焊台烙铁咀(还在玩T12吗?快来看看用WY710高频烙铁主板组装台高性能高频烙铁)
Posted
篇首语:你对人人都喜欢,也就是说,你对人人都漠然。本文由小常识网(cha138.com)小编为大家整理,主要介绍了焊台烙铁咀(还在玩T12吗?快来看看用WY710高频烙铁主板组装台高性能高频烙铁)相关的知识,希望对你有一定的参考价值。
焊台烙铁咀(还在玩T12吗?快来看看用WY710高频烙铁主板组装台高性能高频烙铁)
先放下组装的完成品, 这会是使用的大刀头,焊接铝基板时的状态,功率102W。

边上的是它的哥哥,WY815P,两台放在边上对比WY710我组装出来的成品尺寸。
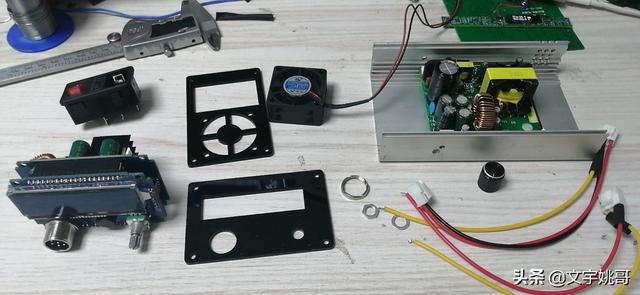
材料清单:
1,WY710 主板 x1。
2,WY-D200 电源板 x1。
3,50*59*145铝壳体 x1。
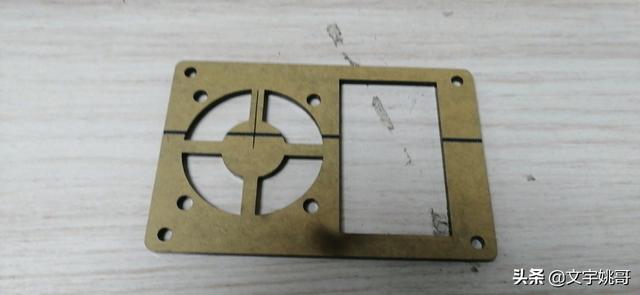
4,黑色 3mm厚亚克力面板+背板 x1。
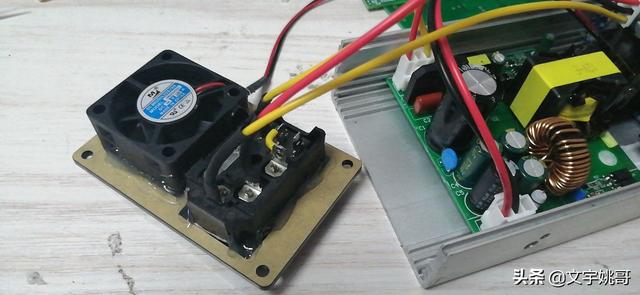
5,12V/0.15A 4015风扇 x1。
6,带开关保险品字插 x1。
7,15*13旋钮帽 x1。
8,HX3.96 3Pin线 x2。
接下来开始组装。
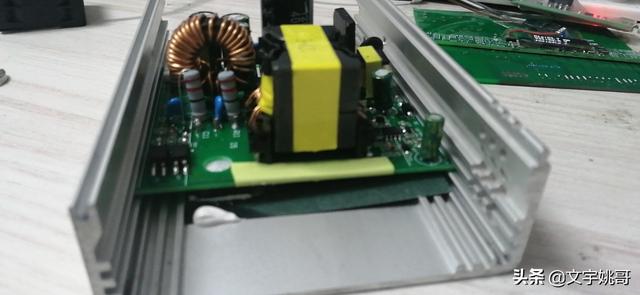
MOS管及整流桥打好硅脂滑入 9059壳的第一卡槽位。

