焊接模具工装设计(异形组焊零件数控加工工装设计与改进)
Posted
篇首语:少年安得长少年,海波尚变为桑田。本文由小常识网(cha138.com)小编为大家整理,主要介绍了焊接模具工装设计(异形组焊零件数控加工工装设计与改进)相关的知识,希望对你有一定的参考价值。
焊接模具工装设计(异形组焊零件数控加工工装设计与改进)
生产实践中,许多零件是由多个部分组焊,再经机械加工而成,而这些零件组焊后往往形状不规则,在实际加工中会出现定位基准不易确定,找正、装夹困难的情况。
蓄能器本体就是一种典型的组焊异形零件。本文通过分析该产品的零件结构及加工难点,制定加工工艺流程,确定加工方案,通过加工顺序工艺流程的优化、生产设备的合理选用、加工工序的对比、工装的设计以及加工中工装设计的改进,达到一次性保证零部件所有加工要素、尺寸精度和几何公差的要求。
1
零件结构介绍及加工难点分析
(1)零件结构。蓄能器本体由导向筒、左支撑板、右支撑板和支耳4部分组焊而成,其外形与飞机相似,如图1所示。
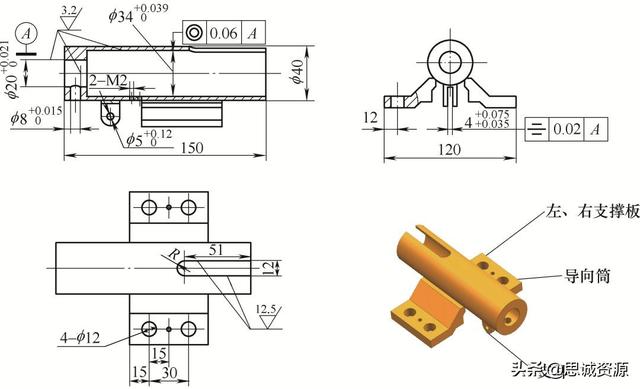
图1 蓄能器本体结构
底部支耳为“前轮”,左、右支撑板为两“侧翼”,中间导向筒回转部分为“机身”。导向筒为台阶式薄壁空心杆,长度150mm,外圆直径40mm,内孔直径34mm。左、右支撑板分别焊接在导向筒两侧且间距尺寸为120mm,支耳焊接在导向筒回转体正中间。
(2)加工难点。蓄能器本体为手工组焊件,焊接过程中各组件定位偏差较大,焊后存在焊接变形,且该件组焊完成后需进行表面喷砂处理,喷砂处理后产品表面粗糙度增大,导致机械加工过程中出现定位基准不易确定、找正和装夹困难的问题,很难保证尺寸加工精度和几何公差要求。
根据设计要求,如图1所示,在回转体0°、90°和180°方向分别都有加工要素,其中在支耳方向加工要素居多,且关键尺寸较为集中,因此将支耳设为0°方向。导向筒回转部分180°方向设计有长51mm、宽12mm槽,支耳处加工通槽宽为4(+0.075, +0.035)mm,在保留焊缝的前提下加工完成支耳外形,保证支耳厚度为12mm,并制成孔φ8(+0.015,0)mm和2M2螺纹通孔,保证孔φ8(+0.015,0)mm、支耳通槽宽为4(+0.075,+0.035)mm且对称度为0.02mm;在90°方向支耳侧面进行孔φ5(+0.012,0)mm加工,并确保与孔φ8(+0.015,0)mm尺寸26±0.1mm和导向筒中心位置32mm,并在左、右斜板处加工制成4M5、4φ12mm孔,保证相关位置尺寸65.5mm、45mm和45mm。
由于该零件支耳、孔φ8(+0.015,0)mm、2M2螺纹通孔要与杠杆、锁轴、锁轴销和销轴组装后进行灵活可靠运动,要求无卡滞现象,如图2所示,所以图1中支耳外形12mm、槽4(+0.075,+0.035)mm、φ8(+0.015,0)mm和2M2螺纹通孔、支耳侧面孔φ5(+0.012,0)mm成为该产品的加工难点。
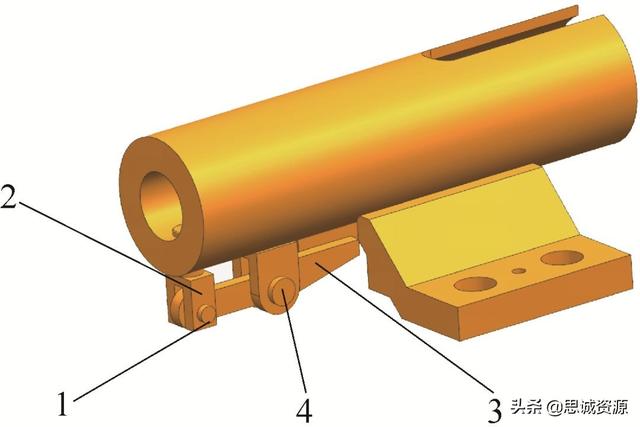
图2 蓄能器装配示意
1.锁轴销 2.锁轴 3.杠杆 4.销轴
2
制定加工工艺流程及确定加工方案
因该零件在回转体多个方向有加工要素,且加工要素分散在四个组焊件中,必须合理安排加工流程,结合实际加工经验和该产品复杂结构,确定加工工艺流程。
