焊条单面焊双面成型视频(焊接玩家“手工耿”上央视火了?网友:凭什么是他?)
Posted
篇首语:观书散遗帙,探古穷至妙。本文由小常识网(cha138.com)小编为大家整理,主要介绍了焊条单面焊双面成型视频(焊接玩家“手工耿”上央视火了?网友:凭什么是他?)相关的知识,希望对你有一定的参考价值。
焊条单面焊双面成型视频(焊接玩家“手工耿”上央视火了?网友:凭什么是他?)
前一段时间上央视的“手工耿”小火了一把。
他才华横溢,被誉为“河北爱迪生”
他颜值在线,被称为“保定樊少皇”
他靠传家本事焊接各种“脑洞大开”的手工黑科技,坐拥百万粉丝,却被扎心为“耿哥出品,必属废品”。你以为我在说笑?不信的话我就给你看看,手工耿哥都发明了些什么……
童年三件套

无敌大风车

金刚拨浪鼓

夺命铁飞机
男人,就应该对自己狠一点!玄铁菜刀梳子,硬汉的标配。保证无毛刺,不扎手,咯不咯头咱就不敢说了。。。


“机车手推车”有了它妈妈再也不用担心我搬砖累了,妈妈该担心我的人身安全了。

每一款发明都完美的诠释了“耿哥出品,必属废品”这句话。其实耿哥表面看上去是做无用功,博大家一笑,但是我们能够感觉到他对于发明创造的热爱,并且每一件作品活都很细,他把大家曾经的想象变成了现实。

其实看似乐呵的耿帅出生于保定农村,家里三代都是电焊工。自己和弟弟从小也跟随同为焊工的父亲学习电焊,后来行业不景气,甚至一度在家里啃老,算是同龄人中人生失败的典范了。
偶然的机会他借助网络平台展示了自己焊接的功力从此生活才有了新的方向,焊接到底有多大的魅力?让一个农村小伙摇身一变“河北爱迪生”??
电弧焊之美你欣赏的了吗?
先来一组电焊届大神们美美的电弧焊作品。
美轮美奂的鱼鳞焊,各种舒适~~



欣赏够了?那就再来一剂大招,世界上独一无二~~~~鸡屎焊作品~



你有哪些焊接作品?可以后台发给我,整理一下作品咱们粉丝晒一波~
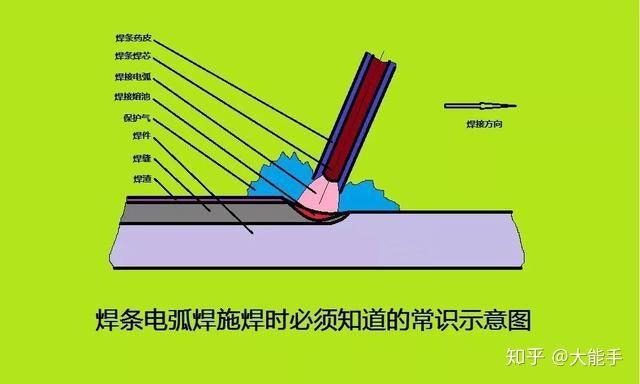
啥是电弧焊?这些你得知道
电弧焊是利用电弧作为热源的熔焊方法。其基本原理是在大电流(10至200A)以及低电压(10至50V)条件下,放电所产生的热量来熔化焊条与工件。
按其自动化程度可分为:手工电弧焊、半自动电弧焊、自动电弧焊。
按其工艺可大致分为:钨极惰性气体电弧焊、熔化极气体保护电弧焊、埋弧焊、等离子体电弧焊。
钨极惰性气体保护焊 简称TIG焊
焊缝余高一般在0~2MM,表面光滑无咬边、气孔、裂纹,未融合即可。控制好角度、电流大小很重要,焊条向后走的时候要宽度厚度要保持一致!焊立焊时靠手法技巧!一般都用V字型的向上摆动!
熔化极气体保护电弧焊 简称MIG焊
就是说以金属(实芯焊丝)作为电极的焊接方法,采用直流时一般工件接负极。MIG是熔化级惰性气体保护焊。
电弧焊焊接方法 :
选定焊接点——通电——用焊棒头敲打出电弧——使焊棒里的焊芯融化——左右小幅度均匀摇摆焊钳(使焊芯融化在焊接位置逐步冷却结晶)。
手工操纵焊条进行焊接的话,焊缝的质量全靠技术去保证,所以焊缝的外观是否规整可以从一定程度上说明焊工的技术水平。焊的效果好的话表面会和鱼鳞一样,所以俗称叫鱼鳞焊。

