焊接探索(白津生:铸铁、碳钢水下焊,再向“不可能”挑战)
Posted
篇首语:少年乘勇气,百战过乌孙。本文由小常识网(cha138.com)小编为大家整理,主要介绍了焊接探索(白津生:铸铁、碳钢水下焊,再向“不可能”挑战)相关的知识,希望对你有一定的参考价值。
焊接探索(白津生:铸铁、碳钢水下焊,再向“不可能”挑战)
摘自探索焊接王国(二)
美国墨西哥湾油田发生重大井喷事故,污染了大面积海域;造成了巨大的经济损失。最后,不得已采取措施将油井掩盖处理掉。
我在当时居安思危:如果我负责现场抢险救灾怎么办?
1.事故现场卫星定位,
2.将破损的油管截断,
3.准备一根内径大于破损油管外径的套管,
4.套管上端焊接打开的阀门,
5.阀门上端焊接输油软连接管,
6.直升机吊装套管,
7.用雷达声纳校正水下套管与破损油管的位置,将其进行套接;
8.套管插入破损油管后,用软连接管将喷出的原油引导入油轮的油舱内,减少对海洋的污染;
9.套管插入破损油管实施仰脸焊接,因为流体运动,焊缝处形成负压,有利于仰脸焊接;
10.破损油管+阀门修复后,将阀门关闭;
11.将连接软管撤离,
12.按善后处理,随心所欲地进行下一步工作……
有人提出:在水下碳钢焊接还可以,水下铸铁怎么焊接?
答复如下:铸铁是由铁、碳和硅组成的合金。它比碳钢含有较多硫、磷等杂质元素,是一种含碳量很高的合金。在焊接过程中,因被熔化的铁水需要重新冷却凝固。又因铸铁的含碳量高,如果冷却速度快,铸铁中的碳会形成非常脆的渗碳体,而不是原先的石墨组织;从而使铸铁变硬发脆,使焊接操作也变得更困难了。
众所周知:现在,我们焊接铸铁的方法虽然有很多;可是它的焊接性与碳钢相比就差得很远了。大家在生产车间里焊接铸铁即便采用了“焊前预热”、“焊后缓冷”、“锤击减应”等工艺方法,有时还会因为焊接操作困难;出现未熔合、夹渣、气孔、裂纹等焊接缺陷。自铸铁件产生以来,我就不断地向各种类型的铸铁焊接“不可能”的难题发起了“挑战”。
在陆地上焊接铸铁都这么困难,在水下焊接铸铁就更加难上加难了。有些人认为在“水下焊接铸铁”是“不可能”的!是“天方夜潭”!是“异想天开”!
确实,“水下铸铁焊接”面对着:
1.在水下焊接设备需要上升特性的焊接电源,
2.在水下“焊前预热”、“焊后缓冷”、“锤击减应”等焊接工艺方法很难实施,
