焊条一小包多少根(带油、带水、带压焊条电弧焊的集中补焊方法)
Posted
篇首语:别裁伪体亲风雅,转益多师是汝师。本文由小常识网(cha138.com)小编为大家整理,主要介绍了焊条一小包多少根(带油、带水、带压焊条电弧焊的集中补焊方法)相关的知识,希望对你有一定的参考价值。
焊条一小包多少根(带油、带水、带压焊条电弧焊的集中补焊方法)
01 电源、焊接材料和电源的选用
手弧焊电源选用直流焊机。材料根据母材不同的材质进行选用。一般情况选用碱性低氢型焊条,因为这种焊条的粘性较大,熔池内熔化金属不易被吹走,焊接电流比正常情况下各位置的电流高出35%~60%,如附表所示,以增强电弧吹力,提高熔合性,提高熔池、母材的温度。
附表 焊接电流

02基本操作技术
手弧焊堵漏多用间断熄弧法进行焊接,在平焊位置时,选用较大的电流,在坡口的上端向下以弧形轨迹形成第一个熔池,然后逐渐自后向前拉动电弧,迅速起弧,熔池凝固后,再重复上一步骤。在漏点坡口内停留时间要尽量短,以防止液态金属被吹走。在爬坡位置焊接时,要由上向下焊接,同时加大电流、压低电弧,利用电弧吹力及熔滴自重,将漏点补住。仰焊位置可用直径略大于泄漏管直径的一段套管包住漏点,将不受压的部位焊完,最后在平焊位置完全将漏点堵住。
0
3
常见的几种泄漏方式及处理方法
(1)在泄漏不严重时,可直接用电弧焊进行堵漏。先确定漏点的位置及大小,用小锤敲击泄漏处,尽可能将漏点压缩至最小,然后开始焊接。焊接时电弧不能直接吹到漏点,以免烧穿造成更大的漏点。应在泄漏点周围先焊成圆柱形,随后在圆柱内部逐步填充,使漏点缩小。最后封口时,用小锤即可封口。如还有泄漏则用点焊的方法进行处理。
(2)在泄漏处压力大但面积较小时,可以用坐骑式马鞍补漏的方法进行堵漏。具体的方法是用同径或直径略小于泄漏钢管的结箍丝堵,先将带内丝扣的结箍修制成马鞍口,然后将马鞍口骑在漏点,随后将马鞍口焊接好,焊好之后上丝堵即可止漏,如图1所示。
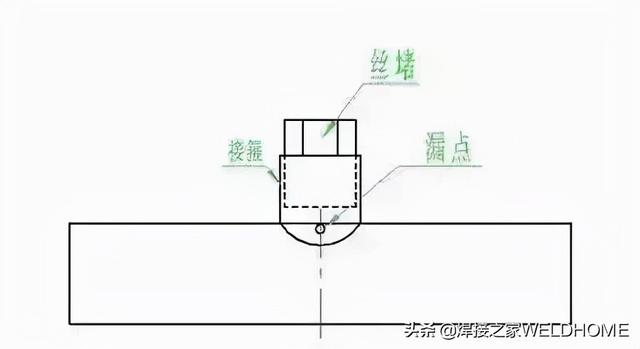
图1结箍丝堵
(3)在泄漏处压力大而且面积也大时,宜用加套管焊接的方法进行堵漏。具体方法是用直径略大于泄漏钢管的一段套管,先将两头修制出与泄漏钢管外径基本一致的管口,然后顺套管轴向切割成两半,在其中一半管壁上开一个洞,在洞上焊一个小阀门,随后再将两个半边套管扣在漏水处,对齐定位,焊完纵缝后将小阀门打开转到套管下部,开始焊接打底和两端环焊缝,焊完后将阀门关死,如图2所示。
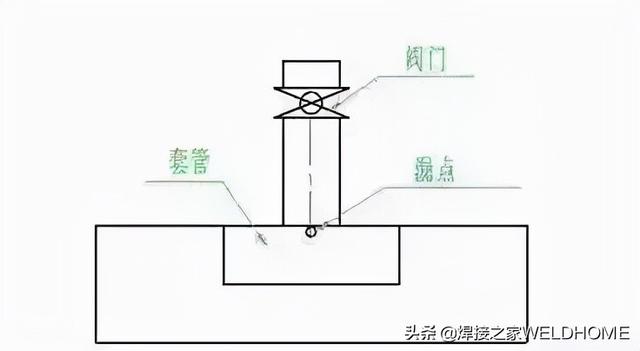
图2 加套管堵漏
(4)封口是手弧焊补漏的最后一道工序,也是最重要的一个步骤,难度也较大,由于流体从此处喷漏,熔滴易被吹走,与母材熔合困难。故宜采用下述方法进行处理:
第一,当漏点呈一小圆孔时,可用石棉绳一段压入小孔,然后用尖头小锤砸紧,再由外向内逐步焊住,焊接时电弧不可直接吹向漏 点。
第二,当压力比较大时可插入尖头钢筋,然后用锤砸平,最后将砸平的钢筋焊好。如一次无法完全封住,可在一侧点焊住后再砸平,可反复使用这个方法,直到完全封住口。
第三,当有压力,但不太大且漏点面积大时,宜采用加套管焊接的方法进行堵漏,当压力大且面积小时可采用坐骑式马鞍补漏法进行堵漏。
第四,为保证焊缝处的强度,在对接焊缝处反面可先加托板,这样既可以减少流体对焊缝的冲击又能够保证焊缝的强度。
04
几点要注意的问题
(1)本方法不适用于易燃、易爆流体的补漏。
(2)对于压力圈套、流体是具有腐蚀性的漏点,在开始补漏前,要对所焊部位进行厚度测量,如果厚度过小,则不应进行作业,以防发生危险。
(3)在补漏过程中,施工人员必须进行全身性安全防护。
(4)在锤击处力量不能过大,以防泄漏处因振动发生进一步开裂。

相关参考
焊条电弧焊的特点是什么(机械制造工艺焊接基础知识,焊条电弧焊的原理和特点)
一、焊条电弧焊的原理和特点1.焊条电弧焊的原理1.焊条电弧焊的原理将焊条与焊件接触短路后立即提起焊条,引燃电弧。电弧的高温将焊条与焊件局部熔化,熔化了的焊芯以熔滴的形式过渡到局部熔化的焊件表面,熔合在一...