(1)加工顺序。0°方向为第一加工点(加工支耳厚度12mm、支耳通槽宽4(+0.075,+0.035)mm、制成孔φ8(+0.015,0)mm和2M2螺纹通孔、制成左和右斜板处4M5孔以及4φ12mm孔),90°方向为第二加工点(加工支耳侧面孔φ5(+0.012,0)mm,并确保与孔φ8(+0.015,0)mm、尺寸26±0.1mm和导向筒中心位置32mm尺寸要求),180°方向为第三加工点(长51mm、宽12mm环形槽)。
(2)加工方案。加工方案1:选用三轴立式加工中心,使用通用夹具平口钳作为夹具进行定位装夹,按上述加工顺序进行加工。用平口钳夹紧两端面,并在左、右斜板下端放置两个千斤顶作为辅助支撑进行加工。该种加工方案在实施后,其0°方向的多个关键加工要素无法保证尺寸精度及几何公差要求,导致与之配合的其他零部件无法正常使用,同时工步分散加工,需要多次找正、装夹零件,辅助时间浪费多、没有遵循基准统一原则,造成产品报废率较高,所以该方案不可行。
加工方案2:数控加工中心本身是一种功能较全的数控机床,它可以把铣削、镗削、钻削和攻螺纹等加工集中在一台设备上,一次装夹可以实现多工序集中加工,减少多次装夹带来的误差,利用加工中心“多工序集中”的优势,结合加工方案1的经验和方法改变加工思路,将数控“柔性化”思想引用到实际生产中。本加工方案选用立式四轴加工中心,制作台阶式心轴,利用上道工序已加工完成的导向筒内孔为定位基准,采用“一夹一顶法”,并在左、右支撑板下用千斤顶做辅助支撑,增强刚性,保证进行一次装夹满足回转部分所有加工要素,该加工方法装夹次数少,更有利于保证各表面间的位置精度,能够极大地减少辅助时间的浪费,从而大幅提高生产效率。
3
工装设计及使用中的改良
(1)工装设计。结合零件结构特点制作台阶式心轴,如图3所示。该工装包括夹紧部分、定位部分、配合部分、锁紧部分及顶尖辅助部分。该工装在制作时需保证一次加工完成,因为零件组焊、外形喷砂过后本身没有基准,工装做好后,将零件与工装配合装夹好,要在工装上作为Y方向的基准点来进行对刀。该工装在车削过程中圆柱度、同轴度需保证在0.02mm以内,其尺寸精度与零件导向筒内孔尺寸控制在间隙配合为最佳,表面粗糙度值控制在Ra=3.2μm以下。
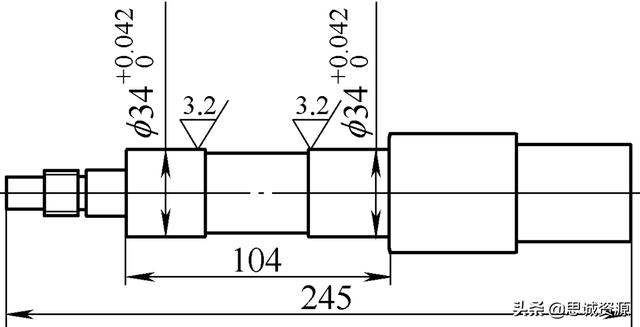
图3 台阶式心轴示意
(2)工装使用中的改良。在该加工方案实施后,满足了加工要素的要求,尺寸精度和几何公差得到了有效保证,但在批量加工中,由于0°方向2M2螺纹孔、φ8(+0.015,0)mm孔和180°方向长51mm、宽12mm的环形槽为通孔、通槽,所以在加工时会切削到工装表面,这样极大地损坏了工装的刚性、使用寿命,同时导致其表面粗糙度增大,产生毛刺,在与导向筒配合时严重划伤导向筒内孔,工装在使用中报废率增大,需要一直重复制作工装,极大地增加了工作量。所以在加工完第一件零件后,在工装的定位部分铣削一个90°定位面,如图4所示,将此平面作为90°方向的基准,在每次装夹时用弯尺靠平该基准面,工装便可以避免零件在加工中出现圆周方向不同程度的切削损坏,达到重复使用的效果。
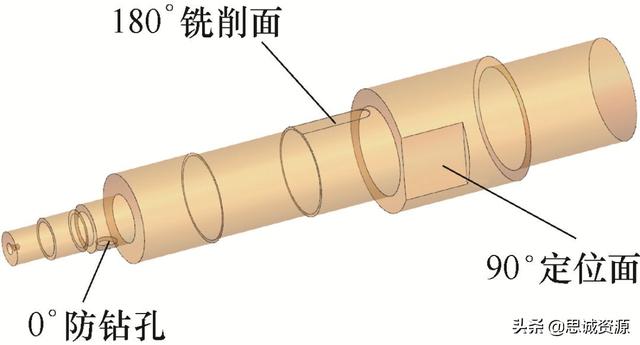
图4心轴改进示意
4
使用工装后的效果
综合上述两种加工方案的实施和对比,采用方案一时工步分散加工需要多次找正、装夹零件,辅助时间多、生产周期较长,50件产品需要6个工作日来完成,且报废率高达60%。采用方案二时使用心轴工装进行“一夹一顶”法加工,一次装夹满足所有加工要素的要求,装夹次数少、能够极大地减少辅助时间的浪费,从而更有利于保证各表面间的位置精度,50件产品需要3个工作日完成,生产效率提高50%,产品合格率高达100%。