真是好看,看着舒心
不同位置的操作方式:
位置不同,虽然操作有一些共同点,但是溶滴和熔池受重力的影响,在手法上略有不同。
平焊的操作要点
1、焊接时焊材主要靠重力自然过渡,操作技术比较容易掌握,根据所焊材料的厚度和体积可以使用粗焊条和大电流。一般学徒都是从平焊开始练习。
2、熔渣和液态金属容易混在一起,当溶渣超前时会产生夹渣。
3、焊接单面焊双面成形的打底层时,容易产生焊瘤、未焊透或背面成形不良。
注:平焊焊接时为获得有逼格的焊缝,必须熟练掌握焊条角度和运条技术,将熔池控制为始终如一的形状与大小,一般熔池形状为半圆形或椭圆形,且表面下凹,焊条移动速度不宜过慢。

平焊手法做的心
立焊的操作要点
1、液态金属和熔渣因重力而下坠,故易分离。但熔池温度过高,液态金属容易往下流淌形成焊瘤。
2、易掌握焊透情况,但表面易咬边,不易焊得平整,焊缝成形差。根据立焊的特点,焊接时焊条角度应向下倾斜60°~80°,电弧指向熔池中心,焊接电流应较小,以控制熔池温度。
横焊的操作要点
1、液态金属因重力影响易下坠,会造成未熔合和夹渣,宜采用较小直径的焊条,短弧焊接。
2、液态金属与熔渣易分离。采用多层多道焊能比较容易防止液态金属下坠。
注:根据横焊的特点,在焊接时由于上坡口温度高于下坡口,所以在上坡口处不做稳弧动作,而是迅速带至下坡口根部做轻微的拉稳弧动作。若坡口间隙小时,增大焊条倾角,反之则减小焊条倾角。
仰焊的操作要点
1、液态金属因自重下坠滴落,不易控制熔池形状和大小,会造成未焊透和凹陷,宜采用较小直径的焊条和小焊接电流并采用最短的电弧焊接。
2、清渣困难,易产生层间夹渣。运条困难,焊缝外观不易平整。
注:根据仰焊特点,应严格控制焊接电弧的弧长,使坡口两侧根都能很好熔合,并且焊波厚度不应太厚,以防止液态金属过多而下坠。
坡口角度比平焊略大,焊接坡口第一层的焊条与坡口两侧90°,与焊接方向成70°~80°,用最短的电弧做前后推拉的动作, 熔池温度过高时可以使温度降低。焊接其余各层时焊条横摆并在两侧做稳弧动作。
快来抱大腿,欣赏一下大师焊接的过程~
视频尚未发布,暂时无法播放
“让你得到的,恰是没有用的知识;令你快乐的,却是没有意义的事情;让你富足的,恰是人无我有的骄傲。”
“手工耿”的爆火不是偶然,而是一代一代的传承,日日夜夜的积累。在这个原始机械技能相对饱和且落后了的时代,技术的创新难于上青天,虽然“手工耿”在网络上褒贬不一,有人说他净做些没用的东西,有的人说他秉持本心做出了能让人快乐的物件。但是利用自己的机械技能结合网络的热潮能让工匠、技工、手艺人得到一点关注,也算是有点欣慰了,你觉得呢?
本文来源:大能手
相关参考
...面成型?都不是!其实最让新手烦心的就是简单的起弧,焊条电弧焊的起弧可以说是比较让人闹心的。即使是老手,稍不注意,都会出现粘焊条的情况,何况是新手。我在初学电焊的时候,光是起弧就苦练了三天,饱受粘焊条的...
平焊单面焊双面成型技巧(焊工必备技能|水平固定管焊接你掌握的怎么样?)
