性因素。
关于GH3128合金的研究中,目前主要集中在相关合金元素、时效处理等因素对合金综合性能及析出相的影响。傅宏镇等人对GH3128合金的析出相及其对力学性能的影响进行研究,发现u相析出温度范围是700~1050℃,析出峰在850~950℃,μ相的析出对高温和室温拉伸性能无明显影响,但会显著降低合金塑性吴常均等人研究了晶粒度对GH3128合金热疲劳性的影响,结果表明,当固溶热处理温度在1050℃时,合金中的γ共晶和碳化物减少,线状晶界变为断续的点链状晶界,合金的冷热疲劳性能得到提高。综上所述,析出相对GH3128合金室温和高温的力学性能有显著影响。
目前,GH3128高温合金焊接方法大多采用TIG焊方法,但此焊接方法存在焊接效率低、焊后变形大等问题。激光焊具有速度快、热影响区小、熔深大、变形小等特点,因此广泛应用于铝合金、钛合金、高温合金等材料的焊接中。但对于GH3128激光焊接头综合性能及微观组织变化的影响鲜有报道。
针对上述问题,结合激光焊在镍基高温合金焊接中的优势,通过对3mm厚的GH3128合金进行激光焊,并与TIG焊的微观组织和力学性能进行对比分析,揭示了焊接工艺对GH3128高温合金微观组织及力学性能的影响机理,为激光焊在GH3128高温合金在实际生产过程中的应用提供理论指导。
1 试验方法
试验选用试板材料为GH3128合金,尺寸为400mm×100mm×3mm,其化学成分如表1所示.坡口形式为Ⅰ形。GH3128合金初始状态主要由单相奥氏体γ,同时晶界和晶内分布少量细小、均匀的TiN和M6C,如图1所示。焊接试验采用TRUMPFTrudisk-6002型光纤激光器及D70型激光头焦距200mm,焊接过程采用MOTOMAN型安川工业机器人控制运动完成。焊前,对试板进行打磨去除表面油污和氧化物;焊接过程中,采用自制保护气罩,保护气体采用99.99%高纯度氩气,保护气体流量为25L/min,在施焊前通气10s,排除工作表面和背部周围的空气,焊接结束后继续通气5s,使正、反面的焊缝从高温区域在冷却过程中依然得到保护,可以得到保护良好的银白色焊缝。采用与TIG焊对比方式进行分析。试验中激光焊和TIG焊均采用自熔焊形式。


焊接完成后,采用X射线检测仪对焊接试板进行无损检测;采用体积分数为92%HCl+5%H2SO4+3%HNO3的腐蚀溶液对焊接接头进行腐蚀;采用ZEISSEVO18型扫描电子显微镜和能谱仪(energydispersivespectrometer,EDS)对焊接接头进行观察分析。按照GB/T2651-2008《焊接接头拉伸试验方法》采用AG-Xplus型拉伸试验机进行室温拉伸试验,拉伸速率为1mm/min;按照GB/T228.2-2015《金属材料拉伸试验第2部分:高温试验方法》采用GW-1200A型高温拉伸试验机进行1000℃高温拉伸试验,拉伸速率为0.5mm/min;按照GB/T3075-2008《金属材料疲劳试验轴向力控制方法》采用UD040型疲劳测试机进行室温轴向疲劳试验,加载方式为轴向加载,应力比R为-1,波形为正弦波,试验频率为40Hz。
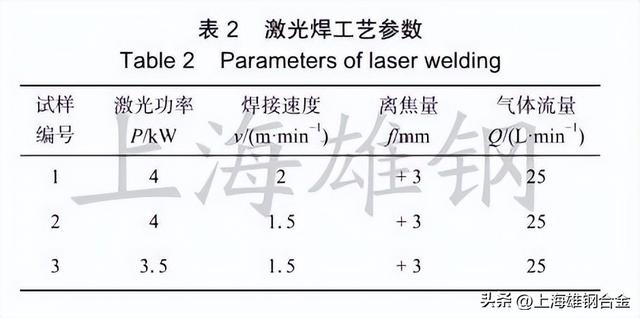
GH3128合金焊接结构件服役条件对焊缝表面的余高尺寸有严格限定.焊缝表面下凹会导致焊接结构件有效承载截面减少,降低焊接结构件的力学性能;焊缝表面余高过大,焊缝表面凸起处过度不圆滑,易造成应力集中,降低焊接结构件的力学性能.为保证焊缝正面、背面的余高尺寸和焊接质量,经前期工艺探索及优化,筛选3组具有典型特征数据对成形情况进行分析,具体工艺参数如表2所示。
2试验结果与分析
2.1焊缝成形
图2为不同焊接工艺参数下GH3128合金试样焊缝表面形貌和截面形貌.1号试样焊缝主要表现为焊缝正面无余高,焊缝背面余高尺寸过大,且焊缝表面均匀性较差,主要是因为焊接速度快,焊接过程中熔池不稳定导致焊缝表面均匀性较差。2号试样焊缝主要表现为焊缝正面略微下凹,焊缝背面余高尺寸过大.与1号试样相比,焊缝正面和焊缝背面熔宽明显提高,焊缝均匀性得到改善,这主要是因为焊接速度降低,焊接过程稳定,焊缝正面余高尺寸得到改善;焊接速度降低,热输入增大,激光能量相对较高,使得金属液流至焊缝背面导致焊缝正面无余高。3号试样焊缝主要表现为焊缝正面和背面余高尺寸较小,与2号试样相比,焊缝背面宽度明显降低,焊缝均匀性满足成形要求.这主要是因为激光功率的降低使焊缝背面所受激光的冲击力降低,导致焊缝背面熔宽和余高降低。