组装面板,也就是拧好面板螺丝完事

插上旋钮帽先。

插好电源线和风扇线

面板下部两颗螺丝先与壳体固定,但不要拧死,让面板可以有间隙可以移动

品字插装上后面板,由于面板为3mm,而品字插的卡位是1.5mm,所以这里需要打胶固定
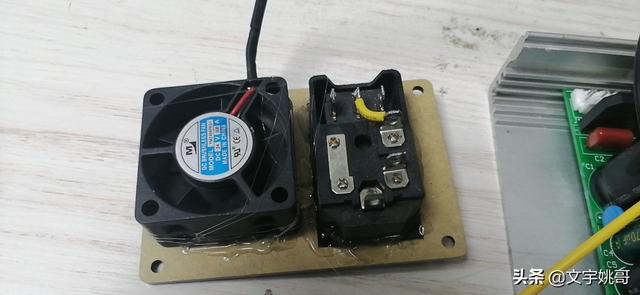
风扇本应该是用螺丝固定 , 我没有合适 长度的螺丝, 也直接打胶固定 , 万能的热熔胶。。
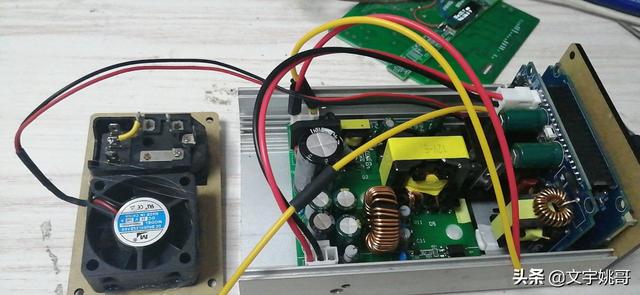
电源线上先套好热缩套管。把烙铁头的等 电位线焊到品字插的接地上去, 另两个连接电源。

套好热缩套管,风枪上。。。

这玩意带的风枪。采用了出风口温度补偿,所见到的温度为出风口距离10mm左右的温度,不是如普通858一样显示的是风筒内的温度。 这意味着, 你可以不需要设定420度去吹板子, 实际上,在使用815P时, 风枪的温度设定350-360度就足够了
坏了, 丢人丢大了,风扇位没有量准备, 差了0.5mm。装上后盖板有错位。
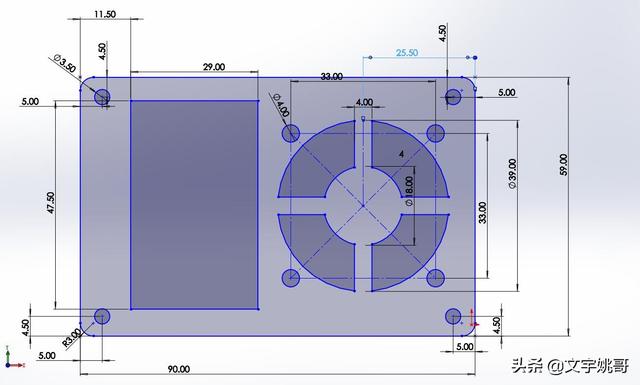
改图。。。