5
结语
本文针对异形管类组焊零件的特殊形状和复杂结构,在加工时装夹和找正难度大,无法满足高精度、高质量设计要求的问题,通过设计心轴工装,有效地解决了实际加工中的生产瓶颈,产品质量有效提高,生产效率大幅提升。同时,该心轴为类似产品的加工寻找了有效的加工思路,成为四轴加工中心“一夹一顶”法的重要工装。
相关参考
数控冲床模具修模工装(工装夹具的设计手册,机械设计工程师推荐资料)
需要下载本期资料电子稿的知友,请点击小编头像私信回复“012”即可获取下载方式。工装夹具设计一般是在零件的机械加工工艺过程制订之后按照某一工序的具体要求进行的。制订工艺过程,应充分考虑夹具实现的可能性,而...
焊接工装夹具有哪些(加工精度不稳定?那是你不懂特殊工装夹具,这些设计要点值得拥有)
工装夹具设计一般是在零件的机械加工工艺过程制订之后按照某一工序的具体要求进行的。制订工艺过程,应充分考虑夹具实现的可能性,而设计工装夹具时,如确有必要也可以对工艺过程提出修改意见。工装夹具的设计质量的...
焊接工装夹具有哪些(加工精度不稳定?那是你不懂特殊工装夹具,这些设计要点值得拥有)
工装夹具设计一般是在零件的机械加工工艺过程制订之后按照某一工序的具体要求进行的。制订工艺过程,应充分考虑夹具实现的可能性,而设计工装夹具时,如确有必要也可以对工艺过程提出修改意见。工装夹具的设计质量的...
焊接夹具上夹具(总结了一些工装夹具的设计要点,看看你都知道多少?)
工装夹具一般是在零件的机械加工工艺过程制订好了之后,按照某些工序的具体要求进行专项设计的。制订工艺的过程中,应充分考虑夹具实现的可能性,从而在设计工装夹具时,如有必要也可以对工艺过程提出修改意见。工装...
焊接夹具上夹具(总结了一些工装夹具的设计要点,看看你都知道多少?)
工装夹具一般是在零件的机械加工工艺过程制订好了之后,按照某些工序的具体要求进行专项设计的。制订工艺的过程中,应充分考虑夹具实现的可能性,从而在设计工装夹具时,如有必要也可以对工艺过程提出修改意见。工装...
工装夹具设计一般是在零件的机械加工工艺过程制订之后按照某一工序的具体要求进行的。制订工艺过程,应充分考虑夹具实现的可能性,而设计工装夹具时,如确有必要也可以对工艺过程提出修改意见。工装夹具的设计质量...
前言今天为大家分享一篇关于薄壁铝合金检具加工柔性工装夹具的设计推送。在汽车主模型检具中,许多零件属于大型铝合金复杂薄壁结构件,厚度远小于长宽尺寸,薄壁整体结构件材料切除率高达90%以上,平均厚度4mm,局部区...
前言今天为大家分享一篇关于薄壁铝合金检具加工柔性工装夹具的设计推送。在汽车主模型检具中,许多零件属于大型铝合金复杂薄壁结构件,厚度远小于长宽尺寸,薄壁整体结构件材料切除率高达90%以上,平均厚度4mm,局部区...
工装夹具设计一般是在零件的机械加工工艺过程制订之后按照某一工序的具体要求进行的。制订工艺过程,应充分考虑夹具实现的可能性,而设计工装夹具时,如确有必要也可以对工艺过程提出修改意见。工装夹具的设计质量...
工装夹具设计一般是在零件的机械加工工艺过程制订之后按照某一工序的具体要求进行的。制订工艺过程,应充分考虑夹具实现的可能性,而设计工装夹具时,如确有必要也可以对工艺过程提出修改意见。工装夹具的设计质量的...