热轧薄带用途(热轧板带表面质量缺陷分析,热轧技术(49))
Posted
篇首语:大鹏一日同风起,扶摇直上九万里。本文由小常识网(cha138.com)小编为大家整理,主要介绍了热轧薄带用途(热轧板带表面质量缺陷分析,热轧技术(49))相关的知识,希望对你有一定的参考价值。
热轧薄带用途(热轧板带表面质量缺陷分析,热轧技术(49))
摘 要:随着信息技术的发展,工艺过程和质量管控平台将在热轧生产过程中发挥积极的作用。通过结合数据驱动算法及智能算法,这一平台可以实现轧制过程的精准质量判定、过程参数监控、质量缺陷分析、质量相关设备监控等功能,这些功能为热轧厂实现智能化、少人化、精细化提供了有力的支撑。本文分析了热轧板生产过程中两种最为常见的热轧带钢表面质量缺陷产生的原因,并提出了有关控制办法,从而有效提高了热轧产品的合格率。
近年随着我国钢铁冶金技术的不断发展,各大型钢铁企业不断探索轧钢方向的自主研发技术及应用。目前国内各知名企业在热轧工艺方面已经取得了突飞猛进的发展。对于热轧带钢表面质量缺陷的原因和控制措施,也有了最新的提升策略。目前各企业热轧带钢质量要求一般包括成品规格,平直度,凸度,尺寸等允许的偏差。在卷形质量上包括镰刀弯,局部麻点,塔形等差值。对于热轧带钢的表面质量缺陷包括夹杂,擦划伤,铁皮压入,带钢边缘破损和辊印等。在热轧带钢的实际生产过程中,由于各种质量检测技术不断完善,产品的质量合格率已有了很大的提升,但对于极个别的产品缺陷仍还有很大的提升空间。各企业针对目前存在的热轧带钢缺陷问题,都积极开拓新方式新方法,做到在生产中实时准确控制质量文章,结合目前我公司热轧带钢生产线的工艺及特点,分析了存在于带钢表面质量的几种缺陷问题,并提出了相应的改善措施。
一、热轧生产线的设备特性及生产工艺流程
公司引进的热轧生产线为最常用热轧板坯机组。热轧原料都来自于连铸机提供的定尺寸板坯。通过加热炉对板坯进行加热,使其升温至1200℃左右,然后经过高压水除磷系统,利用高温将接触空气生成的氧化铁皮去除。板坯经过可逆轧机轧制,经过3~7次轧制,通过层流冷却系统使带钢表面温度降温,由高速卷曲机进行卷曲,从而完成整个生产流程。图1为热轧生产线简易工艺流程图。
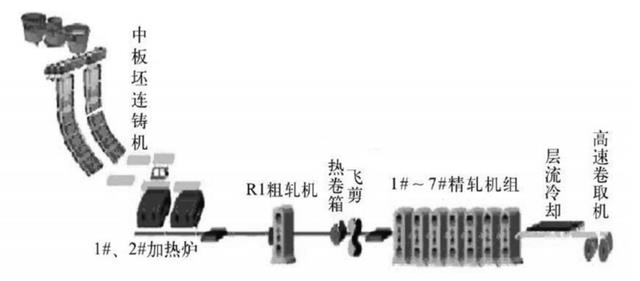
图1生产线工艺流程图
二、带钢质量缺陷分析及控制措施
(一)镰刀弯缺陷的分析及控制措施
1、镰刀弯的产生原因镰刀弯是热轧带钢中最为常见的表面质量缺陷。这种缺陷类型一般都出现在生产机组发生跑偏状态,造成带钢刮钢,严重的会引起生产事故。造成这种缺陷的原因有很多,一般在热轧工艺生产中,现场中的各工艺参数都可能对带钢的生产产生影响,生产环境的因素也可以使带钢冷却不均匀最后出现温度差。原料因素方面,如果板坯在横向上存在差异,也会出现镰刀弯这一现象。设备因素方面,如果驱动电机与操作侧机架刚度差异较大,会造成板坯进入轧辊后出现跑偏,偏离中心线;自动化控制因素如给定参数或控制系统的不当,使得板坯轧制成型后带钢横截面出现楔形缺陷。上述这些因素均会使板坯在轧制时辊系及两侧的受力存在差异和不对称,造成轧辊倾斜,板形尺寸精度发生变化,从而带钢出现镰刀弯。笔者结合我厂的实际生产情况,分析了产生镰刀弯常见的因素。