...)坡口尺寸60°V形坡口,钝边为0.5-1mm。(4)焊接材料E4303或E5015焊条,直径为2.5mm或3.2mm。(5)焊接要求单面焊双面成形。(6)试件装配1)修磨钝边为1-1.5mm,无毛刺,错边量<0.5mm。2)试件清理。用角向磨光机、锉刀、砂布和钢丝刷等清理坡口正...
怎样焊接仰焊单面焊双面成形(低碳钢的焊条仰焊单面焊双面成形)
...。再进行装配,装配间隙始焊端约为为3mm,采用常见的J422焊条,定位焊采用与焊接件相同型号的焊条进行定位焊,并在焊件背面点固,焊点长度为10~15mm,宽为15-17mm,厚为5~8mm,错边量小于或等于1.0mm。见下图低碳钢仰焊焊接工艺参数见...
手工耿什么时候火的(网红鬼才发明家“手工耿”又上央视火了一把……)
来源:中央广电总台中国之声在短视频平台上,有这样一位鬼才他颜值在线,被称为“保定樊少皇”他才华横溢,被誉为“河北爱迪生”他随便发布几段视频便能收获千万播放量却被调侃为“除了正事,什么都干”他靠各种“脑...
气体保护焊立焊怎么焊(电焊教学,单面焊双面成形怎么焊?电流参数怎么调?)
...焊双面成形操作法简介单面焊双面成形操作法是采用普通焊条,以特殊的操作方法,在坡口背面没有任何辅助措施的条件下,在坡口的正面进行焊接,焊后保证坡口的正、反面都能得到均匀整
...通过80%熔透和全熔透足尺模型的有限元对比分析,验证了单面焊双面成型焊接方案在理论上的可行性。同时,针对聚弧深熔单面焊双面成型方案和常规80%熔透焊接方案进行了疲劳对比试验。试验结果表明:相同应力幅(160MPa)的情...
扁铁接地焊接要求图片(图解机电2022—接地装置的搭接要求:单面焊、双面焊还是三面焊?)
一、教材知识点:摘自《1H414020建筑电气工程施工技术》接地装置的搭接要求(P182)(1)扁钢与扁钢搭接不应小于扁钢宽度的2倍,且应至少三面施焊。(2)圆钢与角钢搭接不应小于圆钢直径的6倍,且应双面施焊。(3)圆钢与...
氩弧焊薄板焊接方法(干货丨一文教会你手工钨极氩弧焊单面焊双面成形)
手工钨极氩弧焊是一种非熔化极气体保护焊方法,又叫做TIG焊。其原理是利用钨极与焊件间产生的电弧熔化母材及填充焊丝进行焊接。焊接过程中,钨极、熔池、邻近区域及填充焊丝端部均处在氩气保护之中。手工钨极氩弧焊的...
氩弧焊焊不锈钢怎么调(一文教会你手工钨极氩弧焊单面焊双面成形)
手工钨极氩弧焊手工钨极氩弧焊是一种非熔化极气体保护焊方法,又叫做TIG焊。其原理是利用钨极与焊件间产生的电弧熔化母材及填充焊丝进行焊接。焊接过程中,钨极、熔池、邻近区域及填充焊丝端部均处在氩气保护之中。手...
...能。焊接立焊时,由于熔池温度过高,在重力的作用下,焊条熔化所形成的熔滴及熔池中的铁水易下淌形成焊瘤、焊缝两侧形成咬边。温度过低时易产生夹渣,反面易形成未焊透、焊瘤等缺陷,造成焊缝成形困难。熔池的温度是...