焊接性好的材料(干货收藏|焊条型号和牌号)
Posted
篇首语:与天地兮比寿,与日月兮齐光。本文由小常识网(cha138.com)小编为大家整理,主要介绍了焊接性好的材料(干货收藏|焊条型号和牌号)相关的知识,希望对你有一定的参考价值。
焊接性好的材料(干货收藏|焊条型号和牌号)
一、焊条药皮的作用与类型
1、焊条药皮的基本功能:
(1)保护电弧与熔池。药皮比焊芯熔化慢,形成一个套筒,保护金属熔滴顺利地向熔池过渡;同时药皮放出气体和形成熔渣,保护电弧及熔池免受空气的有害作用。熔渣覆盖于熔敷金属表面,也降低了焊缝金属的冷却速度,有利于改善接头性能。
(2)冶金处理。通过冶金反应直到脱氧、脱硫、脱磷等去除杂质作用,同时还对焊缝金属起合金化作用。
(3)赋予焊条良好的焊接工艺性能。使电弧容易引燃,燃烧稳定,减少飞溅,增大熔深,保证焊缝成形等。
(4)满足某些专用焊条的特殊功能。如铁粉焊条药皮内含较多的铁粉,增加了焊条的熔敷系数,提高了焊接生产率。

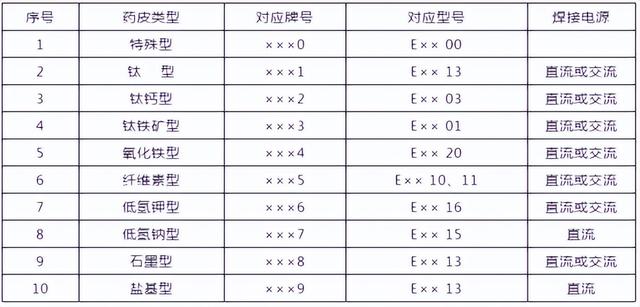
2、焊条药皮的类型:
3、酸性焊条与碱性焊条:
●药皮在焊接时熔化形成熔渣。焊后熔渣为酸性的焊条称为酸性焊条,反之为碱性焊条。
●酸性焊条的缺点:酸性焊条的熔渣组成物以酸性氧化物为主,对焊缝金属有较强的氧化性,致使焊缝金属中合金元素的烧损量较大。同时焊缝金属中氢和氧的含量较高,焊缝金属的力学性能,特别是塑性和韧性较低。
●酸性焊条的优点:对铁锈、油污及水分引起的气孔敏感性小。酸性焊条用交流或直流电源均可焊接。
●碱性焊条的优点:碱性焊条的熔渣组成物以碱性氧化物为主,对焊缝金属的氧化性很小,冶金处理效果好。碱性焊条焊接时,药皮分解出CO2作保护气体,保护气体中氢含量很低,因此用碱性焊条焊成的焊缝金属含氢量低,综合力学性能好,特别是塑性、韧性较高。
●碱性焊条的缺点:对气孔的敏感性较大。
二、焊条统一编号的意义
焊条通常用型号和牌号来反映其主要性能特点及类别。
◇焊条型号是以焊条国家标准为依据、反映焊条主要特性的一种表示方法。
◇焊条牌号是根据焊条的主要用途及性能特点,对焊条产品的具体命名。由焊条厂家制定。
◇我国焊条行业采用统一牌号:属于同一药皮类型、符合相同焊条型号、性能相似的产品统一命名为一个牌号。如J422、J507。
★注意:不管是焊条厂自定的牌号,还是全国焊接材料行业统一牌号,都必须在产品样本或标签、质量证明书上注明该产品是“符合国标”、“相当国标”或不加标注(即与国标不符),以便用户结合产品性能要求,对照标准去选用。
★每种焊条产品只有一个牌号,但多种牌号焊条可同时对应一个型号。如:牌号J507RH和J507R,型号均为E5015-G。
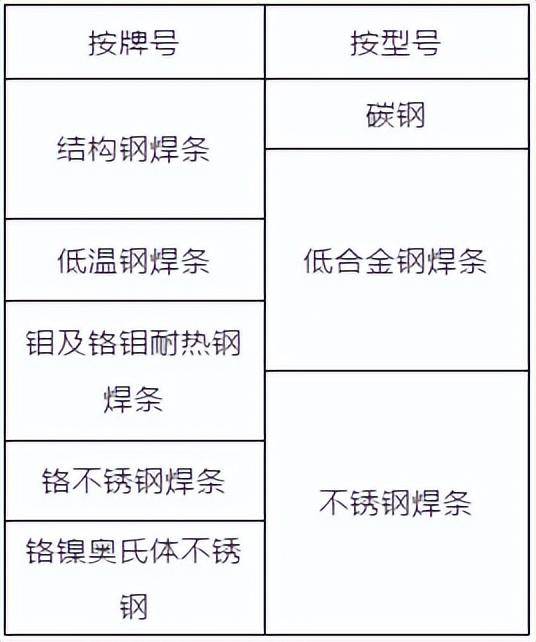
焊条分类对照
三、焊条牌号的表示方法
◆通常用一个汉语拼音字母(或汉字)与三位数字表示。如A302(奥302)、W607(温607)