(1)温度因素。温度因素主要包括以下三个方面:热轧板坯在加热炉中进行加热时,横向受热存在差异,致使板坯驱动侧与操作侧,最终出现温差。在轧制的过程中,如果冷却系统在板坯两侧分布存在差异,也会致使轧辊本身驱动侧与操作侧存在温差。如果在生产过程中,工作轨的刮水板存在漏水状况,也会致使板坯两侧出现温差。
(2)偏移轧制中心线的影响。在热轧板坯轧制中,各种原因造成了板坯偏离中心线,致使两侧的轧制力不均匀,造成带钢在出口厚度出现波动,形成镰刀弯。
(3)楔形量的影响。由于来料厚度的不均匀,或者在操作过程中操作侧与传动侧轧机模数不同,在轧制过程中控制系统出现不同步因素,最后造成两侧厚度不同出现楔形。2、解决办法
(1)在轧制工艺上应严格控制热轧过程中各参数设定。并按设定参数执行,同时确保杂志中炉温加热均匀。一般加热炉中板坯控制横向和纵向温度差值范围在±20℃。
(2)在轧机设备使用上要严格控制轧辊定期更换,严禁出现超负荷或超期限的工作辊使用现象。对磨辊的精确度和磨损情况要及时跟踪记录。正常使用的各类工作辊定期按照修复要求标准进行维护。工作本在使用中轴承座应采用垫片以减小使用时的间隙。避免出现轧制交叉现象。发现工作辊出现严重磨损状况时及时更换,以防止轧辊轴向发生窜动。在生产过程中要定期检查工艺中的冷却系统,确保冷却系统的喷嘴完好无损。对个喷嘴儿出现堵塞现象时,要及时疏通,以保证水量均匀。此外还要及时处理好轧制过程中出现的工作辊刮水板漏水问题,防止由于带钢两侧温度不均匀而出现各种质量缺陷。(3)从电气角度考虑,强化对AGC的监控。对AGC油柱的变化情况密切关注。出现操作侧与传动侧之间的油柱差值明v显时,须马上通过电动压下分开离合器,对单侧调整后使得两侧油柱保持水平一致。
(二)麻面的产生及解决方法
1、麻面的产生原因
(1)在热轧带钢生产过程中的压入氧化铁皮都来自于加热炉中未除净的氧化铁皮。一次氧化铁皮大部分都在加热过程中形成,经过杂志工艺后,在带钢表面形成一个锯齿状水滴。一次氧化铁皮在表面上形成的距离较远,一般出现在钢板的尾部。经过粗扎工艺后表现为黑色微粒。经过除磷工艺后,氧化铁皮飞溅到带钢表面最终轧入。
(2)在热轧生产工艺中,还有一部分麻面是因为二次氧化铁皮轧入而形成的。由于在轧制过程中单位面积作用力较大,薄规格的带钢极容易出现这种现象。二次氧化铁皮一般发生在板坯的第一次除磷之后。二次氧化铁皮引起的表面缺陷,在最终产品质量上形成锯齿形状的水滴或波纹等图案。有时也呈现光滑的水滴或流线型微粒等污点形状。
2、解决办法
(1)加热工艺的改善。优化和制定加热炉操作规程,从而使生成的氧化铁皮在除鳞系统及轧机中容易破碎去除;降低炉内氧化气氛,确保为微氧化环境;实现加热炉分段加热,缩短板坯在均热段的停留时间。
(2)升级除鳞系统。提高粗除鳞设备及工艺性能。对此我厂对除鳞系统进行了改造升级,提高了除鳞机的开口度,并对喷嘴的角度及分布进行了优化,在粗除鳞系统的出口处增设了一套侧喷嘴吹扫装置,并对除鳞泵的流量及压力进行定期检查。此外我们还在除鳞机的入口及出口加设了两条链条,一方面可以起到挡水的作用,另一方面可以机械除鳞。同时,每周对测试板进行除鳞效果检查,对测试板的打击分布及深度进行分析,以调整高压水压力或更换喷嘴。
(3)轧制工艺优化。轧制时,确保粗轧次数,以达到除鳞效果,通常以 3 次以上,第一道精轧应以除鳞为主,不控轧制时,厚度超过20mm的带钢应适当增加轧制除鳞次数。(4)严格执行产品检验标准。加强热板带钢的检验管理,一旦发现存在麻面的带钢,通知相关部门对缺陷部位进行修磨,若麻面面积所占比重较大,则实施抛丸处理,直至检查合格后方能入库。
