焊条恒温箱(简单几个问题,困扰了多少年轻的焊接工程师和焊工?)
Posted
篇首语:丈夫志四海,万里犹比邻。本文由小常识网(cha138.com)小编为大家整理,主要介绍了焊条恒温箱(简单几个问题,困扰了多少年轻的焊接工程师和焊工?)相关的知识,希望对你有一定的参考价值。
焊条恒温箱(简单几个问题,困扰了多少年轻的焊接工程师和焊工?)
导语
焊接过程中,经常会碰到平焊,在平焊中就不可避免的要进行打底焊。其中践行低氢型焊条在平焊中应用的最多,那么以下几点知识点,大家都会了吗?
如何确定碱性低氢型焊条平焊打底焊的走弧位置?
焊接实例:
容器直径为2.5m,壁厚为16mm,坡口钝边为3mm,两坡口组对所成角度为65度,组对坡口间隙小于3mm,组对定位焊点在坡口的外侧,定位焊缝长度为60~100mm;
选焊条为E5016,焊条直径为4.0mm,电流调节范围为170~180A。其第一层走弧位置如图所示。

(1)走弧位置在容器内中心线的左侧50mm内。
首先,坡口间隙在2mm之内,熔渣呈缓慢漂浮状,熔池熔化温度过低,电弧前移方向熔渣堆积量过多。
其产生原因是:电流没有根据走弧位置及坡口间隙的大小做正确调节。在爬坡位置熔渣的浮动受阻,熔池的温度过低。
防止措施是:在坡口间隙较小段焊接时走弧的位置应选在坡口右侧10~50mm处,并适当增大电流值,电弧行走时应压住电弧后稍做前移,并采用直线型云条方式。
其次,坡口间隙在2~3mm之间,熔渣呈漂浮状灵活浮动,熔渣大部溢流到坡口的间隙处,熔池的裸露面清晰,熔池的流动平缓。
(2)走弧位置的容器内中心线右侧50mm内。
首先,坡口间隙在2~3mm之间,金属液裸露面呈下塌状滑动,有坠瘤迹象,熔池两侧的成形过薄。
其产生原因是:坡口间隙在右侧20~50mm段时,过渡熔滴金属快速滑动使较大间隙处金属堆敷,熔池的成形温度过高。
防止措施为:在坡口间隙较大时,金属熔滴的过渡宜选在过左侧中心线20mm和过右侧中心线10mm段,使熔池前移时部分金属液倒流,同时适当减小电流,避免电弧的吹扫线过多进入熔池的中心位置。
其次,坡口间隙在2mm之内,熔池熔渣浮动灵活,电弧的前移与外扩有明显熔化痕迹,熔池的裸露面清晰,焊波平缓。
碱性低氢型焊条平焊第一层焊前有哪些准备工作?
(1)焊前应对焊槽内的油污等用火焰吹扫,对于坡口的较大间隙段、焊槽外定位焊缝内侧的焊瘤处,应采用砂轮打磨。
(2)焊条需经350~380度、恒温1h的烘干处理,焊条应放入保温筒内随用随取。
(3)焊接电流选用直流反接,焊条接正极,焊件接负极。直流反接时,焊条是阳极,熔池是阴极,焊条熔化的速度快,熔深较小。电弧的吹力柔软,燃烧稳定,金属过渡熔池飞溅较小,可避免氢气孔的产生。
如果采用直流正接,焊条处于阴极,焊件处于阳极,焊件熔池区熔深大,温度高,金属过渡熔池不稳,电弧的吹力较大,燃烧不稳定,金属过渡熔池飞溅增多,产生气孔倾向增大。
碱性低氢型焊条平焊第一层焊接电弧有何变化规律?如何控制?
(1)电弧长度的变化
首先,焊条未熔端与焊件之间的长度超过焊条的直径。
电弧对熔池吹扫使熔池的外扩面增加,熔渣的浮动迅速,熔池的裸露点呈小圆圈状气孔。熔池表面的平整度难以控制。坡口间隙较大时,金属熔滴很难形成过渡。
其次,过短。
焊条脱落端贴浮于熔池的表面,电弧向熔池的推进频繁粘结,熔池过渡模糊,熔池呈半熔化状态。
最后,时短时长。
焊条脱落端与焊件之间的距离时短时长,熔池成形不稳定。坡口间隙较大时长弧进入熔池,易形成下塌、坠瘤、气孔等缺陷。电弧过短时进入熔池,产生夹渣、熔池成形薄厚不均等缺陷。
(2)电弧长度的控制
电弧进入熔池的长度,应为焊条直径的1/2~3/4。此长度范围能使金属熔池在电弧的保护下顺利过渡进入熔池,并形成保护,避免将空气卷入熔池中形成气孔。电弧长度变化的控制应掌握以下三点:
第一,保持合适的焊接位置,使身体重心稳定。
第二,电弧续入和运条时应使电弧长度保持不变,避免触弧端颤动。
第三,随时观察熔池成形高度的变化,适当调节电弧的长度。
如何掌握碱性低氢型焊条平焊第一层焊接运条要点?
