焊接结构钢板(复合钢板压力容器制造工艺与焊接工艺)
Posted
篇首语:水往下流,人争上游。本文由小常识网(cha138.com)小编为大家整理,主要介绍了焊接结构钢板(复合钢板压力容器制造工艺与焊接工艺)相关的知识,希望对你有一定的参考价值。
焊接结构钢板(复合钢板压力容器制造工艺与焊接工艺)
摘要:文章首先分析了复合钢板压力容器生产前的准备工作,并对加工过程中所应用到的各项技术方法和安全措施进行探讨,总结出加工中的注意事项,避免在加工制造过程中,有影响到复合板材料质量安全的问题出现。
关键词:复合钢板;压力容器;制造工艺
一、复合板制作前准备
复合板由基层材料和复层材料(或包含过渡层)通过爆炸或爆炸---轧制等方法复合而成的双层(或三层)金属板。复合板具有强度高、耐蚀、耐磨等特殊性能和造价低等优点,主要用于制造反应釜、换热器、贮罐等设备。复合板目前主要有两类:一类是基层材料与复层材料焊接性较好,如不锈钢复合板、镍基合金复合板等;另一类是基层材料与复层材料焊接性较差或不能焊接,如钛/钢复合板、锆/钛/钢复合板等,对这两类复合材料,在压力容器产品设计、制造和检验时,都有很大的不同,应区别对待。
以GB150.2-2011《压力容器—材料》和NB/T47002-2009《压力容器用爆炸焊接复合板》为依据,复合板容器在制造前,应对复合板的贴合率进行检验。如果基层和复层间的贴合率达不到要求,不仅不能满足防腐、耐磨等特殊性要求,而且还有可能产生容器壳体鼓包或大面积脱层,严重降低设备使用寿命和安全性能,贴合不紧还将造成容器壳体的组装和焊接困难。因此,贴合率检查对复合板容器制造至关重要。
复合板材料稳定性的控制,以加强技术手段来解决调控办法。容器制造前,使用超声波探伤对复合板的贴合率再次进行复验。复合板合成过程中,及时检测材料厚度(考慮到爆炸复合可能带来的减薄,有时需要对复层材料适当加厚),确保合成后的复合板满足标准要求和图样规定。

二、复合板筒体制作与组焊
复合板筒体卷圆时,以中性层周长为基准,及时测量筒体外圆周长,确保筒体周长与对接的另一筒体(或封头)周长保持一致。筒体与筒体(或封头)拼接前,要对筒体或封头的直径进行测量,观察是否一致,并从技术性角度探讨误差的解决方案,避免压力容器使用功能最终受到影响。考虑到复合板材料的特殊性,在组焊过程中,制定的焊接工艺应能同时满足基层和复层材料的焊接需求,并合理控制焊接顺序和工艺参数(尤其控制层间温度),减小焊接应力产生和杜绝焊接缺陷出现,进而达到理想的设计效果,确保压力容器使用性能稳定。
三、复合板焊接接头的结构型式
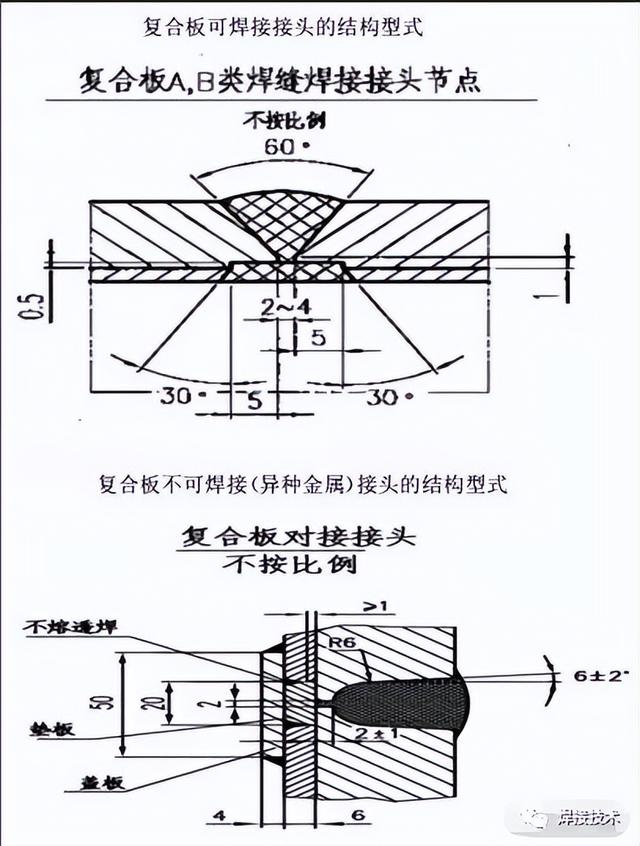
1、复合板可焊接接头的结构型式