三、结 语
热轧带钢表面质量是判断钢板整体质量的重要因素之一。然而在实际生产过程中,原料质量、生产工艺及生产设备等因素均可能造成带钢表面形成结疤、麻面、辊印、裂纹、鳞 皮、针眼、刮伤、孔洞等缺陷。不仅对产品的外观产生了影响,而且还会对带钢的疲劳强度、耐磨性能、抗腐蚀性等机械性能造成严重影响。本文重点分析了两种最为常见的热轧带钢表面质量缺陷产生的各种原因,并提出了有关控制办法,从而有效提高了热轧产品表面质量。
摘 要:随着信息技术的发展,工艺过程和质量管控平台将在热轧生产过程中发挥积极的作用。通过结合数据驱动算法及智能算法,这一平台可以实现轧制过程的精准质量判定、过程参数监控、质量缺陷分析、质量相关设备监控等功能,这些功能为热轧厂实现智能化、少人化、精细化提供了有力的支撑。本文分析了热轧板生产过程中两种最为常见的热轧带钢表面质量缺陷产生的原因,并提出了有关控制办法,从而有效提高了热轧产品的合格率。
近年随着我国钢铁冶金技术的不断发展,各大型钢铁企业不断探索轧钢方向的自主研发技术及应用。目前国内各知名企业在热轧工艺方面已经取得了突飞猛进的发展。对于热轧带钢表面质量缺陷的原因和控制措施,也有了最新的提升策略。目前各企业热轧带钢质量要求一般包括成品规格,平直度,凸度,尺寸等允许的偏差。在卷形质量上包括镰刀弯,局部麻点,塔形等差值。对于热轧带钢的表面质量缺陷包括夹杂,擦划伤,铁皮压入,带钢边缘破损和辊印等。在热轧带钢的实际生产过程中,由于各种质量检测技术不断完善,产品的质量合格率已有了很大的提升,但对于极个别的产品缺陷仍还有很大的提升空间。各企业针对目前存在的热轧带钢缺陷问题,都积极开拓新方式新方法,做到在生产中实时准确控制质量文章,结合目前我公司热轧带钢生产线的工艺及特点,分析了存在于带钢表面质量的几种缺陷问题,并提出了相应的改善措施。
一、热轧生产线的设备特性及生产工艺流程
公司引进的热轧生产线为最常用热轧板坯机组。热轧原料都来自于连铸机提供的定尺寸板坯。通过加热炉对板坯进行加热,使其升温至1200℃左右,然后经过高压水除磷系统,利用高温将接触空气生成的氧化铁皮去除。板坯经过可逆轧机轧制,经过3~7次轧制,通过层流冷却系统使带钢表面温度降温,由高速卷曲机进行卷曲,从而完成整个生产流程。图1为热轧生产线简易工艺流程图。
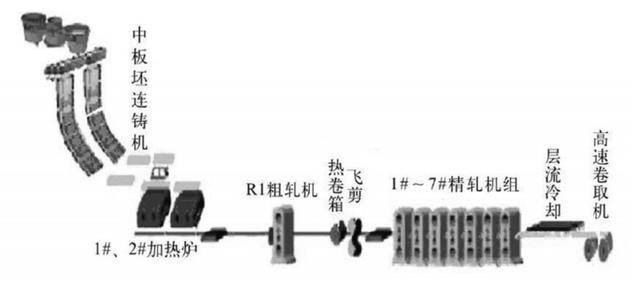
图1生产线工艺流程图
二、带钢质量缺陷分析及控制措施
(一)镰刀弯缺陷的分析及控制措施
1、镰刀弯的产生原因镰刀弯是热轧带钢中最为常见的表面质量缺陷。这种缺陷类型一般都出现在生产机组发生跑偏状态,造成带钢刮钢,严重的会引起生产事故。造成这种缺陷的原因有很多,一般在热轧工艺生产中,现场中的各工艺参数都可能对带钢的生产产生影响,生产环境的因素也可以使带钢冷却不均匀最后出现温度差。原料因素方面,如果板坯在横向上存在差异,也会出现镰刀弯这一现象。设备因素方面,如果驱动电机与操作侧机架刚度差异较大,会造成板坯进入轧辊后出现跑偏,偏离中心线;自动化控制因素如给定参数或控制系统的不当,使得板坯轧制成型后带钢横截面出现楔形缺陷。上述这些因素均会使板坯在轧制时辊系及两侧的受力存在差异和不对称,造成轧辊倾斜,板形尺寸精度发生变化,从而带钢出现镰刀弯。笔者结合我厂的实际生产情况,分析了产生镰刀弯常见的因素。