(1)防止坡口间隙较小产生气孔
气孔产生的原因是:坡口间隙较小段存有残余的油脂、锈蚀及杂质。电流较小时熔池熔化不完全,熔池一次性成型过厚,焊接电弧过长。
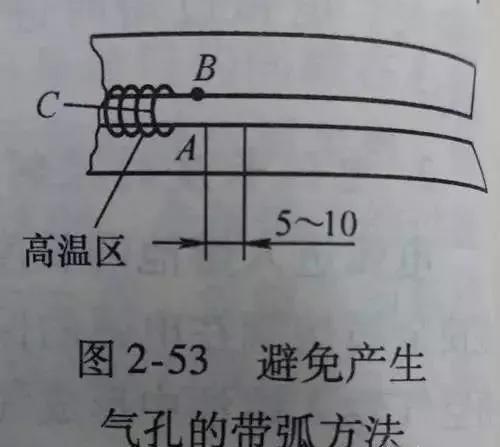
防止措施是:在坡口间隙变化时改变走弧位置在中心线右侧10~15mm段,如图所示。

此时电弧行走于焊槽根部,先以直线形稍作前移5~10mm,在回带电弧坡口一侧,停留后用正月牙运条方式回推至熔池中心,使熔渣浮动后熔池的液体流至坡口间隙。
然后带弧至坡口的另一侧稍作停留,再使电弧前移A、B两侧延伸点。呈直线型带弧前移动5~10mm后,从A、B两侧按同样方法形成熔池的厚度。
焊接时,焊条与焊接方向所成角度为70~80度。
这种带弧方法因电弧前移5~10mm,焊槽内的杂质经过电弧的吹扫与熔化后,形成的熔池会在焊槽根部加厚成形,避免了焊槽根部杂质在电弧一次吹扫时熔池堆敷过厚而卷入熔池,形成气孔缺陷。
因5~10mm段电弧前移距离较短,熔池的温度较高,电弧回带能使半熔化状态的熔渣迅速溢出,使坡口间隙较小段形成一种屏障保护。
(2)防止坡口间隙较大段产生气孔
气孔产生的原因是:走弧的方法不正确,电弧前移,以坡口间隙的吹扫,而使熔滴过渡成形。
为了防止这种情况发生,电弧引燃使熔池成形后从熔池的前方贴于坡口的一侧(如A侧),稍作前移5~10mm,在按原路回推熔池于坡口A侧熔合点(见图所示),并将电话吹向A点稍作停留,使熔渣外扩到坡口的间隙,再使电弧沿坡口一侧推向熔池中心C点的后方,使C点熔池稍稍延伸外扩。
然后做带弧动作至坡口的另一侧B点,不做停留沿B点坡口的钝边前移5~10mm,再按来路后移回带至B点,稍作停留使熔渣液流至坡口间隙处,将B点熔池外扩面与A点熔合,再沿A测坡口面带弧至C点熔池的后方,稍作停留使熔池外扩延伸,最后做划弧动作带弧至坡口的另一侧A点,一次循环。
第二,电弧沿A侧的边部稍作进弧后,再做划弧动作带弧至坡口的B侧,使B侧熔池成形,使熔池沿A、B两侧延伸。
(3)屏障保护法运条
采用屏障保护法运条时,熔池温度的控制和熔池成形的观察如上图所示。
熔池温度的控制方法
第一,当电弧沿坡口边线向熔池中心推进时,应观察坡口间隙处熔池下塌的趋势,如稍作回推熔池呈豁状下塌,则应减小电流,并使电弧的回推线从坡口两侧坡面稍作上移,将电弧回推熔池,不要带向熔池中心高温区。
第二,当电弧行至熔池的一侧B点时(见上图)稍作上推,使短弧过熔池中心至坡口的另一侧A点,使A侧熔池形成。
第三,中心熔池液流的延伸应保证在坡口两侧的A、B两点有金属液流过,这样可以避免中心熔池温度的上升。
第四,如果电弧回推时熔池反渣与金属液流动速度过慢,熔池的熔化点模糊,则应适当增大电流,在电弧回带于A、B两点停留后迅速带回熔池延伸过流点的上方,使熔池的温度增高,熔渣顺利流至坡口的间隙,熔池两侧的熔化可清晰观察。
电弧从坡口的边部做向熔池中心进弧的动作时,应观察熔渣的浮动线和金属液面的闪光,掌握电弧进入熔池的文职和停留的时间。
第一,如果中心熔池熔波滑动明显突出两侧,熔池两侧成形过凹,沟状成形处熔渣缓慢地浮动,则将电弧推进时应沿A侧的钝边线,如上图所示。使熔池增厚,并外扩A侧熔池延伸点和高温熔池中心。
第二,电弧沿A侧的边部稍作进弧后,再做划弧动作带弧至坡口的B侧,使B侧熔池成形,使熔池沿A、B两侧延伸。
第三,电弧沿坡口的两侧进弧,应保证一侧成形的厚度与另一侧成形厚度相近,使熔池表面的成形平整光滑。
坡口的两侧进弧,应保证一侧成形的厚度与另一侧成形厚度相近,使熔池表面的成形平整光滑。
相关参考
焊接是利用加热或加压等手段,使分离的两部分金属,借助于原子的扩散与结合而形成原子间永久性连接的工艺方法。焊接方法的种类很多,根据实现金属原子间结合的方式不同,可分为熔化焊、压力焊和钎焊3大类。焊接方法...