2、复合板不可焊接(异种金属)接头的结构型式
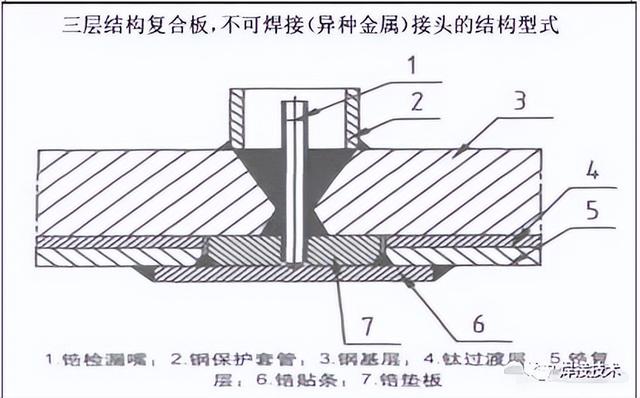
3、三层结构复合板,不可焊接(异种金属)接头的结构型式
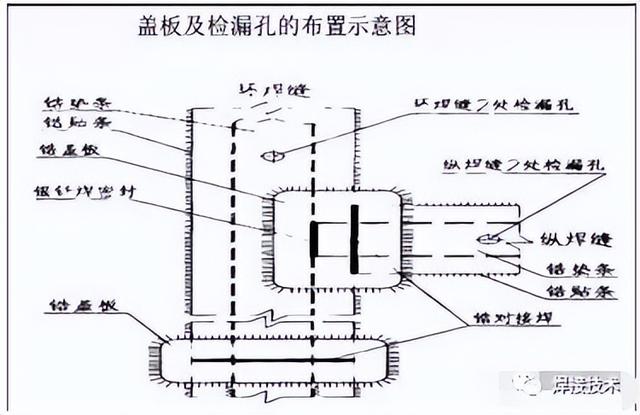
4、盖板及检漏孔的布置
焊接基层时,先用机械方法去除接头两侧,制造工艺要求宽度的复层,以防止基层金属熔焊到复层上,同时也可防止复层金属,因基层焊接温度过高而氧化。对钛、锆等不可焊接复合板(异种金属),纵、环焊缝接头连接处的“T”型焊缝,采用盖板并设检漏孔的形式,为了能及时检查出渗漏发生在哪一段筒节上,每个筒节之间的检漏通道是不能互通的,为此,在盖板下的垫板处,纵环焊缝接头连接的位置,用银钎焊封死。
示意如图:
四、筒体排版
筒体排板是压力容器制作的重要环节,排板过程中为避免误差出现,可以借助坐标排列的方法来进行布板。一般情况下,将筒体按中径尺寸展开,形成一个平面的展开图,将筒体上的各接管位置、支座位置、以及其它焊接件位置,对应到相应的坐标上,通过这种方法,来确保设备制造过程中和设备制造完成时,该设备符合压力容器制造验收标准和图样要求的设计标准,最终达到理想的设计控制效果。
排板示意图如图a.b所示:
五、复合板设备无损检测要求
对异种钢复合板压力容器设备(如钛/钢复合板设备),无论压力容器类别,A、B类焊缝都需要100%射线探伤,所有的复层焊缝进行100%渗透检测,设备在最终水压试验后,还要对设备复层焊缝进行100%渗透检测。
六、加工过程中的注意事项
复合板压力容器的成形和组装,应有专用的加工和组装车间,尤其是对钛/钢、镍/钢等有色金属复合板容器,铁离子污染将会对容器的使用寿命和安全性能造成致命的影响。因此,复合板在进厂时,板材表面要覆盖或粘贴保护膜;在设备加工成形阶段,成型设备与复合板接触的表面,应有橡胶板、不锈钢板等,将复合板与金属成型设备隔离开;在复合板容器组装时,要严格按工艺规程和压力容器制造检验标准控制错边量。错边量的控制按复层厚度的50%进行控制,且不大于2mm。另外,在组装时,不允许在复层上焊接临时卡子。
七、酸洗钝化或阳极化处理
复合板设备在制造完毕后,要对复层表面进行化学酸洗或阳极化处理。其主要目的就是去除金属表面污染物,特别是铁离子污染,形成氧化膜,提供防腐蚀性能。
结语:复合板压力容器,较相同规格的、使用纯复层材料制作的压力容器,价格便宜, 在满足使用要求的情况下,用户常采用前者。但对于生产厂家则情况不同,一方面复合板规格型号少,常需要外协复合加工,延长了制造周期,且加工制造难度大。
按上述要求制造的复合板压力容器质量稳定,实际使用中没有出现过问题 ,可为复合板压力容器制造者提供借鉴。
相关参考