3.在水下的焊条要经得起浸泡、焊接时焊药不能脱落,
4.在水下焊接,由于焊接电弧产生大量的气泡;耳朵听不清电弧的燃烧声和电弧熔滴的下落声,眼睛也看不清焊接熔池和焊缝的成型。
面对着水下铸铁焊接“不可能”的难题,我对其进行了“挑战”和“攻击”。


水中铸铁与碳钢的电弧熔焊
1.向传统理论挑战:不靠高电压、高频、强脉冲引燃焊接电弧,而是“打破常规”磨尖焊条端部进行“尖端放电” 引燃焊接电弧;
2.向传统工艺挑战:不靠“焊前预热”、“焊后缓冷”、“锤击减应”等焊接工艺,而是“另辟蹊径”采用了“脉冲电流”、“交直流叠加”和“断续焊接”方法;这样做,还可以提高水下焊接操作时的视觉效果;
3.向传统焊条挑战:“灵机一动”对传统的电焊条进行改进,在焊条外层涂敷绝缘层和防水层,进行了“再制造技术”改进;
4.向传统操作挑战:将陆地上焊接靠眼睛视觉、耳朵听觉操作“扬长避短”改为水下焊接操作主要依靠手的触觉和习惯形成的感觉进行水下焊接操作。
历经反复实验:奋力挑战“水下铸铁与碳钢的焊接”的“不可能”获得了成功。
“天方夜潭”和“异想天开”也成为不容置疑的现实!(百度搜索:天津新闻“岗位达人白津生”视频)
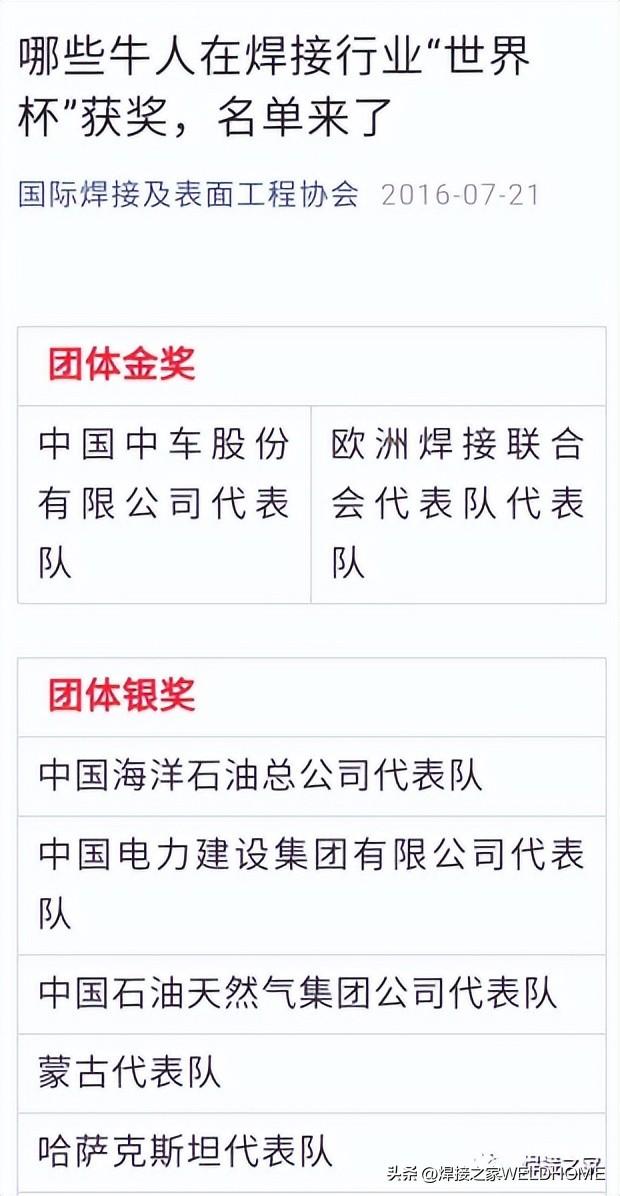
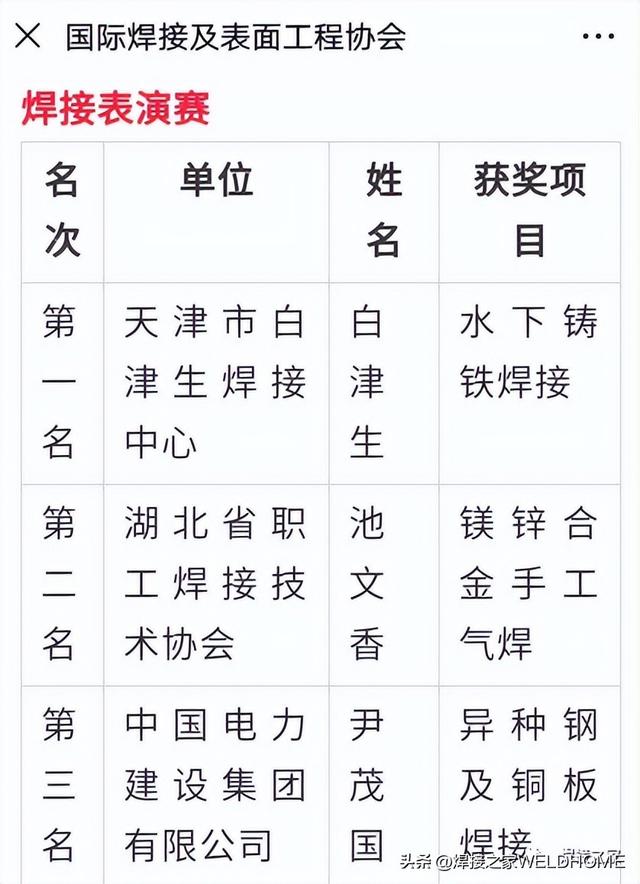
此项目参加了2016(第四届)被誉为“焊接世界杯”的北京“嘉克杯”国际焊接技能大赛,引起了与会者们极大兴趣。国内外各国焊接高手都非常好奇,大家纷纷争先恐后观摩操作。这次国际焊接技能大赛,本人“剑走偏锋”在此国际焊接技能大赛中一举成功,获得了世界第一名。

水下铸铁焊接吸引了国际焊接技能大赛参赛的各国选手

教国际焊接高手水下焊接铸铁

登上“嘉克杯”国际焊接技能大赛领奖台第一名位置上
俄罗斯焊接高手祝贺“世界第一”
我和我的徒弟康连有是首次在国际焊接技能竞赛舞台亮相,在国际焊接技能大赛演示水下铸铁焊接;所有的国内外焊接选手都是第一次见到。特别是看到我们运用脉冲电流手工电弧焊,在水下电弧一闪一闪的连续焊接;非常好奇,争先恐后抢夺焊钳体验水下铸铁焊接;掌握神奇的焊接操作技能。
浣溪沙·水下铸铁焊接
铸铁难焊有原由,
水下焊接愁上愁,
裂纹出现何时休?
