热轧终轧温度的作用(高速线材轧后控制冷却工艺的分析)
Posted
篇首语:得意犹堪夸世俗,诏黄新湿字如鸦。本文由小常识网(cha138.com)小编为大家整理,主要介绍了热轧终轧温度的作用(高速线材轧后控制冷却工艺的分析)相关的知识,希望对你有一定的参考价值。
热轧终轧温度的作用(高速线材轧后控制冷却工艺的分析)
摘要:介绍了国内外高速线材轧后控冷工艺的典型技术,比较了不同技术的装备和工艺特点,分析了典型钢种的冷却工艺特点及其对产品质量的影响,并提出了一种能满足多钢种要求的新的轧后冷却工艺布置形式。
1、概况
高速线材轧后控制冷却也被称为在线热处理,主要包括精轧机(或减定径机组)后水冷和吐丝机至集卷站间的风冷(含其他冷却形式)。轧后控制冷却的主要目的是获得各种钢种需要的均匀的组织和力学性能,控制通条性能均匀性,减少二次氧化铁皮量,简化二次加工工艺,减少或取消下游拉拔前的退火工艺等。
高速线材轧后控冷的主要工艺有:
(1)国内普遍应用的带“佳灵”装置的斯太尔摩(STELMOR)控制冷却,辊道输送并带有跌落段,可改善线材搭接点性能;
(2)DLP(DirectLeadPatenting)线材在线熔融盐浴直接韧化处理工艺;
(3)在线固溶热处理工艺;
(4)EDC(EasyDrawingConveyerProcess)高 速线材控冷工艺;
(5)喷雾冷却等其他线材生产工艺。国内主要使用的是斯太尔摩控制冷却工艺,其发展趋势是风冷线加长和风机风量加大以适应多种钢种的 生 产 需 求。本文将对国内外代表企业的冷镦钢、预应力钢绞线等品种钢的轧后控制冷却工艺进行分析,以期为国内自主开发新技术提供借鉴。
2、高线轧后控冷工艺的特点
高线在精轧机(或减定径机组)后至吐丝机间的水冷也称为轧后一次水冷,目的是使轧件从终轧温度快速冷却到所需的吐丝温度,控制线材奥氏体的晶粒度和减少氧化铁皮的产生。最高轧件速度达112m/s,通常设置2~3个水箱,采用闭环自动温控系统来控制温度波动,目前采用引进关键设备和水冷模型可以将吐丝温度差值控制在10 ℃左右。通过一次水冷可使线材温度急剧降到750~920 ℃,使轧制后形成的细晶奥氏体组织经急冷后保留下来,为相变提供合适的金相组织和温度条件,也避免了线材在高温状态的停留,减少了二次氧化铁皮的生成。同时考虑到控制线材芯表温差,水箱间(后)设有均温导槽。国内大部分高线轧后控冷工艺的一次水冷工艺基本类似,主要的区别体现在二次风冷上,下面主要就此部分做重点分析。
2.1斯太尔摩控制冷却工艺
斯太尔摩辊式风冷运输线作为 主 要 的 二 次 控制冷却设备,经过多年发展,在国内得到普遍应用,斯太尔摩风冷运输线冷却工艺灵活,可以满足大部分线材的不同冷却速率的要求。斯太尔摩风冷运输线常用的控制冷却方式有标准型和延迟型两种,标准型为在辊道输送的散卷冷却运输线下设若干个风机对运输线上的线圈进行强制风冷,通过调整辊道速度来控制线圈间距,并控制每台风机的风量、开启的风机数量及风量分配来达到一定的冷却速率,以获取要求的产品金相组织。一般标准型的技术参数为:散卷线圈运行速度0.4~2.0m/s,冷却速率5.0~15.0℃/s,适合 高 碳 钢 生 产。延 迟 型 为在标准型基础上增加保温罩,侧墙、底板、保温罩增加绝热材料。