◆有的焊条牌号在三位数字后面加注后缀字母和/或数字。如J507RH、A022Mo 、J422Fe16
第一位字母:表示焊条种类;
前两位数字:表示熔敷金属强度或合金类型;
第三位数字:表示药皮类型及电流种类;
数字后面的字母和数字:附加合金元素或焊条特性(具有特殊性能和用途)。
■如:G——高韧性焊条;
R——压力容器用焊条;
Fe——高效铁粉焊条:
X——向下立焊用焊条;
H——超低氢焊条;
RH——高韧性超低氢焊条;
四、焊条型号的表示方法
1、碳钢焊条:
●根据GB/T5117-1995《碳钢焊条》标准规定,碳钢焊条型号按熔敷金属的力学性能、药皮类型、焊接位置和焊接电流种类划分。
●碳钢焊条型号的编制方法:
首位字母“E”表示焊条;
前两位数字表示熔敷金属抗拉强度的最小值,单位为kgf/mm2;
第三位数字表示焊条的焊接位置:“0”和“1”表示焊条适用于全位置焊接;“2”表示焊条适用于平焊及平角焊;“4”表示焊条适用于向下立焊。
第三位和第四位数字组合时表示焊接电流种类及药皮类型。
在第四位数字后面附加字母或数字:“R”表示耐吸潮焊条, “M”表示对吸潮和力学性能有特殊规定的焊条, “-1”表示冲击性能有特殊规定的焊条。
■举例:
E4303:43kgf/mm2;全位置;钛钙型;交直流两用。
E5015:50kgf/mm2;全位置;低氢钠型;直流反接。
E5018-1 :50kgf/mm2;全位置;铁粉低氢型;交流或直流反接;-46℃低温冲击保证值 。
2、低合金钢焊条:
●根据GB/T5118-1995《低合金钢焊条》标准规定,低合金钢焊条型号按熔敷金属的力学性能、化学成分、药皮类型、焊接位置和焊接电流种类划分。
●低合金钢焊条型号的编制方法:
首位字母“E”表示焊条;
前两位数字表示熔敷金属抗拉强度的最小值(kgf/mm2);
第三位数字表示焊条的焊接位置:“0”和“1”表示焊条适用于全位置焊接;“2”表示焊条适用于平焊及平角焊。
第三位和第四位数字组合时表示焊接电流种类及药皮类型;
后缀字母为熔敷金属的化学成分分类代号,并以短划“-”与前面分开。若还具有附加化学成分时,附加化学成分直接用元素符号表示,并以短划“-”与前面后缀字母分开。
■如:E5515-B2-V(R317)
对于E50XX-X、E55XX-X、E60XX-X型低氢焊条的熔敷金属化学成分分类后缀字母或附加化学成分后面加字母“R”时,表示耐吸潮焊条。
■举例:
(1)E5015-G(J507RH、J507R等) :50kgf/mm2 (490 MPa);低氢钠型;高韧性(低温冲击保证值);直流反接;全位置焊接 。
(2)E6015-G(J607RH):60kgf/mm2( 610 MPa );低氢钠型;超低氢高韧性;( -40℃低温冲击保证值);直流反接;全位置焊接 。
(3)E5515-C1(W707Ni):低氢钠型;含2.5Ni;55kgf/mm2 (540 MPa);高韧性(-70℃冲击保证值);直流反接;全位置焊接 。
