焊接罐体为什么用不锈钢焊丝(如何才能选择性价比高的焊材?)
Posted
篇首语:笔落惊风雨,诗成泣鬼神。本文由小常识网(cha138.com)小编为大家整理,主要介绍了焊接罐体为什么用不锈钢焊丝(如何才能选择性价比高的焊材?)相关的知识,希望对你有一定的参考价值。
焊接罐体为什么用不锈钢焊丝(如何才能选择性价比高的焊材?)
焊接作为机械工业生产的缝纫机,焊材就是机械工业生产的缝纫线。不同的加工母材,应该选用最具性价比的焊材,才能为企业的效益添砖加瓦!为此,焊接小编今天为各位焊接同仁介绍一些焊材,希望能够给大家借鉴!

01
药芯焊丝
1、自保护药芯焊丝
自保护药芯焊丝是在药粉中添加适当熔点的造渣剂、脱氧剂和脱氮剂,可以在不加保护气体条件下直接焊接,获得良好的焊接特性。因不需要外加气体保护,而且能够用于各种焊接位置,特别适用于野外施工环境。
⑴碳钢自保护药芯焊丝 GFL-78J-O(AWS A5.20 E71T-8-J)属于结构用的自保护焊丝,在-40℃低温仍具有良好的冲击韧性。
抗拉强度 (MPa) | 屈服强度 (MPa) | 断后伸长率 (%) | 试验温度 (℃) | 冲击吸收能量 (J) | |
GFL-78J-O 典型值 | 521 | 420 | 27 | -40 | 75/72/73 |
⑵不锈钢自保护药芯焊丝 不锈钢自保护焊丝GFS-308L-O(AWS A5.22 E308LT0-3)、GFS-316L-O(AWS A5.22 E316LT0-3)可全位置焊接,全位置焊操控性良好,飞溅少,焊道美观。
典型成分(wt%):
C | Mn | Si | P | S | Cr | Ni | Mo | Cu | |
GFS-308L-O 典型值 | 0.024 | 1.65 | 0.53 | 0.014 | 0.004 | 20.7 | 10.0 | 0.01 | 0.10 |
GFS-316L-O 典型值 | 0.019 | 1.45 | 0.53 | 0.016 | 0.003 | 19.1 | 12.8 | 2.52 | 0.08 |
力学性能:
抗拉强度 (MPa) | 断后伸长率 (%) | |
GFS-308L-O 典型值 | 619 | 41 |
GFS-316L-O 典型值 | 624 | 39 |
⑶堆焊用自保护药芯焊丝 GFS-307HM-O是一种硬面堆焊过渡层用自保护药芯焊丝,可作为水泥厂辊式压制机焊补碳化物型耐磨层之内的缓冲层。焊缝为奥氏体组织,其韧性佳,且具有加工硬化的效能,作为缓冲层可减少辊式压制机表面碳化物型耐磨层的剥落。
GFH-414N-O是一种含氮类似不锈钢410成分之自保护焊丝,典型硬度HRC 41,适合用于钢厂连铸辊之焊补的硬面焊材。目前钢厂连铸辊用焊材基本采用420不锈钢成分的埋弧焊材,焊后需作热处理将其均匀化。而GFH-414N-O则由于用氮取代焊材中的碳含量,所以焊材的碳含量很低,不会在焊道搭接热影响区之晶界上产生碳化物析出而使该处耐蚀性变差,因而此种焊材之焊补的连铸辊不需作PWHT处理。
2、镍基合金药芯焊丝
镍基合金作为高端合金材料的代表,国内已经有焊条、实心焊丝等焊材得到了应用,但镍基合金药芯焊丝因制造难度大在我国仍处于起步阶段。昆山京群镍基合金药芯焊丝GFN-CM3(AWS A5.36 ENiCrMo3T1-4)可实现全位置焊接,脱渣容易,飞溅小,耐气孔性优异,-196℃冲击可达到80J以上,主要用于9Ni钢的焊接,也可用于耐蚀层的堆焊等。
京群GFN-CM3典型性能如下:
抗拉强度 (MPa) | 断后伸长率 (%) | 冲击温度 (℃) | 冲击吸收能量 (J) | |
GFN-CM3 典型值 | 738 | 39 | -196 | 81/82/84 |
3、碱性药芯焊丝
碱性药芯焊丝作业性差的问题一直阻碍着其发展,但随着近年来国内焊材厂加大了对碱性药芯焊丝的投入,目前该类型焊丝的焊接作业性得到了一定改善,使其具有稳定机械性能的同时,兼顾具有不错的焊接操作性,碱性药芯焊丝也在尝试在更多的领域使用。昆山京群Q690强度等级的碱性药芯焊丝GFR-115K3(AWS A5.29 E111T5-K3C),该产品适用于全位置焊接、弧光柔和而稳定、焊渣薄而易除、-60℃冲击可达到70J以上。