图3为3号试样焊缝的X射线无损检测底片。从图3可知,焊缝无气孔、裂纹、未熔合等缺陷,满足HB7608-1998《高温合金、不锈钢真空电子束焊接质量检验》标准中的Ⅰ级焊缝要求。

2.2微观组织
为辅助分析接头的相组成,首先利用JMatPro软件根据母材的实测成分计算了合金的凝固相图(图4),可以发现焊缝在凝固过程中可能形成的析出相为γ',M6C和M23C6,其中M23C6为M6C转变而来。由于JMatPro软件计算的结果是基于平衡状态,M6C在降温过程中的转变可能不完全,因此形成于枝晶间和晶界处的碳化物可能有M6C和M23C6两种。γ'相会在820℃左右析出,为沉淀强化相,因此接头可能含有γ',M6C和M23C6等第二相。

GH3128合金激光焊和TIG焊接头EDS测试结果如图5所示。两种焊接方法主元素能谱分析结果如表3所示。由EDS分析可知,两种焊接方法焊缝的相组成一致,均由奥氏体γ'+脆性碳化物组成。分析二者的焊缝基体和析出相的能谱可以发现,TIG焊接头的Mo,W等元素含量略高于激光焊接头。上述结果可能是因为激光焊与TIG焊相比峰值温度高,焊接过程合金元素烧损严重。


图6为GH3128合金激光焊和TIG焊接头微观组织.与激光焊相比,TIG焊焊缝区的组织晶粒粗大,且分布于枝晶间和晶界处的碳化物尺寸较大。上述现象是因为激光焊与TIG焊相比热源能量密度更集中,焊接过程中冷却速度快、高温停留时间短,因此脆性碳化物来不及过多的析出,激光焊接晶粒尺寸和碳化物尺寸较小。

