焊接铜(有色金属的气焊)
Posted
篇首语:书籍是屹立在时间的汪洋大海中的灯塔本文由小常识网(cha138.com)小编为大家整理,主要介绍了焊接铜(有色金属的气焊)相关的知识,希望对你有一定的参考价值。
焊接铜(有色金属的气焊)
有色金属的气焊
铜和铜合金的焊接
紫铜的焊接
紫铜由于导热率高,.焊缝温度不易提高,应选用较大的热源和进行焊前预热。预热的温度为400~700℃,要根据不同的情况加以选择。另外,由于铜的热膨胀系数大和在高温下的强度和塑性低,焊接时除采用焊前预热外,还需适当的安排焊接的顺序和进行焊后的锤击,以减少应力和变形。
焊接前将需焊部位打磨干净,使之露出金属本身的光泽。大厚度焊件要事先开坡口,以保证焊透。
焊接时采用中性焰,火焰热能的大小是按工件的厚度选定的,一般比焊接同厚度的钢件大0.3~0.5倍。
焊接火焰焰芯要高于熔池表面5~8毫米,焊咀应平稳均速向前移动,焊条和焊缝要同时熔化,焊接速度要快。
铜在焊接时受高温的影响容易氧化,生成很厚的一层氧化铜模,必须使用焊药,使氧化铜还原。焊药一般采用硼砂、硼酸各50%的混合剂为好。
焊完后最好当焊缝温度冷至200℃时,用小锤轻轻的锤击焊缝,再用火焰加热到600℃左右,放到水中迅速冷却,使焊缝金属组织细密,增加焊缝的韧性和塑性。
黄铜的焊接
铜和锌的合金称黄铜。焊接黄铜最容易出现的问题是:当黄铜加热到925℃时锌就蒸发,使焊缝金属产生气孔或在焊缝表面产生麻点。黄铜在高温下将产生氧化铜,且容易吸收大量气体,所以在焊接黄铜时,产生气孔现象比紫、青铜严重。为了克服这一现象,应采用轻微的氧化焰焊接,使熔池表面形成一层氧化锌薄膜,防止锌的继续蒸发。焊前,焊件需预热到600℃以上。选用的焊条,要求基本上和母材一样,最好采用加入了少量锡和硅的、牌号为丝221黄铜焊丝。锡和硅能够防止和减少熔池中锌的蒸发和烧损,防止焊缝中产生气孔。为了很好地清除焊接时产生的氧化物,可用粉301熔剂焊接。焊后用小锤轻轻敲击焊缝,再用火焰均匀的加温回火,温度约600℃左右即可。在焊接过程中,焊速越快越好,以减少锌的蒸发。焊接时尽量避免重复的焊接。
青铜的焊接
铜合金中除了铜和锌的合金外,其它合金统称青铜。
焊接青铜值得注意的问题是:减少锡的烧损,另外青铜在高温下很脆,应注意将焊件固定好,防止受热后挪动塌毁。焊前将焊件预热’至450℃,采用中性焰施焊。焊咀离金属面保持7~10毫米的距离,焊接过程中要利用焊条端头摩擦焊接面,拨动熔池和供应填充金属,以保证焊条和焊接处的熔化金属互相融合。其焊粉成分与焊黄铜时基本一样。
总的来说,焊接铜及青铜应采用严格的中性焰焊接,而焊接黄铜时为了减少锌的蒸发,经常采用氧化焰。焊接要高速度进行,借以缩短熔池金属停留在液体状态的时间,减少金属在高温下的氧化和锌的蒸发。施焊时应配合铜焊粉共同使用,方可得到优质的焊缝接头。
电气上用的铜导线,一般是紫铜的,在焊接前,将导线的焊接端头打出坡口,并除净氧化物。焊接前先进行定位焊,然后从未点焊的、一面开始焊接。用中性焰施焊,施焊时先预热焊缝周围,当焊件到乌红色时,开始集中火焰加热焊缝,待发现表面熔化时,立即供应填充金属。每次供应填充金属之前,焊缝处和焊条头都要粘上焊粉,在整个焊接过程中,焊粉的使用一刻也不能间断。焊粉用硼砂和硼酸各50%即可。焊条作一下一下点送运动,供应填充金属,焊条和焊缝金属应同时熔化,在保证同时熔化的情况下,焊接速度应尽可能快,若焊肉需保持3~4毫米高度时,要采用双面焊。要选用与导线同材质的焊条或直接用导线本身制作。用黄铜焊条或电线铜丝作填料,都不容易达到质量要求,焊后容易断裂。