(1)温度因素。温度因素主要包括以下三个方面:热轧板坯在加热炉中进行加热时,横向受热存在差异,致使板坯驱动侧与操作侧,最终出现温差。在轧制的过程中,如果冷却系统在板坯两侧分布存在差异,也会致使轧辊本身驱动侧与操作侧存在温差。如果在生产过程中,工作轨的刮水板存在漏水状况,也会致使板坯两侧出现温差。
(2)偏移轧制中心线的影响。在热轧板坯轧制中,各种原因造成了板坯偏离中心线,致使两侧的轧制力不均匀,造成带钢在出口厚度出现波动,形成镰刀弯。
(3)楔形量的影响。由于来料厚度的不均匀,或者在操作过程中操作侧与传动侧轧机模数不同,在轧制过程中控制系统出现不同步因素,最后造成两侧厚度不同出现楔形。2、解决办法
(1)在轧制工艺上应严格控制热轧过程中各参数设定。并按设定参数执行,同时确保杂志中炉温加热均匀。一般加热炉中板坯控制横向和纵向温度差值范围在±20℃。
(2)在轧机设备使用上要严格控制轧辊定期更换,严禁出现超负荷或超期限的工作辊使用现象。对磨辊的精确度和磨损情况要及时跟踪记录。正常使用的各类工作辊定期按照修复要求标准进行维护。工作本在使用中轴承座应采用垫片以减小使用时的间隙。避免出现轧制交叉现象。发现工作辊出现严重磨损状况时及时更换,以防止轧辊轴向发生窜动。在生产过程中要定期检查工艺中的冷却系统,确保冷却系统的喷嘴完好无损。对个喷嘴儿出现堵塞现象时,要及时疏通,以保证水量均匀。此外还要及时处理好轧制过程中出现的工作辊刮水板漏水问题,防止由于带钢两侧温度不均匀而出现各种质量缺陷。(3)从电气角度考虑,强化对AGC的监控。对AGC油柱的变化情况密切关注。出现操作侧与传动侧之间的油柱差值明v显时,须马上通过电动压下分开离合器,对单侧调整后使得两侧油柱保持水平一致。
(二)麻面的产生及解决方法
1、麻面的产生原因
(1)在热轧带钢生产过程中的压入氧化铁皮都来自于加热炉中未除净的氧化铁皮。一次氧化铁皮大部分都在加热过程中形成,经过杂志工艺后,在带钢表面形成一个锯齿状水滴。一次氧化铁皮在表面上形成的距离较远,一般出现在钢板的尾部。经过粗扎工艺后表现为黑色微粒。经过除磷工艺后,氧化铁皮飞溅到带钢表面最终轧入。
(2)在热轧生产工艺中,还有一部分麻面是因为二次氧化铁皮轧入而形成的。由于在轧制过程中单位面积作用力较大,薄规格的带钢极容易出现这种现象。二次氧化铁皮一般发生在板坯的第一次除磷之后。二次氧化铁皮引起的表面缺陷,在最终产品质量上形成锯齿形状的水滴或波纹等图案。有时也呈现光滑的水滴或流线型微粒等污点形状。
2、解决办法
(1)加热工艺的改善。优化和制定加热炉操作规程,从而使生成的氧化铁皮在除鳞系统及轧机中容易破碎去除;降低炉内氧化气氛,确保为微氧化环境;实现加热炉分段加热,缩短板坯在均热段的停留时间。
(2)升级除鳞系统。提高粗除鳞设备及工艺性能。对此我厂对除鳞系统进行了改造升级,提高了除鳞机的开口度,并对喷嘴的角度及分布进行了优化,在粗除鳞系统的出口处增设了一套侧喷嘴吹扫装置,并对除鳞泵的流量及压力进行定期检查。此外我们还在除鳞机的入口及出口加设了两条链条,一方面可以起到挡水的作用,另一方面可以机械除鳞。同时,每周对测试板进行除鳞效果检查,对测试板的打击分布及深度进行分析,以调整高压水压力或更换喷嘴。