刚才还是华丽丽的, 这会已经全成渣渣了。
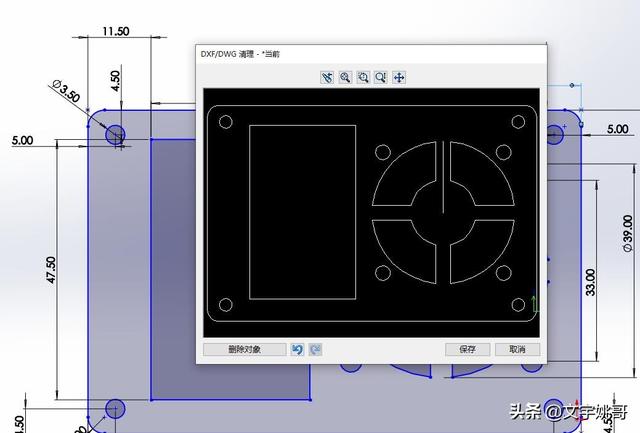
输出Dxf图。激光切割去。。

导入文件
休息会

接根管丢窗外

这视野开阔,开会话就远处瞄一眼
,欺待着有人裸奔
切妥了 继续装
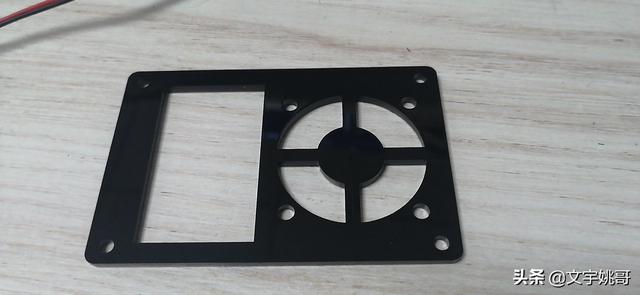
脱了衣服后。。。 果然还是脱了脱衣服好看
还是热熔胶糊上先。

重新焊好线。整理下电线 。
重新焊好线。整理下电线 。

唉。。忘了这玩意 是滑进去的, 。。结果扣不上。

一番操作猛于虎, 一看淘宝两百伍。。
完事。。。

正面

背面
上电, 看个升温功率
 足120W。。
足120W。。
搞定。
来扯扯为啥要用高频。
咱们一般用936或是T12。对于小焊点来讲是,它们是足够用的。 只是对于稍大的焊点,或是需要连续焊接时,936和T12的回温能力就较差。
这方面是结构上决定了的。

看这张图,这是936的发热芯,T12与936相当,相比之下T12的加热丝与烙铁头之间少了空气间隙,从发热丝产生的热传递给烙铁头比936热阻要小一些。同时减小了烙铁头的热容量,所以升温加快了一些。
T12采用了2线制,也就是加热丝同时也是热电偶材料一的部分。简化了接线。
从上图咱们可以看出,T12的热电偶与发热丝更接近,且还包在陶瓷层内。那么当烙铁头接触工件失温后, 热电偶感知温度的变化,会滞后很多, 它是直到陶瓷层失温才能把这个控制温度反馈给控制器,所以, 它的响应速度 就慢了很多。另一方面,当控制器收到反馈后,开始升温,由于热需要经过陶瓷层才传递给烙铁头,造成热阻 较大,也就是发热丝与烙铁头会存在较大温度差。
从功率方面, 936 的 60W 和T12的72W功率较小。也限制了回温能力。
高频烙铁头的解决了附加的陶瓷层的热阻问题, 它相当 于电磁炉,是利用高频感应产生的涡流让烙铁头自身发热,在测温上,高频烙铁头中部有小孔, 热电偶直接顶到小孔里, 直达烙铁头工作面附近,响应速度也就更快。功率方面, 120W的功率更不是936或是T12可以相比的。
比如咱题图的那张图,在家用自己的936刀头或是T12刀头试试,在这样的大面积的铝基本上焊接,看看焊的流动性是不是不太好。有点像豆腐渣一样的感觉 有木有。
而同样的板子,使用高频烙铁就完全没有这个问题。
常见的90W相比120W功率稍差一点,高频的优点在90W上还不能完美的体现。
原本大家组装一台高频焊台,通常是淘宝上去买203的主板, 通常100多块功率还只有90W。现在WY710的功率板,只要58元。
看群友们的神作:
一个拆机电源10块钱,一个710控制板 58块钱, 一支高频烙铁手柄33。这就是它的全部。