再次“挑战不可能”,
水下焊接有多牛,
技能又上一层楼。
相关参考
灰铸铁与碳钢焊接的方法较多,要根据现场条件和焊工掌握的水平来确定。主要的方法有:焊条电弧焊冷焊法、焊条电弧焊热焊法、CO2气体保护焊、钨极氩弧焊、熔化极氩弧焊、等离子弧焊、钎焊、扩散焊等方法。这里介绍的是焊...
普通碳钢材料焊接用什么焊条(灰铸铁与碳钢的焊条电弧焊冷焊法)
灰铸铁与碳钢焊接的方法较多,要根据现场条件和焊工掌握的水平来确定。主要的方法有:焊条电弧焊冷焊法、焊条电弧焊热焊法、CO2气体保护焊、钨极氩弧焊、熔化极氩弧焊、等离子弧焊、钎焊、扩散焊等方法。这里介绍的是焊...
...。合金工具钢含碳量和其它元素较多,为较易淬火资料,焊接时多发作裂纹。这是模具钢本身所要求的资料特性所决定的。另一方面,铸铁本身的延伸率较差,模具焊接时热输入容易引淬硬和开裂,一起易发作气孔,为较难焊接...
...。合金工具钢含碳量和其它元素较多,为较易淬火资料,焊接时多发作裂纹。这是模具钢本身所要求的资料特性所决定的。另一方面,铸铁本身的延伸率较差,模具焊接时热输入容易引淬硬和开裂,一起易发作气孔,为较难焊接...
...有橡胶管、塑料管、石棉水泥管、石墨管、玻璃钢管等。铸铁管:铸铁管是由生铁制成。按其制造方法不同可分为:砂型离心承插直管、连续铸铁直管及砂型铁管。按其所用的材质不同可分为:灰口铁管、球墨铸铁管及高硅铁管...
焊条电弧焊焊接设备(焊条电弧焊的特点 昆明焊工考证 昆明科普学校技能培训)
1.焊条电弧焊的优点(1)工艺灵活、适应性强对于不同的焊接位置、接头形式、焊件厚度的焊缝,只要焊条所能达到的任何位置,均能进行方便的焊接。对一些单件、小件、短的、不规则的空间任意位置的焊缝以及不易实现机械...
焊条电弧焊焊接设备(焊条电弧焊的特点 昆明焊工考证 昆明科普学校技能培训)
1.焊条电弧焊的优点(1)工艺灵活、适应性强对于不同的焊接位置、接头形式、焊件厚度的焊缝,只要焊条所能达到的任何位置,均能进行方便的焊接。对一些单件、小件、短的、不规则的空间任意位置的焊缝以及不易实现机械...
氩弧焊能焊碳钢吗(管道自动焊机氩弧焊和埋弧焊双焊接工艺碳钢自动焊接)
管道自动焊机氩弧焊和埋弧焊双焊接工艺压紧式管道自动焊机,配备两个焊接工艺,氩弧焊和埋弧焊,氩弧焊用于打底,埋弧焊用于盖面。管道自动焊机氩弧焊和埋弧焊双焊接工艺管道自动焊接设备:双焊接工艺管道自动焊机。...
手把焊管道焊接角度图(手工电弧焊焊接低碳钢平板的横位对接焊时的焊接工艺参数)
焊接参数手工电弧焊焊接低碳钢平板的横位对接焊时的焊接工艺参数见下表:(2)操作要点横焊时,熔池金属也有下淌倾向,易使焊缝上边出现咬边,下边出现焊瘤和未熔合等缺陷。因此对不开坡口和开坡口的横焊都要注意选用合...
焊铸铁用什么焊机好(上汽通用五菱:汽车覆盖件铸铁模具焊接修复工艺研究与应用)
...成本,通常采用激光熔覆、金属碳化物扩散覆层(TD)及焊接等方式修复受损模具零件,堆焊是目前模具零件的重要修复手段。受企业生产规模及经济发展水平的制约,国内大部分汽车主机厂和模具制造商并未具零件进行修复,...