02
焊条
1、电力行业用焊条
2018年中国火力发电量约占全国发电量的73.23%,火力发电在我国电力结构中仍占据主导地位,火电要发展就必须要走“高效清洁燃煤发电”技术路线。我国在大力研发630~650℃高效清洁USC燃煤发电技术,但耐热合金及其部件研制是瓶颈问题。
G115钢作为630~650℃火电机组用耐热钢的代表,其综合性能优于T/P91、T/P92,可用于蒸汽压力为35MPa、蒸汽温度为610℃/630℃/650℃的电站建设,必将成为火电行业重点关注的新材料。
昆山京群焊材科技有限公司的G115钢配套焊条GER-93,主要成分为9%Cr-3%W-3%Co,采用焊芯过渡,焊接工艺优良、成型美观,熔敷金属具有与母材相近的强度韧性且高温持久度比较高,抗裂纹敏感性好,可有效促进G115钢的推广应用。GER-93焊条的典型性能如下:
典型成分(wt%)
C | Mn | Si | Cr | Co | W | |
GER-93 典型值 | 0.078 | 0.65 | 0.21 | 9.05 | 3.02 | 2.98 |
常温力学性能
拉伸试验温度 | 屈服强度 (MPa) | 抗拉强度 (MPa) | 断后 伸长率 (%) | 冲击试验温度 | 冲击吸收能量 (J) | PWHT | |
GER-93 典型值 | 常温 | 570 | 703 | 21 | 常温 | 61/56/52 | 100℃×1h+780℃×3h |
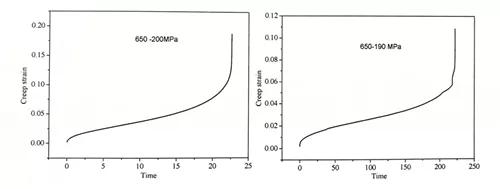
高温性能
试验温度 | 应力 (Mpa) | 破断时间 (h) | 伸长率 (%) | 断面收缩率 (%) | |
GER-93 典型值 | 650℃ | 200 | 22.6 | 17.39 | 66.48 |
650℃ | 190 | 221.93 | 10.85 | 63.37 |

2、船舶及海工焊条
昆山京群焊材科技有限公司Q690强度等级的焊条GEL-758(AWS A5.5 E11018-G),该焊条抗拉强度可达800MPa,具有极低的扩散氢、抗裂性优良,并具有优异的-60℃低温冲击韧性。该焊条具有优异的全位置操控性,脱渣优异,焊道成型美观,适用于Q690和相当强度等级的压力容器、管道、桥梁及海洋结构物的焊接。
GEL-758焊条典型性能如下:
抗拉强度 (MPa) | 屈服强度 (MPa) | 伸长率 (MPa) | 冲击试验温度(℃) | 冲击吸收能量 (J) | |
GEL-758 典型值 | 818 | 775 | 20 | -60 | 76/76/77 |
3、-196℃超低温用焊条
近年来随着我国对液化天然气(LNG)的需求量不断增加,对LNG储运设备的需求量越来越多,LNG低温液体储罐、运输车、罐式集装箱、动力船、运输船等深冷设备的制造迅速兴起。深冷设备需要在最低-196℃超低温环境使用,要求材料具有良好的-196℃低温韧性,而SUS 304L是深冷行业常用的不锈钢。
深冷行业一般要求材料满足-196℃低温冲击≥31J,侧向膨胀量≥0.38mm。昆山京群焊材科技有限公司的-196℃超低温用焊条GES-308LT(E308L-16),除焊态具有良好的-196℃低温韧性外,其经过550℃×1~5h热处理后仍具有优异的低温性能,可用于深冷压力容器及构件的制造。
京群GES-308LT典型性能如下:
试样状态 | 抗拉强度 (Mpa) | 伸长率 (Mpa) | 冲击试验温度(℃) | 冲击 吸收能量 (J) | 侧向膨胀量 (mm) | |
GES-308LT 典型值 | 550℃×5h | 540 | 42 | -196 | 54 | 0.61 |
4、管道工程用焊条
近年来,随着中国经济的发展,对石油以及天然气等能源的需求进一步加大,而管道运输是石油、天然气最经济、最方便、最主要的运输方式。管道工程所用的母材强度等级也越来越高,X70、X80甚至更高强度等级的管线钢开始得到应用,这就要求焊接材料同步配套发展,管道工程用焊接材料的开发得到了不少焊接材料厂家的青睐。