盖 上 保 温 罩,停 止 送 风,线 圈 在 输 送机上缓慢运行,在此缓慢冷却过程中完成相变以满足缓冷钢种的冷却要求。保温罩打开、强制送风即可按标准 型 生 产,因 此 适 用 范 围 比 标 准 型 更 广,国内普遍应 用 的 都 是 延 迟 型。通常延迟型的技术参数为:散卷线圈运行速度0.1~2.0m/s,冷却速率为0.4~15.0℃/s,可处理低碳钢、冷镦钢、高碳钢等,都是由1个高度可调的输入段(约4.0m)、一个输出段(约5.2m)及若干个冷却段组成(每段约9.3m)。图 1为典型“摩根”型风冷线布置图。

为适应优质高线的生产需求,应用最广的延迟型斯太尔摩控制冷却工艺和设备也在不断改进,从早期链式发展到辊道式,风量分配、风机数量、风量也不断得到改进,从形式上主要分“摩根型”、“阿希洛型”、“西马克型”、“达涅利型”。但随着摩根公司在风冷线上不断创新及其专利控制,“摩根型”逐渐成为市场 主 流,国内风冷线主要是“摩根型”、国内移植转化型和少量的“达涅利型”,风机布置分为倾斜式和垂直向上型。“达涅利型”主要是垂直型, “摩根型”主要是倾斜式,国内移植转化型中倾斜式和垂直型都有,最近“摩根型”也有了垂直布置设计的。从国内各代表企业代表钢种的实际应用情况来看,高线轧后控制冷却工艺呈现以下发展趋势:
(1)轧后控冷闭环控制,吐丝机温度逐渐降低。引进的优质高线生产线均采用全线闭环冷却系统,如宝钢高线、邢钢5#线、兴澄 特 钢 高 线、南 钢高线、青钢高线等,同时吐丝温度逐步降低,产品性能和均匀性得到提升。
(2)风冷线总长度趋于加长,保温段加长。风冷线长度从70m,逐步到宝钢高线103m, 再到邢钢5#线113m,最近新建高线提升到了130m以上。风 冷 线 对 钢 种 的 适 应 性 不 断 提 升,适用规格和范围更广。
(3)风机台数和风量风压都有增加。风机从早期的6台,风量小于9万,风压 2.0kPa逐步演变到宝钢高线的14台风机,风 量15.4万m³/h,风压3.0kPa,前5段冷却段每段2台风机,后面6段每段1台风机,每段3个保温罩。邢钢5# 线有14台风机,前6台风机风量提升到19.4万m³/h,后8台风量15.4万 m³/h。青钢高线更是将风机风量提升到26万m³/h,风机数量达到18台。最近也有新设计高线将冷却段的风机从每段2台增加到3台。
(4)加大冷却速率,考虑冷气、水雾等提高换热效率的辅助冷却方法。为提高冷却速率,有企业开始尝试采用降低风温、水雾冷却 等 方 式 来 提 高 冷 却 速 率,国 内 鞍 钢 也做过类似改进。
2.2DLP高速线材控冷工艺
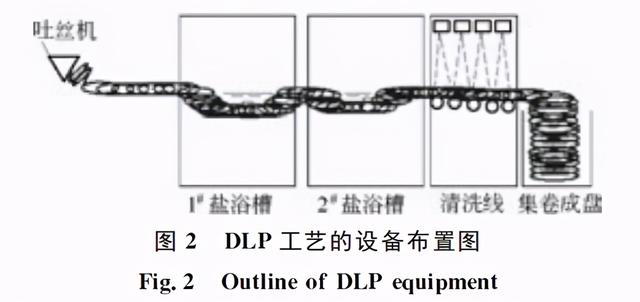
DLP工艺是20世纪末日本君津制铁所和新日铁公司开发的一种高速线材控制冷却工艺。早期为替代铅淬火处理,以节省工时,节约能源,减少铅尘和铅烟对人体与环境的污染,提出了盐浴处理工艺,后来新日铁在此方向取得突破,开发出了DLP新工艺。DLP工艺是在线材吐丝机后利用线材轧制后的余热来进行盐浴处理,以得到与铅淬火基本相同的组织及性能。其大致的工 艺路线如图2所示,线材经吐丝成卷后在800~850℃进入1# 盐浴槽约60s,盐浴槽中盘条移动速度约为20m/min, 采用电加热方式熔融 NaNO3和 KNO3混合盐,线材在槽内迅速冷却到约500℃,以避免奥氏体在高温区转变为粗大的珠光体,然后进入2# 盐 浴 槽,在550℃的温度下完成奥氏体-索氏体转变后进入清洗线,用温水冲洗掉残留在其表面的残盐,最后集卷成盘。