(4)E5515-C2(W907Ni):低氢钠型;含3.5Ni ;55kgf/mm2 (540 MPa);高韧性(-90℃冲击保证值);直流反接;全位置焊接 。
(5)E5515-B1( R207):低氢钠型;0.5Cr-0.5Mo;540 MPa,常温冲击保证值;直流反接;全位置焊接。
(6)E5515-B2(R307):低氢钠型;1Cr-0.5Mo;540 MPa,常温冲击保证值;直流反接;全位置焊接。
(7)E5515-B2-V(R317):低氢钠型;1Cr-0.5Mo-V;540 MPa,常温冲击保证值;直流反接;全位置焊接。
(8)E6015-B3(R407):低氢钠型;2.5Cr-1Mo;590 MPa,常温冲击保证值;直流反接;全位置焊接。
3、不锈钢焊条:
●根据GB/T983-1995《不锈钢焊条》标准规定,不锈钢焊条型号按熔敷金属的化学成分、药皮类型、焊接位置和焊接电流种类划分。
●不锈钢焊条型号的编制方法:
首位字母“E”表示焊条;
“E”后面的数字表示熔敷金属化学成分分类代号,如有特殊要求的化学成分,该化学成分用元素符号表示,放在数字的后面;
短线“-”后面的两数字表示药皮类型、焊接位置及焊接电流种类。“15”表示碱性、钛型或钛钙型药皮,全位置焊接,交流或直流反接;“16”表示碱性药皮、全位置焊接、直流反接;“17”是“16”的变型。
★不锈钢焊条型号与美国、日本等工业发达国家的不锈钢焊条型号相同。
■举例:
(1)E308L-16(A002):钛钙型;超低碳(C≤0.04%);公称成分00-19Cr-10Ni;交流或直流反接(尽可能采用直流电源 );全位置焊接。
(2)E308-15(A107):碱性;低碳(C≤0.08%);公称成分0-19Cr-10Ni ;直流反接;全位置焊接。
(3)E316L-16(A022):钛钙型;超低碳(C≤0.04%);公称成分00-18Cr-12Ni-2Mo;交流或直流反接(尽可能采用直流电源 );全位置焊接。
(4)E316-15(A207):碱性;低碳(C≤0.08%) ;熔敷金属公称成分0-18Cr-12Ni-2Mo;直流反接;全位置焊接。
(5) E347-15(A137):碱性;低碳(C≤0.08%) ;含Nb稳定剂;公称成分0-19Cr-10Ni-Nb ;直流反接;全位置焊接。
(6)E309-15(A307):碱性;含C≤0.15%;公称成分1-23Cr-13Ni;直流反接;全位置焊接。
(7)E310-16(A402):钛钙型;含C= 0.08-0.20%;纯奥氏体组织,公称成分2-26Cr-21Ni;交流或直流反接(尽量采用直流电源 );全位置焊接。
(注:L表示碳含量较低(C≤0.04%);H表示碳含量较高(C> 0.15%))
◆特殊情况:
E5MoV-15(R507):低氢钠型;5Cr-0.5Mo-V;520 MPa
E9Mo-15(R707):低氢钠型;9Cr-1Mo,590 MPa