摘要:文章首先分析了复合钢板压力容器生产前的准备工作,并对加工过程中所应用到的各项技术方法和安全措施进行探讨,总结出加工中的注意事项,避免在加工制造过程中,有影响到复合板材料质量安全的问题出现。关键词...
摘要:文章首先分析了复合钢板压力容器生产前的准备工作,并对加工过程中所应用到的各项技术方法和安全措施进行探讨,总结出加工中的注意事项,避免在加工制造过程中,有影响到复合板材料质量安全的问题出现。关键词...
...金广泛运用在该领域,但中厚板受材料厚度、折弯工艺、焊接工序等的影响很大,通常会在成形后出现缺口相对较大的现象,导致焊接变形随之增大,从而无法保证零件的尺寸和形位公差,甚至焊接的缺陷给产品的外观质量带来...
焊条电弧焊的焊接工艺有哪些(板厚为6mm的0Cr18Ni9钢板采用焊条电弧焊的焊接工艺)
绪论机械工业是为所有的工业,农业,国防以及交通运输业提供机器和装备的工业。在实现我国四个现代化的过程中,必须贯彻党的总路线精神,不断解决自行设和制造效能高、寿命长、重量轻、体积小、容量天、成本低的机器...
焊条电弧焊的焊接工艺有哪些(板厚为6mm的0Cr18Ni9钢板采用焊条电弧焊的焊接工艺)
绪论机械工业是为所有的工业,农业,国防以及交通运输业提供机器和装备的工业。在实现我国四个现代化的过程中,必须贯彻党的总路线精神,不断解决自行设和制造效能高、寿命长、重量轻、体积小、容量天、成本低的机器...
一、焊接接头的种类及接头型式焊接中,由于焊件的厚度、结构及使用条件的不同,其接头型式及坡口形式也不同。焊接接头型式有:对接接头、T形接头、角接接头及搭接接头等。(一)对接接头两件表面构成大于或等于135°,小...
一、焊接接头的种类及接头型式焊接中,由于焊件的厚度、结构及使用条件的不同,其接头型式及坡口形式也不同。焊接接头型式有:对接接头、T形接头、角接接头及搭接接头等。(一)对接接头两件表面构成大于或等于135°,小...
一、焊接接头的种类及接头型式焊接中,由于焊件的厚度、结构及使用条件的不同,其接头型式及坡口形式也不同。焊接接头型式有:对接接头、T形接头、角接接头及搭接接头等。(一)对接接头两件表面构成大于或等于135°,小...
一、焊接接头的种类及接头型式焊接中,由于焊件的厚度、结构及使用条件的不同,其接头型式及坡口形式也不同。焊接接头型式有:对接接头、T形接头、角接接头及搭接接头等。(一)对接接头两件表面构成大于或等于135°,小...
...、煤炭机械、铁路机车、建筑机械、机床、风电、锅炉及压力容器、钢结构、造船和桥梁制造等大型结构件。 一般来说,钢板按厚度的不同可以分为薄板、中板和厚板,厚度≤4.5mm为薄板,4.5mm<厚度≤20mm的钢板为中板,20mm...