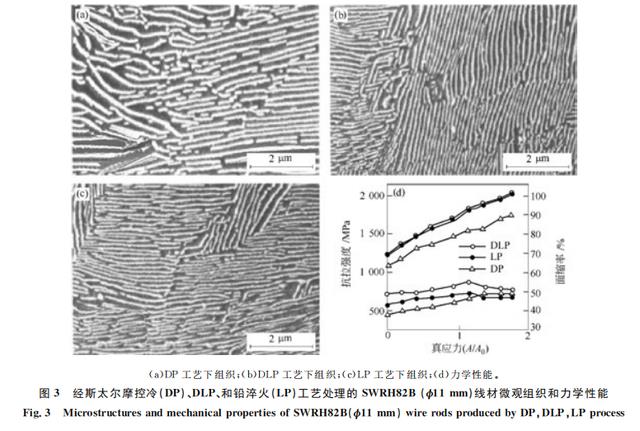
通过 DLP工艺的等温转变过程使线材索氏体比例最大化,一般可达95~98%,而斯太尔摩控冷一般只有80%~92%。在性能方面以及性能的波动性方面,DLP盘条都与铅淬火盘条接近而优于斯太尔摩控冷盘条。检测及研究表明,DLP线材的显微组织是细小的珠光体-索氏体组织,抗拉强度、断面收缩率和扭转次数与经铅淬火拉拔的钢丝基本相同,与传统的斯太尔摩法处理的线材相比,具有强度高、韧性好、性能离散性小等优点,见图3。DLP线材特别适合用来制造预应力钢丝、预应力钢绞线、弹簧钢丝、制绳钢丝等产品。
2.3EDC高速线材控冷工艺
EDC工艺是指热轧线材先经水冷吐丝后散卷浸入热水槽中冷却的在线控制冷却工艺,即散卷热水浴工艺。EDC工艺和DLP 工艺类似,只是采用热水做为冷却介质,最早的EDC工艺采用输送辊道升降摆动来控制线材盘卷从热水中通过,通过水淬达到高的冷却速率以提高索氏体化率,调 整 辊道角度和速度控制盘卷的冷却速率。设备形式上改进为水平可移动框架式布置,将风冷辊道和EDC设施整体移动互换,兼顾斯太尔摩风冷和EDC工艺的优点来满足多钢种的控冷工艺要求。EDC工艺主要是在线强韧化处理,国内在鞍钢高线有实际应用。
2.4在线固溶热处理工艺
在线固溶热处理工艺主要针对不锈钢热处理,主要有3类:
(1)在成卷时或成卷后直接水淬,设备简单,生产成本低,但不能控制最终晶粒度,只能处理奥氏体不锈钢,只能满足部分产品质量标准;
(2)在辊式隧道退火炉中在线固溶处理,热轧线材经吐丝成连续散卷后在隧道炉保温约5min后水冷,设备投资高,可控制最终晶粒度,能处理奥氏体、铁素体不锈钢,产品质量和传统离线固溶处理相当;
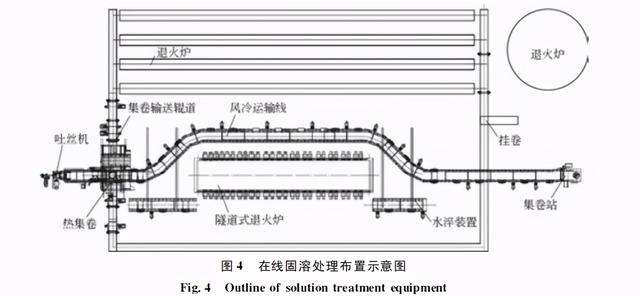
(3)在吐丝后热卷进入退火炉(包括罩式炉、环型炉等)中在线固溶处理,设备投资大,可控制最终晶粒度,能处理所有不锈钢,也适用于冷镦钢产品在线退火,产品质量比传统离线固溶处理好,但盘卷卷形差。在线固溶处理设备布置示意图见图4。
2.5喷雾冷却等其他轧后控冷工艺
喷雾冷却是指热轧线材吐丝后在风冷线上采用风机和水雾来提高热交换效率,加大线材冷却速率的工艺。也有采用次声波产生的高速脉冲气流来冷却线材的,其可加速线材和周围空气的传热而获得高的冷却速率。
3、典型钢种高速线材的轧后控冷工艺
3.1冷镦钢
作为原材料,必须满足客户合格产品的要求并帮助客户减少后续加工工序,降低生产成本。我国2013年冷镦钢用量约680万t,其中40%是高强度冷镦钢。用于制造8.8级形状复杂的螺栓、螺母的钢材需先退火后再拉拔冷镦;制造12.9级紧固件的钢材必须先软化退火、再拉拔、再球化退火、拉拔定尺、最后冷镦。冷镦钢轧后控冷的关键是实现免退火冷镦,日本新日铁和神户公司的此类产品占据领导地位,其推出的在线退火冷镦钢产品,性能达到离线退火的水平。