焊条电弧焊的特点是什么(机械制造工艺焊接基础知识,焊条电弧焊的原理和特点)
一、焊条电弧焊的原理和特点1.焊条电弧焊的原理1.焊条电弧焊的原理将焊条与焊件接触短路后立即提起焊条,引燃电弧。电弧的高温将焊条与焊件局部熔化,熔化了的焊芯以熔滴的形式过渡到局部熔化的焊件表面,熔合在一...
焊接种类及焊接原理(机械制造工艺焊接基础知识,焊条电弧焊的原理和特点)
一、焊条电弧焊的原理和特点1.焊条电弧焊的原理1.焊条电弧焊的原理将焊条与焊件接触短路后立即提起焊条,引燃电弧。电弧的高温将焊条与焊件局部熔化,熔化了的焊芯以熔滴的形式过渡到局部熔化的焊件表面,熔合在一...
焊接种类及焊接原理(机械制造工艺焊接基础知识,焊条电弧焊的原理和特点)
一、焊条电弧焊的原理和特点1.焊条电弧焊的原理1.焊条电弧焊的原理将焊条与焊件接触短路后立即提起焊条,引燃电弧。电弧的高温将焊条与焊件局部熔化,熔化了的焊芯以熔滴的形式过渡到局部熔化的焊件表面,熔合在一...
...力,通过添加或不添加填充金属而使两构件连接的方法。焊条电弧焊是应用最广泛的熔焊方法之一,它与气体保护焊并称熔焊的两大支柱,占熔焊所需工种的80%以上。焊条电弧焊指的是用手工操纵焊条进行焊接的电弧焊方法,所...
...力,通过添加或不添加填充金属而使两构件连接的方法。焊条电弧焊是应用最广泛的熔焊方法之一,它与气体保护焊并称熔焊的两大支柱,占熔焊所需工种的80%以上。焊条电弧焊指的是用手工操纵焊条进行焊接的电弧焊方法,所...
焊条电弧焊的代号是什么(专题四:焊条2---焊条的型号和牌号)
一、焊条按用途来分1.结构钢焊条:J(结)=J422J427J5072.耐热钢焊条:R(热)=R307R4073.低温钢焊条:W(温)=W7074.不锈钢焊条:G(铬)A(奥)=A002A102A0625.堆焊焊条:D(堆)6.铸铁焊条:Z(铸)7.镍及镍合金焊条:Ni(镍)8.铜及铜...
焊条电弧焊的代号是什么(专题四:焊条2---焊条的型号和牌号)
一、焊条按用途来分1.结构钢焊条:J(结)=J422J427J5072.耐热钢焊条:R(热)=R307R4073.低温钢焊条:W(温)=W7074.不锈钢焊条:G(铬)A(奥)=A002A102A0625.堆焊焊条:D(堆)6.铸铁焊条:Z(铸)7.镍及镍合金焊条:Ni(镍)8.铜及铜...
焊条电弧焊焊接设备(焊条电弧焊的特点 昆明焊工考证 昆明科普学校技能培训)
1.焊条电弧焊的优点(1)工艺灵活、适应性强对于不同的焊接位置、接头形式、焊件厚度的焊缝,只要焊条所能达到的任何位置,均能进行方便的焊接。对一些单件、小件、短的、不规则的空间任意位置的焊缝以及不易实现机械...
焊条电弧焊焊接设备(焊条电弧焊的特点 昆明焊工考证 昆明科普学校技能培训)
1.焊条电弧焊的优点(1)工艺灵活、适应性强对于不同的焊接位置、接头形式、焊件厚度的焊缝,只要焊条所能达到的任何位置,均能进行方便的焊接。对一些单件、小件、短的、不规则的空间任意位置的焊缝以及不易实现机械...