(3)轧制工艺优化。轧制时,确保粗轧次数,以达到除鳞效果,通常以 3 次以上,第一道精轧应以除鳞为主,不控轧制时,厚度超过20mm的带钢应适当增加轧制除鳞次数。(4)严格执行产品检验标准。加强热板带钢的检验管理,一旦发现存在麻面的带钢,通知相关部门对缺陷部位进行修磨,若麻面面积所占比重较大,则实施抛丸处理,直至检查合格后方能入库。
三、结 语
热轧带钢表面质量是判断钢板整体质量的重要因素之一。然而在实际生产过程中,原料质量、生产工艺及生产设备等因素均可能造成带钢表面形成结疤、麻面、辊印、裂纹、鳞 皮、针眼、刮伤、孔洞等缺陷。不仅对产品的外观产生了影响,而且还会对带钢的疲劳强度、耐磨性能、抗腐蚀性等机械性能造成严重影响。本文重点分析了两种最为常见的热轧带钢表面质量缺陷产生的各种原因,并提出了有关控制办法,从而有效提高了热轧产品表面质量。
更多精彩内容,尽在【云轧钢】公众号
相关参考
...要:随着信息技术的发展,工艺过程和质量管控平台将在热轧生产过程中发挥积极的作用。通过结合数据驱动算法及智能算法,这一平台可以实现轧制过程的精准质量判定、过程参数监控、质量缺陷分析、质量相关设备监控等功...
...要:随着信息技术的发展,工艺过程和质量管控平台将在热轧生产过程中发挥积极的作用。通过结合数据驱动算法及智能算法,这一平台可以实现轧制过程的精准质量判定、过程参数监控、质量缺陷分析、质量相关设备监控等功...
板坯在热送后轧制为热轧抗菌不锈钢卷板,经冷轧后制作冷轧抗菌不锈钢薄板、镀锌等产品,产品质量水平要求较高。一般热轧抗菌不锈钢卷板生产质量较稳定,但偶尔断续有少量的板面夹杂、起皮现象发生,给生产控制和...
板坯在热送后轧制为热轧抗菌不锈钢卷板,经冷轧后制作冷轧抗菌不锈钢薄板、镀锌等产品,产品质量水平要求较高。一般热轧抗菌不锈钢卷板生产质量较稳定,但偶尔断续有少量的板面夹杂、起皮现象发生,给生产控制和...
摘要:四辊板带轧机工作辊辊颈轴承主要承受轧辊凸度调整时所施加的弯辊力以及轧机在运行过程中由于机架衬板磨损、轧辊弯曲、轴承箱变形等原因所产生的轴向力,在实际应用中经常出现辊颈磨损、辊颈轴承损坏甚至辊颈抱...
...且严重影响着成品质量,降低产品成材率。我国目前关于热轧卷板边部黑线缺陷问题的研究相对较少,本文就某钢在4300mm轧机调试中发现的边部黑线裂纹为例,并对其具体形成机理进行了详细分析。(1)不同规格热轧卷板对比...
...且严重影响着成品质量,降低产品成材率。我国目前关于热轧卷板边部黑线缺陷问题的研究相对较少,本文就某钢在4300mm轧机调试中发现的边部黑线裂纹为例,并对其具体形成机理进行了详细分析。(1)不同规格热轧卷板对比...
1前言冷轧厂酸洗线的主要作用是将表面带有铁氧化物的热轧板利用机械及化学溶解的方法,通过去除带钢表面氧化物以得到符合轧制或成品表面质量要求的酸洗板。产品质量是生产企业的立足之本。酸洗工艺是冷轧生产链的首...
1前言冷轧厂酸洗线的主要作用是将表面带有铁氧化物的热轧板利用机械及化学溶解的方法,通过去除带钢表面氧化物以得到符合轧制或成品表面质量要求的酸洗板。产品质量是生产企业的立足之本。酸洗工艺是冷轧生产链的首...
根据不同制作方式来讲,不锈钢板主要分为热轧不锈钢板和冷轧不锈钢板,在此总结下有关热轧不锈钢板的相关使用优势及相应作用。热轧不锈钢板的特点介绍:1、热轧不锈钢板硬度低,加工容易,延展性能好。2、热轧不锈钢板强度...