2.3力学性能
图7为GH3128合金激光焊和TIG焊接头20℃和1000℃拉伸性能测试结果。20℃测试条件下,激光焊接头的室温平均抗拉强度为783MPa,断裂于焊缝区;TIG焊接头室温平均抗拉强度为876MPa,断裂于母材;TIG焊室温平均抗拉强度比激光焊室温平均抗拉强度高12%。1000℃测试条件下,激光焊接头的高温平均抗拉强度为83MPa,断裂于母材;TIG焊接头高温平均抗拉强度为87MPa,断裂于母材;TIG焊高温平均抗拉强度与激光焊高温平均抗拉强度几乎等强。如表3所示,TIG焊接头的Mo,W等元素含量略高于激光焊接头,这可能与激光焊过程中峰值温度高,导致元素烧损。根据Roth提出的模型,合金固溶强化贡献值的理论表达式为
△σsol=∑iki √Ci (1)
中:△σsol为固溶强化的贡献值;Ci为溶质元素i在基体中的浓度;Ki为溶质元素i的强化因子。根据文献可知,Mo,W强固溶强化元素,由Roth模型可以推测,TIG焊接头具有较高的固溶强化程度。在室温拉伸过程中TIG焊的接头固溶强化效果较好,因此TIG焊接头的强度高于激光焊接头,而在高温拉伸下接头失效主要源于晶界的弱化,断裂机制为沿晶断裂,因此在高温拉伸过程中两者的强度相差不大。
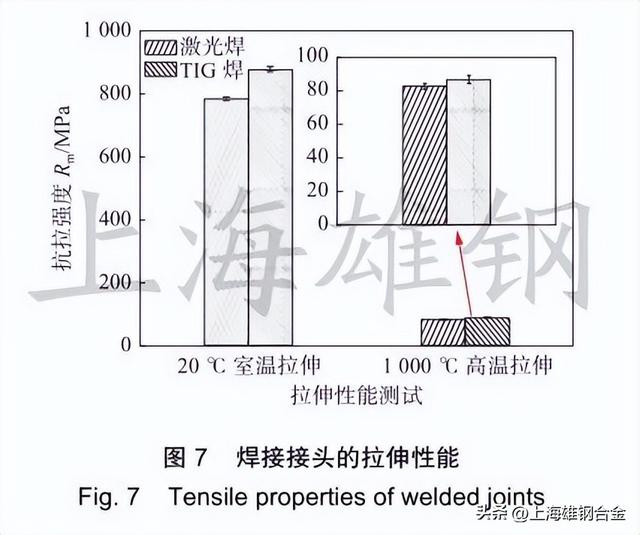
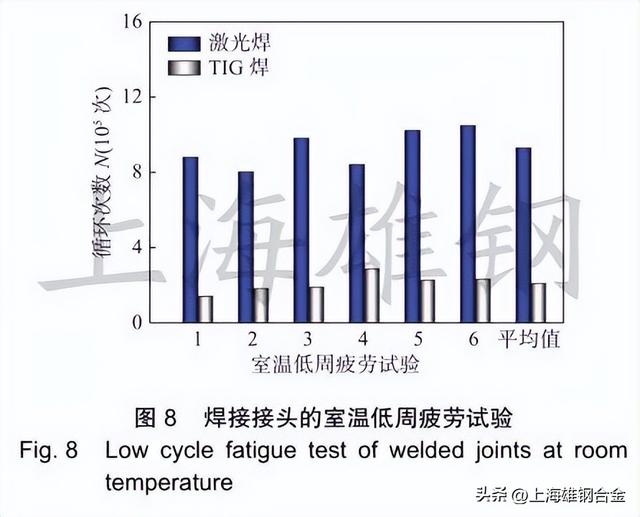
图8为GH3128合金激光焊和TIG焊接头室温轴向低周疲劳试验结果.激光焊接头的室温轴向低周疲劳测试平均应力循环次数为9.8×105次,断裂于母材区;TIG焊接头的室温轴向低周疲劳测试平均应力循环次数为2.2×105次,断裂于焊缝区;激光焊室温轴向低周疲劳应力循环次数比TIG焊室温轴向低周疲劳应力循环次数高4.5倍.这是因为在疲劳加载过程中,尺寸较大的脆性碳化物应力集中较大,在循环应力作用下优先诱发疲劳裂纹,因此TIG焊接头的轴向低周疲劳应力循环次数显著低于激光焊接头的轴向低周疲劳应力循环次数。
(1)GH3128合金激光焊和TIG焊焊缝区的组织成分一致,均为奥氏体γ'+脆性碳化物,但TIG焊焊缝区的组织晶粒粗大,且分布于枝晶间和晶界处的碳化物尺寸较大,而激光焊焊缝区的晶粒和碳化物的尺寸较小。
(2)GH3128合金激光焊接头室温平均抗拉强度为783MPa,断裂于焊缝区;接头高温平均抗拉强度为83MPa,断裂于母材区;接头的室温轴向低周疲劳试验平均应力循环次数为9.8×105次,断裂于母材区。与TIG焊相比,激光焊接头室温抗拉强度低12%,高温拉伸性能相近,室温轴向低周疲劳应力循环次数高4.5倍。
(3)GH3128合金激光焊接头室温抗拉强度低和室温低周疲劳性能高,主要是焊接过程Mo,W等元素烧损和脆性碳化物尺寸小的影响,但上述影响对高温抗拉强度无明显影响。

相关参考