离线软化退火和球化退火工艺:35K钢线材的离线软化退火需12~15h,SCM435钢线材的离线球化退火需25~40h。结合线材热机轧制工艺术,可以大大缩短在线退火的时间。马钢已开发出部分免退火冷镦钢产品,但和国外相比还有差距,在轧后控冷工艺上还需进一步研究。试验表明:离线软化退火加热到690℃保温40min左右即可达到软化效果,图5为SCM435线材在线退火和离线退火的组织对比。作者认为,在冷镦钢轧后 控 冷工艺上利用热集卷加退火炉工艺可以实现在线热处理达到软化退火效果,通过试验可确定退火时间来控制炉子长度和数量从而实现产量和生产节奏的匹配。

3.2预应力钢绞线等高碳钢
PC钢丝及高 强桥粱用钢等高碳钢,不仅需要在冶炼环节减少夹杂物和控制元素含量,其最终产品组织也至关重要,通常需要良好的拉拔性能和高强度,组织为索氏体组织。为得到这种组织就需要高的冷却速率来减少铁素体的析出,从而得到单一的珠光体组织,同时使珠光体在较低温度范围形成得到索氏体组织。基于此,高强度预应力钢绞线的轧后控冷工艺关键是实现较高的冷却速率,风冷线的前几台风机风量加大、数量增多都是增大冷却速率的有效手段,因此有钢厂采用大风量风机,每段数量从2台增加到3台,取得了较好的效果。增加水雾、增加冷气降低空气温度等能提高热交换效率的方案都是能有效提高冷却速率的方案。DLP 工 艺也是生产高端钢丝及钢绞线的有效工艺,现在最高端的产品就是采用 DLP工艺生产的,日本钢铁企业对此技术严格保密。
4、一种新的冷却工艺布置
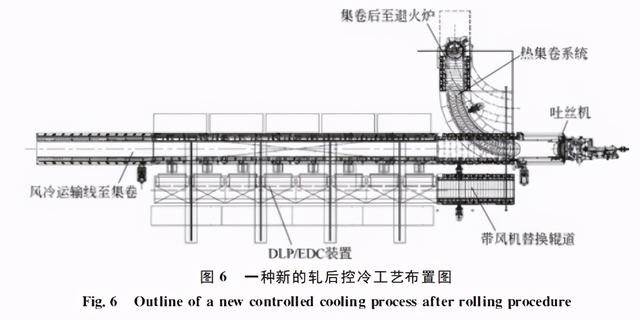
由上述控冷方案和典型钢种的轧后控冷工艺来看,冷镦钢需要缓冷,而高碳需要快冷,斯太尔摩延迟冷却工艺只能满足中低端产品的生产要求,且风机冷却能力受限,加大风机功率又会增加能耗。DLP和 EDC工艺适合高碳钢等拉丝材生产,热集卷工艺适合冷镦钢、不锈钢的生产。通常热集卷布置在风冷线中间,吐丝机出口风冷线输入段后布置热集卷就无法布置风机,因此不适合快冷钢种的生产。为此作者提出一种新的设计方案,即散卷采用转弯辊道输出,在旁边设热集卷,生产快冷钢种时横移带有垂 直 风 机 的 替 换 辊 道 来实现热集卷和快速风冷的结合,见图6。并 且 可 以在后面集成 DLP或 EDC设施,采用整体框架横移替换,可以满足多种钢种的轧后控冷需求。
5、结语
控轧控冷技术是高速线材发展的主要标志,通过引进关键设备和模型,我国在轧线上的控轧控冷已实现温度闭环控制,同时热机轧制工艺得到充分发展,达到或接近国际先进水平;但轧后控冷工艺与国际一流厂家相尚有差距。需重视并加大轧后控冷工艺的研究,由于各钢种需要的工艺不同,轧后控冷也不可能由一种形式满足所有产品生产的需求,应综合考虑,在吸收、消化国内外各工艺特点的基础上走出企业自己的轧后控冷技术之路,以提高产品质量,降低生产成本。
更多精彩内容,尽在【云轧钢】公众号
相关参考
摘要:介绍了国内外高速线材轧后控冷工艺的典型技术,比较了不同技术的装备和工艺特点,分析了典型钢种的冷却工艺特点及其对产品质量的影响,并提出了一种能满足多钢种要求的新的轧后冷却工艺布置形式。1、概况高速...