焊接是利用加热或加压等手段,使分离的两部分金属,借助于原子的扩散与结合而形成原子间永久性连接的工艺方法。焊接方法的种类很多,根据实现金属原子间结合的方式不同,可分为熔化焊、压力焊和钎焊3大类。焊接方法...
...焊、电渣焊、电子束焊、激光焊接,电弧焊又分熔化极(焊条电弧焊、埋弧焊、CO2气体保护焊、氩弧焊)非熔化极(钨极惰性气体保护焊、等离子弧焊)1、手工焊条电弧焊:优点:操作灵活、设备简单、投资少、使用方便,应...
...焊、电渣焊、电子束焊、激光焊接,电弧焊又分熔化极(焊条电弧焊、埋弧焊、CO2气体保护焊、氩弧焊)非熔化极(钨极惰性气体保护焊、等离子弧焊)1、手工焊条电弧焊:优点:操作灵活、设备简单、投资少、使用方便,应...
恒温恒湿培养箱湿度是多少(微生物培养箱---恒温恒湿箱的使用注意事项及故障排查)
导语近期很多朋友咨询小编关于恒温恒湿箱的一些问题,恒温恒湿箱在前应选择符合自己的恒温恒湿箱型号参数以及恒温恒湿箱结构特征,那么恒温恒湿箱使用注意事项及故障排查是什么呢,今天小编就带大家看一下关于恒温恒湿...
恒温恒湿试验箱低温箱(恒温恒湿试验箱温度范围是多少?恒温恒湿试验箱使用说明方法)
恒温恒湿试验箱温度是恒温恒湿试验箱中非常重要的一个部分,所以我们需要对恒温恒湿试验箱的温度标准和使用方法进行简单的了解。1、恒温恒湿试验箱的温度范围恒温恒湿试验箱的用途非常广泛,它用于测试和确定电工、...
...焊、电渣焊、电子束焊、激光焊接,电弧焊又分熔化极(焊条电弧焊、埋弧焊、CO2气体保护焊、氩弧焊)非熔化极(钨极惰性气体保护焊、等离子弧焊)1、手工焊条电弧焊:优点:操作灵活、设备简单、投资少、使用方便,应...
...焊、电渣焊、电子束焊、激光焊接,电弧焊又分熔化极(焊条电弧焊、埋弧焊、CO2气体保护焊、氩弧焊)非熔化极(钨极惰性气体保护焊、等离子弧焊)1、手工焊条电弧焊:优点:操作灵活、设备简单、投资少、使用方便,应...
普通焊条多少钱一包(知道J422焊条这些特点后,焊接事业像吃了蜜)
...情景:师傅带他走到一台焊机前,焊机上放着焊把和一包焊条。于是他抽出一根,好奇的端详,看到灰白色药皮上印着一行黑色小字——J422后来,小王从学徒,到出徒,从一个电焊新手到独挑大梁的电焊工,都是用J422焊条进行...
...焊、电渣焊、电子束焊、激光焊接,电弧焊又分熔化极(焊条电弧焊、埋弧焊、CO2气体保护焊、氩弧焊)非熔化极(钨极惰性气体保护焊、等离子弧焊)1、手工焊条电弧焊:优点:操作灵活、设备简单、投资少、使用方便,应...