按牌号:属于珠光体耐热钢(低合金钢)焊条 。按型号:属于不锈钢焊条。GB/T983-1995提出:将放入下次修订的GB/T5118标准中。
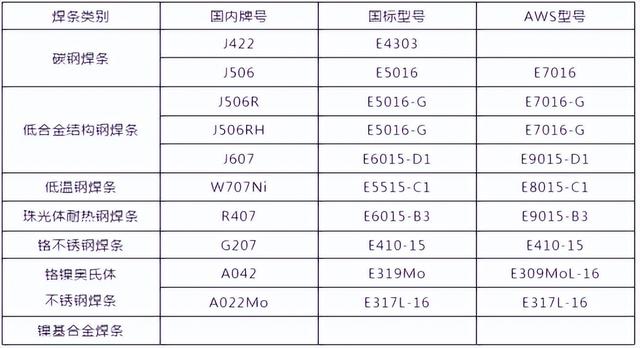
五、国内外牌号、型号对比(举例)
本文来自网络。
相关参考
...同时还对焊缝金属起合金化作用。(3)赋予焊条良好的焊接工艺性能。使电弧容易引燃,燃烧稳定,减少飞溅,增大熔深,
焊条种类规格型号(不锈钢焊条汇总表,适用于材料的范围都在里面)
...,不锈钢焊条型号根据熔敷金属的化学成分、药皮类型、焊接位置及焊接电流种类划分。其型号编制方法是:首字母“E”表示焊条,“E”后面的数字表示熔敷金属化学成分分类代号,如有特殊要求的化学成分,该化学成分用元...
焊条种类规格型号(不锈钢焊条汇总表,适用于材料的范围都在里面)
...,不锈钢焊条型号根据熔敷金属的化学成分、药皮类型、焊接位置及焊接电流种类划分。其型号编制方法是:首字母“E”表示焊条,“E”后面的数字表示熔敷金属化学成分分类代号,如有特殊要求的化学成分,该化学成分用元...
焊条电弧焊的代号是什么(专题四:焊条2---焊条的型号和牌号)
...途焊条:TS(特)二、注释1、CHE507---企业叫法,上海焊联焊接材料有限公司GB/T511
焊条电弧焊的代号是什么(专题四:焊条2---焊条的型号和牌号)
...途焊条:TS(特)二、注释1、CHE507---企业叫法,上海焊联焊接材料有限公司GB/T511
...途、规格几方面介绍。A002钛钙型、可用直流/交流,用于焊接超低碳不锈钢结构,主要规格直径2.5-5.0。A062钛钙型、可用直流/交流,用于石油化工等设备制造,也可用于压力容器结构,主要规格直径2.5-5.0。A102钛钙型、可用直流/...
...途、规格几方面介绍。A002钛钙型、可用直流/交流,用于焊接超低碳不锈钢结构,主要规格直径2.5-5.0。A062钛钙型、可用直流/交流,用于石油化工等设备制造,也可用于压力容器结构,主要规格直径2.5-5.0。A102钛钙型、可用直流/...
普通钢用什么焊条(不锈钢焊条汇总表,适用于材料的范围都在里面)
...,不锈钢焊条型号根据熔敷金属的化学成分、药皮类型、焊接位置及焊接电流种类划分。其型号编制方法是:首字母“E”表示焊条,“E”后面的数字表示熔敷金属化学成分分类代号,如有特殊要求的化学成分,该化学成分用元...
...处已添加小程序,请到今日头条客户端查看)一.钢材及焊接材料1.焊接前必须查明所焊材料的钢号,以便正确地选用相应的焊接材料和确定合适的焊接工艺和热处理工艺。2.钢材必须符合国家标准(或部颁标准、专业技术标准...
...弧焊是利用电弧产生的热量熔化被焊金属的一种手工操作焊接方法。由于它所需的设备简单,操作灵活,对空间不同位置、不同接头形成的焊缝均能方便地进行焊接,因此,目前它仍被广泛使用。手工电弧焊如图所示: 焊接...