相比这下, 这位增加了6块钱成本 , 用了个936的外壳。

这个,群友的电池版本WY710

防水盒版本。。。

二次元的面板版本的。。

防水盒二号版本。。
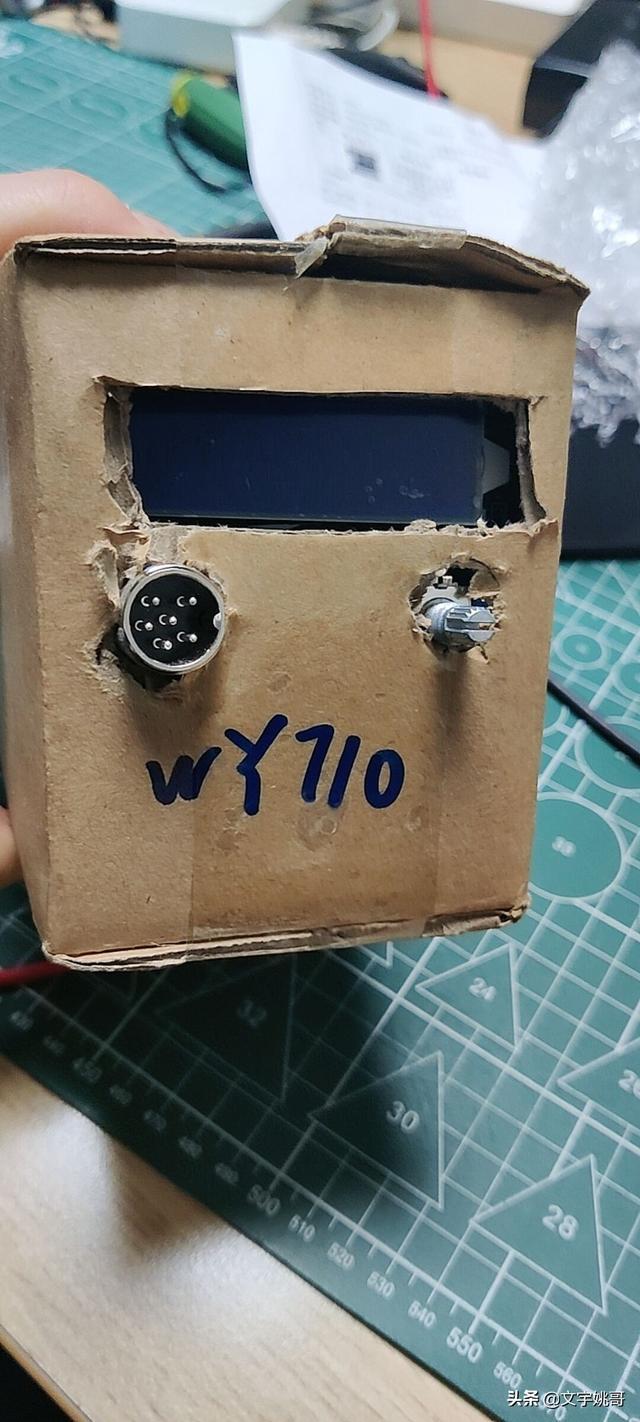
刚打算结贴,又发现一个神组合。。
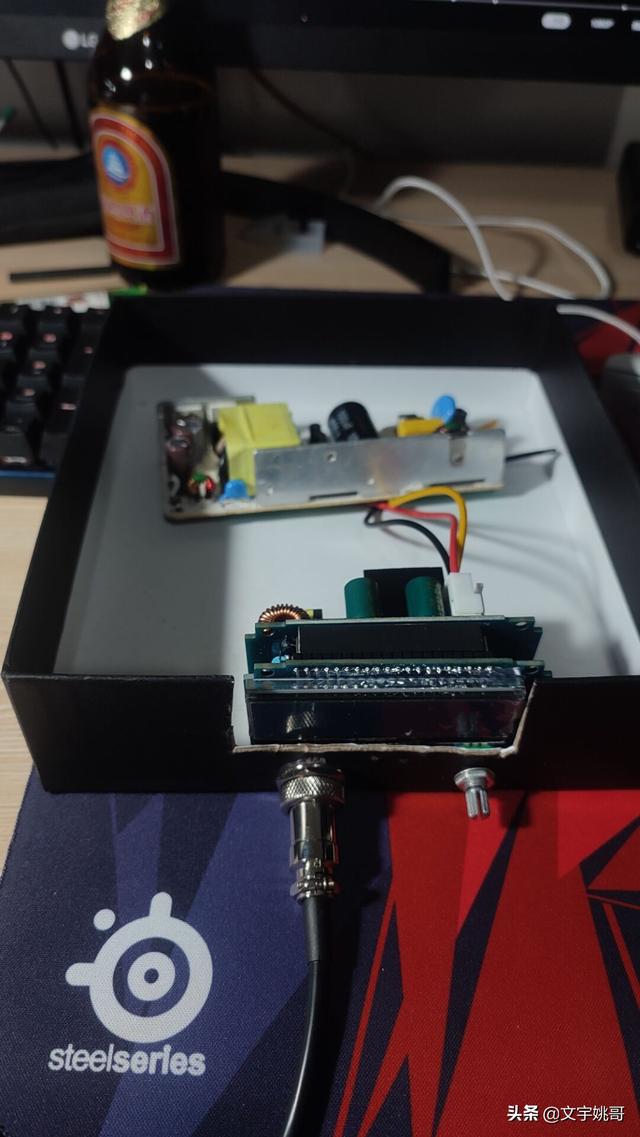
6块钱的电源 ,不要全钱的纸盒。。
对了, 710是隔离设计 , 不用担心开关电源的Y电容问题, 710不同于常规203的设计 , 使用了一只变压器同时实际谐振/隔离和感抗匹配。
来来来 秀出你的作品。
相关参考
感应加热线圈(开源一个极速升温、过冲控制优秀的高频烙铁设计方案)
...家耳熟能详的烙铁有很多种,诸如:黄花,936,T12,高频焊台,JBC,奥科等等。这些设备各有优点。黄花,936,和T12咱先把它抛一边,性能相对较差。咱今天要说的是高频焊台,JBC和奥科高频焊台升温快,耗材便宜,温度稳定性...
教程以rx570的图纸为例,拿它来做范例讲解显卡维修技术。教程尽量做到细致,通俗易懂。广州可倚科技有限公司手机微信同步:15919845156邮箱:pangrixia@163.com教程分为几个个部分:1、工具与仪器的准备与使用2、显卡的元器件识别...
...你的不二选择(可调温且能稳定温度,有单手柄调温型和焊台两种)。需要说明的是,上面的内热式和外热式通常是没有电源开关,插上电就加热,需要冷却就要断电才可以。
...直加热下去,温度越来越高,烙铁头容易氧化。二、恒温焊台为了克服传统电烙铁的缺点,将电烙铁改成了温控烙铁,电压也降到交流电24V,还具有防静电功能。恒温焊台温度控制范围通常为200℃~480℃,常见的型号为936,FX-888,...