多芯铜线对接和铜线鼻子的焊接:
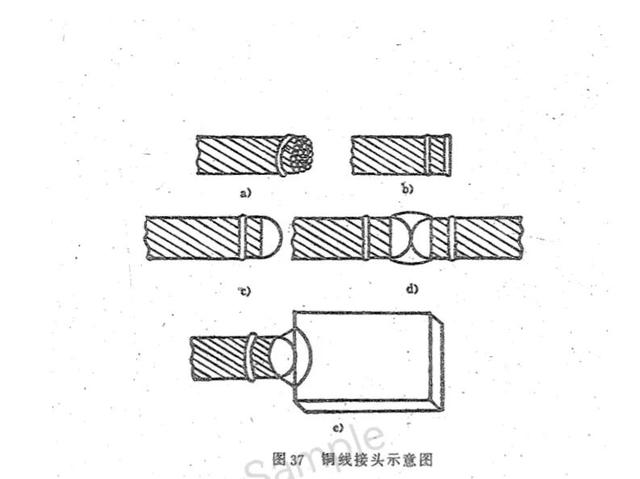
多芯铜线对接焊接时,首先将待焊的端头用细铁丝绑扎起来,然后再在离铁丝7~10毫米的地方,用钢锯锯齐(如图37a),再清除掉焊接处的氧化物杂质,然后用石棉绳或棉纱浸泡冷水,缠在距离接头80~90毫米处,以免传热烧焦绝缘层。作完以上准备工作后可开始焊接。用中性焰施焊,焊条选用中3毫米粗的电缆铜线或紫铜丝即可,焊粉选用硼砂、硼酸各50%的混合剂为好。如果没有硼酸,单用硼砂也可以。焊接时首先把一根根铜线融合到一起。无论锯开的断面有多少根铜丝,根根都要融合到一起成为一体,不允许有的没融合,有的被烧断(如图37b),这样会影响导电性能。将每根铜线融合到一起后,,
进行堆焊。焊肉高要求达到6~8毫米,焊肉要焊成圆头状态(如图37c),最后再把两个线头对正焊接起来(如图37d)。
多芯铜线鼻子的焊接是先把多芯铜线焊成圆头状态,然后把铜鼻子和线头对正焊接起来。焊缝形状要平整,不许有缺肉和夹渣现象(如图37e)。铜熔化后,流动性大,要注意控制,不要让它任意流跑,否则将影响导电性能和安全。
铜管的对接和铜管钢接头的焊接:
常用的铜管多作高压机、低压机等传动设备的输油管用。这种管子的直径一般都很小。铜管对接焊时,首先要把铜管焊接处打磨干净,露出金属本身的光泽来,再把两根管子对正,特别注意管口一定要对准中心线。焊接时用小号焊枪,采用中性焰焊接,焊条选用和铜管同材质或青铜焊条为好。-管口焊缝的间隙越小越好,因为铜熔化后流动性大,如果焊缝间隙大了,铜熔液流进管子内,容易将管子堵塞死。焊接时,保持在平焊位置焊接,焊枪平稳匀速地向前移动,火焰离金属面保持7~10毫米左右。焊接时要密切注意焊缝边缘情况,不能使温度太高。
铝和铝合金的焊接
铝的气焊工艺
焊接前,首先把焊接处及焊条上的氧化物杂质清除干净,露出金属本身的光泽来。板厚在6毫米以上的要开坡口,如补焊砂眼气孔,要将周围的边缘铲成坡度,坡度的深度要达到气孔的根部。
气焊铝及铝合金时,常用的接头型式是对接接头。当工件厚度在
1.5毫米以下时,采用卷边接头。卷边接头的特点是:焊接时可以不必填充焊丝,因此,焊缝金属中母材成分的比例很大,接头性能和强度接近母材。工件厚度在6毫米以下时,可以不开坡口进行对接,装配时预留间隙0.5~1毫米。6毫米以上的工件焊前预先制成“V”型坡
12毫米以上的铝板可制成“X”型坡口,两面进行焊接。气焊铝及铝合金时一般不用搭接、角接和丁字接头的方式,因为焊接铝时需要用焊药,焊药容易流入接头的间隙中,很难除去,留存下来的焊药及残渣,对铝及铝合金有腐蚀作用。
焊前的清理工作准备完毕,应立即进行焊接,否则经清理干净的铝接触空气后,很快又会生成新的氧化层。
焊前预热。预热可以防止因导热性好而引起接头处热量的迅速散失,以达到更好和更快熔化的目的。预热时,要注意观察温度的变化,因为铝在加热的过程中颜色不发生变化,温度不容易掌握。测定预热温度的方法。可将锯末撒在焊件上,当温度到350℃时,锯末就有火星,或用颜色粉笔在板上划线,当发现颜色变白时,就不再加热了。一般预热温度在200°~350℃。
