焊丝(焊工师傅不可不知的不锈钢药芯焊丝的焊接要点及工艺)
Posted
篇首语:鞭打的快马,事找的忙人。本文由小常识网(cha138.com)小编为大家整理,主要介绍了焊丝(焊工师傅不可不知的不锈钢药芯焊丝的焊接要点及工艺)相关的知识,希望对你有一定的参考价值。
焊丝(焊工师傅不可不知的不锈钢药芯焊丝的焊接要点及工艺)

1、操作要点
药芯焊丝焊接的操作方法与实芯焊丝相似,但有一些不同之处,实际操作时要特别注意,否则将会影响焊接质量,造成夹渣等缺陷。
(1)电弧长度要求:电弧长度理想状态是越短越好;
(2)溶孔的形成:采用不锈钢药芯焊丝氩弧焊,要想得到良好根部背面成形焊道,打底焊接时一定要见熔孔,这样就会使充足的熔渣渗透到背面焊道,让背面焊道表面得到完全的保护。假如没有熔孔的形成,熔化的焊渣就无法渗透到背面焊道充当保护,那将导致背面焊道氧化,得不到优质的焊道外观。相反,如果熔孔太大、背面焊道变得太宽、焊道金属过厚、焊缝温度过高使焊道容易氧化,降低了焊接质量,同时也降低了焊接效率。因此,要得到良好的背面焊道,熔孔的大小要准确控制。
(3)送丝操作要点:不锈钢药芯焊丝送丝要点为少量、快节奏填送,而且焊丝头移动的间距要短,快速填送时要特别注意不锈钢药芯焊丝是否充分熔化,一般要保持熔池清晰,用钨极的摆动充分搅拌熔池使焊药完全熔化浮出,并使焊缝熔合良好,否则将会残留夹渣,形成缺陷。经验得出焊道内有夹渣缺陷产生可以从内焊道形状判断出来,如果发现背面焊道有焊刺产生,一般焊缝内有夹渣缺陷产生,可以马上打磨清除缺陷。
(4)接头操作要点:当停弧之后再起弧接头焊接时,最好后退10mm左右起弧,以搭接方式衔接;如果焊道温度仍高时,不必敲除先前焊道之焊渣直接起弧焊接。先前焊道温度如果已经冷却,坡口内的焊渣必须敲掉,而背面焊道焊渣却不可敲掉,因为背面焊道焊渣可以防止背面焊道再起弧时发生氧化。
2 母材与焊丝、焊条的选择
1、母材:不锈钢管,材质为0Cr18Ni9,规格为φ219×6.0mm,执行标准为GB/T 14976-2002.其化学成分见下表2.
表2. 0Cr18Ni9的化学成分
C | Si | Mn | Cr | Ni | S | P |
≤0.07 | ≤1.0 | ≤2.0 | 17.0~19.0 | 8.0~11.0 | ≤0.03 | ≤0.035 |
2、焊丝:焊丝选用牌号为TGF-308L,规格为φ2.5×1000mm,执行标准为GB/T 17853,其化学成分见表3.
表3. 不锈钢药芯焊丝TGF-308L的化学成分
C | Si | Mn | Cr | Ni | S | P | Mo |
≤0.08 | ≤0.65 | 1.0~2.5 | 19.5-22.0 | 9.0~11.0 | ≤0.03 | ≤0.03 | ≤0.75 |
3、焊条:选用北京金威出厂的焊条,牌号为A102,规格为φ3.2mm,其化学成分见表4.
表4. 不锈钢焊条A102的化学成分
C | Si | Mn | Cr | Ni | S | P | Mo | Cu |
≤0.08 | ≤0.90 | 0.5~2.5 | 18.0-21.0 | 9.0~11.0 | ≤0.03 | ≤0.04 | ≤0.75 | ≤0.75 |
3 焊接参数的选择
焊接层数 | 电源特性 | 焊材直径(mm) | 焊接电流(A) | 电弧电压(V) | 氩气流量(L/min) |
1 | 正接 | Φ2.5 | 110~140 | 11~12 | 10~11 |
2 | 反接 | φ3.2 | 80~90 | 22~24 |
4 焊前准备
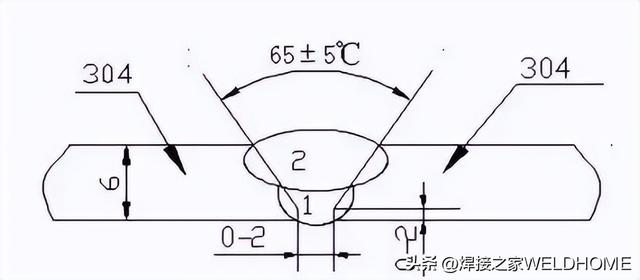
1、坡口形式及要求
坡口型式不容忽视,氩弧焊坡口参数有严格要求。坡口型式见图1
2、焊条的烘干:不锈钢焊条A102烘干温度150℃,烘干30min,保温温度100℃,保温时间60min。
3、坡口两侧的清理:用机械方法清理坡口及其内外面壁20mm内的油、绣、污物等影响焊接质量的杂物。
4、管道组对:管道组对时,坡口角度、间隙、错边、棱角度等应符合相应规范要求。管件内清洁无杂物,内壁齐平,最大错边量不超过壁厚的10%,且不大于2㎜。
5、点固:点固应对称进行,用手工钨极氩弧焊点固,长度为20(mm),点固后认真检查点固质量,若有表面裂纹、气孔、未焊透等缺陷,必须彻底清除。
6、环境保护:下列任一情况禁止施焊:
a、相对湿度>80﹪
b、手工电弧焊时风速:≥8m/s.