...直加热下去,温度越来越高,烙铁头容易氧化。二、恒温焊台为了克服传统电烙铁的缺点,将电烙铁改成了温控烙铁,电压也降到交流电24V,还具有防静电功能。恒温焊台温度控制范围通常为200℃~480℃,常见的型号为936,FX-888,...
...直加热下去,温度越来越高,烙铁头容易氧化。二、恒温焊台为了克服传统电烙铁的缺点,将电烙铁改成了温控烙铁,电压也降到交流电24V,还具有防静电功能。恒温焊台温度控制范围通常为200℃~480℃,常见的型号为936,FX-888,...
...直加热下去,温度越来越高,烙铁头容易氧化。二、恒温焊台为了克服传统电烙铁的缺点,将电烙铁改成了温控烙铁,电压也降到交流电24V,还具有防静电功能。恒温焊台温度控制范围通常为200℃~480℃,常见的型号为936,FX-888,...
焊台型号都什么意思(论焊台如何取代电烙铁,现代技术的成长速度让人叹为观止)
焊台是一种常用于焊接工艺的工具。相较于传统的电焊技术,目前的焊接技术具有效率高、能耗少、回温快、耗材寿命长等优点。目前,技术成熟的焊台已成为焊接电路的必备工具,那么今天我们奈斯利五金工具就为大家比较一...
焊台型号都什么意思(论焊台如何取代电烙铁,现代技术的成长速度让人叹为观止)
焊台是一种常用于焊接工艺的工具。相较于传统的电焊技术,目前的焊接技术具有效率高、能耗少、回温快、耗材寿命长等优点。目前,技术成熟的焊台已成为焊接电路的必备工具,那么今天我们奈斯利五金工具就为大家比较一...
拆焊台使用方法(论焊台如何取代电烙铁,现代技术的成长速度让人叹为观止)
焊台是一种常用于焊接工艺的工具。相较于传统的电焊技术,目前的焊接技术具有效率高、能耗少、回温快、耗材寿命长等优点。目前,技术成熟的焊台已成为焊接电路的必备工具,那么今天我们奈斯利五金工具就为大家比较一...