在热加工过程中,形变终止温度对钢的组织有重要影响,形变终止温度愈高,晶粒聚集长大的倾向性就愈强,所得到的奥氏体晶粒也就愈粗大,因此应尽量降低成材时的形变终止温度,但一般不低于Ar3,即通过控制轧制控制冷却...
摘要:介绍了1780mm热轧不锈钢卷取机的机械构成,重点详述了助卷辊的工艺过程及踏步系统的控制原理、踏步控制液压系统的构成,以及助卷辊跳跃量等因素,为工程调试、问题诊断提供参考。福建1780mm热轧不锈钢轧制工艺设备...
热轧加热炉各段作用(致材料人:各种退火工艺的参数和作用大集合,收藏啦)
退火工艺将金属或合金加热到适当温度,保温一定时间,然后缓慢冷却(一般为随炉冷却),的热处理工艺叫做退火。退火的实质是将钢加热到奥氏体化后进行珠光体转变,退火后的组织是接近平衡后的组织。退火的目的:1)...
热轧加热炉各段作用(致材料人:各种退火工艺的参数和作用大集合,收藏啦)
退火工艺将金属或合金加热到适当温度,保温一定时间,然后缓慢冷却(一般为随炉冷却),的热处理工艺叫做退火。退火的实质是将钢加热到奥氏体化后进行珠光体转变,退火后的组织是接近平衡后的组织。退火的目的:1)...
热轧和冷轧都是型钢或钢板的成形过程,对钢的组织和性能有很大的影响。热轧是钢材的主要轧制工艺,而冷轧仅用于生产小型型钢和薄板。 炼钢工艺:铁水(合金、废料)→排渣(除杂)→电炉精炼(还原硫、磷、硅)→还原...
热轧和冷轧都是型钢或钢板的成形过程,对钢的组织和性能有很大的影响。热轧是钢材的主要轧制工艺,而冷轧仅用于生产小型型钢和薄板。 炼钢工艺:铁水(合金、废料)→排渣(除杂)→电炉精炼(还原硫、磷、硅)→还原...
热轧和冷轧都是型钢或钢板的成形过程,对钢的组织和性能有很大的影响。热轧是钢材的主要轧制工艺,而冷轧仅用于生产小型型钢和薄板。 炼钢工艺:铁水(合金、废料)→排渣(除杂)→电炉精炼(还原硫、磷、硅)→还原...
热轧和冷轧都是型钢或钢板的成形过程,对钢的组织和性能有很大的影响。热轧是钢材的主要轧制工艺,而冷轧仅用于生产小型型钢和薄板。 炼钢工艺:铁水(合金、废料)→排渣(除杂)→电炉精炼(还原硫、磷、硅)→还原...
摘要在过去的几十年里,热轧过程中的热机械控制轧制对提高钢材的机械性能方面发挥了重要作用。精确控制再结晶、相变和应变诱导析出等各种冶金过程,业已成为世界钢铁工业在突破极限,提高钢铁性能的主要目标。因此,...