由于铝和氧的亲和力大,在空气中极易氧化,焊接过程中,在熔池表面极易形成一层难熔的氧化膜。这种氧化膜的熔点比较高,且比重较铝大,对这种高熔点的氧化膜靠把它熔化进行清除是不行的,必须使用焊粉和氧化铝膜产生熔解反应而除去。氧化铝熔解后的比重轻于液体金属的比重,浮在金属表面,防止了铝的继续氧化。焊接前要将焊粉用蒸馏水搅成糊状,在整个焊条上和焊缝上敷上一层,等干燥后方可使用。
为了防止焊件因自重而变形,最好将焊件放在钢的垫板上再进行焊接。垫板表面应尽量与工件背面吻合。
焊铝时一般使用较和缓的火焰,一般选用比焊钢时大2号的焊咀。
焊丝的选择依焊件板厚、合金成分来决定,焊丝的规格一般为2~8毫米,焊丝成分一般宜采用与基本金属相同的材质。但也不是千篇一律,在许多情况下,用近似材料材质的焊丝倒不一定特别有利,比如在焊接抗裂性能力不好的合金,用含4.5~6%硅的焊丝较好,因为这种焊丝的熔点低,流动性好,机械性能也高。一般成分不清楚或是高强度铝合金等用含硅的焊丝焊接为好,但是焊接纯铝和铝锰系合金宜用同材料焊丝。
作完以上工作后方可进行焊接。
焊接时采用中性焰或非常轻微的碳化焰,严禁用氧化焰。在整个焊接过程中,焊药的使用一刻也不能间断,以清除高熔点的氧化铝。此外,还可以利用焊条端头在熔池内不断地搅动,使氧化物浮到表面上来并使焊条和焊缝同时熔化。
因为铝受热后颜色不变,我们在焊接时,必须仔细观察火焰加热的地方。当发现表面的铝皮微微起皱或表面出现游动状态时,或者发现焊缝有了倒棱现象时,开始供应填充金属。另外,还可用左手拿的焊条时时拨动焊缝加热处,以试探温度情况,如果焊条可拨动焊缝表面的氧化铝膜,可立即供应填充金属,否则再烧下去,就要烧塌焊件。焊完后要用水将残留的熔渣冲刷干净,防止熔渣对铝的腐蚀。
薄铝板的焊接
焊接一毫米左右厚度的薄铝板,需把焊接的边沿每边卷起2~3毫米宽度的棱角边,这样薄板有了支持力,可免塌落。焊接时火焰集中在卷边上,而下面平面的铝板温度较低,不至于被烧穿。卷边焊缝焊接时,容易产生下部未焊透现象,其原因大多是卷边过高,焊咀移动太快所致。卷边焊缝焊接时可不用焊条,但左手必须拿一根焊条帮助涂焊粉。焊咀选用50升/时即可。在焊接过程中,焊药的使用一刻也不能间断。焊完后用水冲洗掉熔渣和氧化物。生活日用品的钢精锅也可采用上述方法补焊。
厚铝板的焊接
在焊接含杂质、氧化物多的较厚铝合金板材时,值得注意的是不要把母材熔化得太深了,因为熔化得越深,翻腾出来的杂质也越多,就越影响焊缝质量。焊接这种板材可采用双层焊的办法,当焊件表面开始熔化时,就供应填充金属,先薄薄的焊上一层,焊的速度越快越好,这样可避免焊缝金属内杂质、氧化物继续翻腾出来,然后再焊第二层,将焊缝填满。如果氧化物已出现,就要用焊条头把它拨到表面上去,否则留在熔池中会形成焊缝夹渣。为了更好地清除氧化物,还要配合使用焊药。焊药的质量直接关系到焊接质量,选用时应特别慎重。焊接一开始,焊咀与金属面间的角度要大些,使火焰热量集中,同时焊接速度要慢一点,使金属很好地熔化。随着温度逐渐升高,焊咀的角度要逐渐减小,焊接速度要相应加快。到焊缝结尾时,焊件的温度已经相当高了,焊咀的角度要相应减小,焊接速度要加快,以避免焊件被烧穿。