昆山京群焊材科技有限公司展出了一系列适用于不同强度等级的管线钢焊条,配套不同强度的管材使用,京群主要的管线钢焊条如下:
类别 | 强度等级 | 品名 | 执行标准 | 特性及用途 |
纤维素型 | 430Mpa级 | GEM-425G | AWS A5.1 E6010 | 1、纤维素型药皮立向下焊条,用于大直径管道立向下根焊、热焊、填充及盖面焊。 2、具有集中且强劲的电弧,能保证根部熔透和即使高速焊下也能保证焊道间的良好熔合。 3、相比于传统的立向上焊接效率明显提高并具有极大的经济优势。操作简单,具有可靠的焊缝性能和良好的X射线检测性能; |
490Mpa级 | GEL-P55 | AWS A5.5 E7010-P1 | ||
550Mpa级 | GEL-P555 | AWS A5.5 E8010-P1 | ||
620Mpa级 | GEL-P625 | AWS A5.5 E9010-P1 | ||
碱性药皮 | 430Mpa级 | GEM-47D | GB/T5117 E4315 | 1、碱性药皮立向下低氢焊条,低氢含量低,可达到<5ml/100g,立向下具有更低的热输入量,利于实现更优质的焊接接头。 2、比传统低氢焊条的立向上工艺熔敷效率高80~100%,具有优异的起弧性,兼具有高强度和低达-50℃下优良的低温韧性。 3、立向下焊接工艺性优良,易操控,且焊道成型美观。 |
490Mpa级 | GEL-P557D | AWS A5.5 E8045-P2 | ||
550Mpa级 | GEL-P67D | AWS A5.5 E9045-P2 Mod | ||
620Mpa级 | GEL-P77D | AWS A5.5 E10045-P2 Mod |
这些各个领域所用的焊材,您们都用对了吗?
大家再焊材选用过程中如有什么想法,欢迎大家踊跃留言!
相关参考
焊接作为机械工业生产的缝纫机,焊材就是机械工业生产的缝纫线。不同的加工母材,应该选用最具性价比的焊材,才能为企业的效益添砖加瓦!为此,焊接小编今天为各位焊接同仁介绍一些焊材,希望能够给大家借鉴!01药芯...
...气中的氧气接触,从而防止了焊材的氧化,因此可以焊接不锈钢、铁类五金金属。氩弧焊之所以能获得如此广泛的应用,主要是因为有如下优点。1、氩气保护可隔绝空气中氧气、氮气、氢气等对电弧和熔池产生的不良影响,减...
...气中的氧气接触,从而防止了焊材的氧化,因此可以焊接不锈钢、铁类五金金属。优点氩弧焊之所以能获得如
导读焊材的使用在焊接中具有举住轻重的作用,比如核电用焊材、超低温焊材、Ni9钢焊材等等特殊钢材的焊接,很多用户都使用国外焊材,而基本上不用国内焊材,但是,随着国内焊材的崛起,将对国外品牌焊材发起冲击,所以...
导读焊材的使用在焊接中具有举住轻重的作用,比如核电用焊材、超低温焊材、Ni9钢焊材等等特殊钢材的焊接,很多用户都使用国外焊材,而基本上不用国内焊材,但是,随着国内焊材的崛起,将对国外品牌焊材发起冲击,所以...
...标》一览表:参考标准:GB50236-2010《现场设备、工业管道焊接工程施工规范》附录D:焊接材料的选用
...标》一览表:参考标准:GB50236-2010《现场设备、工业管道焊接工程施工规范》附录D:焊接材料的选用
焊材的分类前言:焊接材料可分为,焊条,焊丝,焊剂,这些进场使用前需要进行试验,合格后方可使用!通常用焊接工艺评定焊材的性能!焊条:焊条由焊芯和药皮组成,是气焊或电焊时熔化填充在焊接工件的接合处的金属条...
焊材的分类前言:焊接材料可分为,焊条,焊丝,焊剂,这些进场使用前需要进行试验,合格后方可使用!通常用焊接工艺评定焊材的性能!焊条:焊条由焊芯和药皮组成,是气焊或电焊时熔化填充在焊接工件的接合处的金属条...
...集科研、生产、经营为一体的高新技术企业,是生产经营焊接材料和铸造材料的民营企业。公司高强新型有色金属焊接材料转化基地成立于2016年1月,基地建设秉承产学研结合、自主研发与引进创新相结合的模式,以加快高端有色...