c、氩弧焊时≥2m/s.
d、温 度:焊件温度低于5℃.
e、天 气:无防雪,防雨措施的室外作业(在有雨、雪时).现场环境不能满足以上要求时,应采取搭设防护棚,利用烘炉加热提高环境温度,降低空气相对湿度等措施后方可进行焊接施工,在防护棚内放置温、湿度表,方便观察环境温度和湿度。
5、现场焊接
根据选好的材料和焊接参数,做好充分的焊前准备,在现场选择5个焊工同时进行为期1天的焊接,总共焊接规格为φ219×6.0mm的焊口30个。随机在现场对各焊口进行检查拍照,其中一部分如下图所示:

6、焊后检测
1、外观检查:通过外观检查可发现的缺陷有:表面气孔、夹渣、焊穿、咬边、裂纹及其类似的 表面缺陷和焊接接头的表面颜色。检查可用10倍以内的放大镜。检查以前,应在焊缝两侧的20mm宽的范围内去渣清洗,然后沿焊缝两面进行检查。
2、射线探伤:焊缝的射线检测应符合现行行业标准《承压设备无损检测第2 部分射线检测》的规定。
相关参考
毛刺怎么弄出来(焊工师傅不可不知的不锈钢药芯焊丝的焊接要点及工艺)
...电弧长度理想状态是越短越好;(2)溶孔的形成:采用不锈钢药芯焊丝氩弧焊,要想得到良好根部背面成形焊道,打底焊接时一定要见熔孔,这样就会使充足的熔渣渗透到背面焊道,让背面焊道表面得到完全的保护。假如没有...
气体药芯焊丝(不锈钢药芯焊丝5大优点,注意事项及工艺性能,收藏备用)
不锈钢药芯焊丝的特点不绣钢药芯焊丝突显了许多焊接方法的有利特性,例如焊剂部分扮演了与被覆焊条能改善熔填金属化学成分与机械性之功能。生产效率上又有气体保护金属电弧焊及埋弧焊的特点。与实芯焊丝相比有以下优...
...钢结构,包括低碳钢、低合金高强钢、低温钢、耐热钢、不锈钢及耐磨堆焊等。因此,药芯焊丝与实心焊丝相比,应用范围更为广泛。药芯焊丝和实心焊丝的区别1生产效率对于生产效率而言,药芯焊丝采用了连续焊接方式,因...
明弧药芯焊丝(张老师-焊工特种作业理论考试题库-每日一练(13))
401、采用氧气和氩气混合保护气体来焊接低碳钢和低合金钢时,混合气体中的氧的体积分数可达(C)%。A.10B.15C.20402、采用二氧化碳和氩气混合保护气体来焊接时,其焊接工艺特征(A)。A.接近于纯CO2气体保护焊,但飞溅相对...
气保护药芯焊丝(焊接技巧之——不锈钢药芯焊丝打底技巧,超级实用)
在化工行业中,每年都有大量的不锈钢管的焊接,根据“钢结构制造规范”要求采用氩弧焊单面焊双面成型的工艺。目前,在施工过程中最常用的两种工艺为:(1)采用实芯焊丝的钨极氩弧焊;(2)采用药芯焊丝的钨极氩弧焊...
氩弧焊不锈钢焊丝型号规格(看高手如何做到完美的不锈钢药芯焊丝打底?)
多年来不锈钢焊接时背面氧化一直是焊接工艺上一个难以解决的问题。一般情况下焊接时都是采用背面充氩保护,但是当容器较大、管道较长或背面无储气空间时将浪费大量的氩气,且还出现保护效果不好,直接影响焊接质量。...
焊接作为机械工业生产的缝纫机,焊材就是机械工业生产的缝纫线。不同的加工母材,应该选用最具性价比的焊材,才能为企业的效益添砖加瓦!为此,焊接小编今天为各位焊接同仁介绍一些焊材,希望能够给大家借鉴!01药芯...
焊接作为机械工业生产的缝纫机,焊材就是机械工业生产的缝纫线。不同的加工母材,应该选用最具性价比的焊材,才能为企业的效益添砖加瓦!为此,焊接小编今天为各位焊接同仁介绍一些焊材,希望能够给大家借鉴!01药芯...
...:碳钢和低合金钢焊丝、表面硬化和表面合金化用焊丝和不锈钢药芯焊丝。碳钢和低合金钢焊丝又可分为以下几类:二氧化钛气体保护焊丝、碱性气体保护焊丝、金属药芯气体保护焊丝和自保护焊丝。一、二氧化钛气体保护焊丝...
焊条保温箱(2021年焊工(中级)考试技巧及焊工(中级)模拟考试题)
...保护焊,碳钢中厚板仰位T型接头焊接时,选用¢1.2mm药芯焊丝,焊接电压选择范围一般在()。(D)A、15~17VB、17~19VC、19~21VD、21~23V2、【单选题】熔化极药芯焊丝气体保护电弧焊的概念理解有误