铝的膨胀系数大,焊接时容易使定位焊裂开,形成边焊边裂的现象。因此,在定位焊时要在焊缝之间留出一定的间隙。根据板厚的不同,留出的间隙大小也不同,薄板留的间隙小,厚板留的间隙大,这样可以避免因焊接时加热膨胀和焊后冷却收缩而引起焊缝裂纹。
焊接铝板对接焊时,由于焊缝的横向收缩,会造成板位移动叠合。为避免这种现象,可利用预先反变形的办法。
铝合金板焊接后,往往产生脆裂现象,这种现象大多出现在铝铜合金的焊接。铝和铜本身的性质较软,但经过化合后变得脆硬,在焊接高温影响下,脆性加大,容易引起焊缝脆裂。在焊接过程中,采用在冷水中急冷的方法使它软化,这样处理的焊缝,不会再发生脆裂。
相关参考
铜焊接分熟铜和生铜不同,焊接方法也不完全相同。紫铜的焊接焊接紫铜(即一般所称的工业纯铜)的方法有气焊、手工碳弧焊、手工电弧焊和手工氩弧焊等方法,大型结构也可采用自动焊。1.紫铜的气焊焊接紫铜最常用的是对接接头...
铜焊接分熟铜和生铜不同,焊接方法也不完全相同。紫铜的焊接焊接紫铜(即一般所称的工业纯铜)的方法有气焊、手工碳弧焊、手工电弧焊和手工氩弧焊等方法,大型结构也可采用自动焊。1.紫铜的气焊焊接紫铜最常用的是对接接头...
铜焊接分熟铜和生铜不同,焊接方法也不完全相同。紫铜的焊接焊接紫铜(即一般所称的工业纯铜)的方法有气焊、手工碳弧焊、手工电弧焊和手工氩弧焊等方法,大型结构也可采用自动焊。1.紫铜的气焊焊接紫铜最常用的是对接接头...
...热焊件,熔化焊条,是焊件连接的方法。一般制冷维修的焊接系统是2--4L小型氧焊系统,由焊枪、氧瓶、煤气瓶、连接软管,还有对应的充气过桥等附件组成,有些焊炬套件是焊割两用,有些是单用焊炬,区别就是焊炬的不同,...
...热焊件,熔化焊条,是焊件连接的方法。一般制冷维修的焊接系统是2--4L小型氧焊系统,由焊枪、氧瓶、煤气瓶、连接软管,还有对应的充气过桥等附件组成,有些焊炬套件是焊割两用,有些是单用焊炬,区别就是焊炬的不同,...
一,概述铜与不锈钢的焊接情况经常遇到,焊接有一定难度,主要表现为:它门焊接时对铜的渗透裂纹十分敏感,为防止渗透裂纹产生,首先要合理选择合理工艺,选择小的焊接线能量;其次是选择合适的填充材料,控制易产生低熔共晶的元...
一,概述铜与钢的焊接方法很多:气焊、焊条电弧焊、埋弧焊、氩弧焊、钎焊、摩擦焊、电子束焊、真空扩散焊、电阻焊、闪光焊、爆炸焊等。铜与钢焊接主要困难是焊缝及熔合区容易产生裂纹,为此要求焊缝中铁的含量在10~4...
一,概述铜与钢的焊接方法很多:气焊、焊条电弧焊、埋弧焊、氩弧焊、钎焊、摩擦焊、电子束焊、真空扩散焊、电阻焊、闪光焊、爆炸焊等。铜与钢焊接主要困难是焊缝及熔合区容易产生裂纹,为此要求焊缝中铁的含量在10~4...
常用金属材料的手工电弧焊钢的焊接性能当前我国主要的焊接结构用的黑色金属材料中,运用最为广泛的是钢。就焊接性能来说,含碳量越低的钢,越易于焊接。一般来说,低合金钢好焊,高合金钢难焊。下面介绍几种焊接常用...
气焊焊接铁用什么焊条(机械设备人必懂知识:常用金属材料的焊接)
一、金属材料的焊接性(一)焊接性概念焊接性:采用一定焊接方法、焊接材料、工艺参数及结构形式的条件下,获得优质焊接接头的难易程度,即其对焊接加工的适应性。焊接性一般包括两个方面:接合性能:主要指在给定的...