热疲劳稳定性(高温合金GH3030力学性能及化学成分)
Posted
篇首语:进学致和,行方思远。本文由小常识网(cha138.com)小编为大家整理,主要介绍了热疲劳稳定性(高温合金GH3030力学性能及化学成分)相关的知识,希望对你有一定的参考价值。
热疲劳稳定性(高温合金GH3030力学性能及化学成分)

上海霆钢金属集团有限公司
电阻焊方法起源早,在民用产品中应用广泛。焊接缝纫要求简单,工艺研究创新少;对于航空精密零件多为二类焊缝,要求高,尤其是高温合金。材料应用广泛,工艺研究较少,且为电阻焊工艺要求很高,焊缝内部质量有气孔控制的要求。
GH3030是早期开发的80Ni-20Cr固溶体增强高强度合金。该合金性质温和,化学成分简单,在800℃以下具有良好的耐热性强度和高塑性,以及抗氧化,热疲劳,冷冲压和焊接粘合工艺性能。该合金在固溶处理后是单相奥氏体使用过程中的组织稳定性。主要用于800℃的航空发动机下列涡轮发动机燃烧室部件在运转,并处于1100℃以下其他高温部件要求抗氧化,承受载荷小。 当这些部件通过焊接连接时,对焊缝的内部质量有严格的要求网格,有没有超过一定大小和数量的孔隙或裂缝,特别是在不等厚板(接近1: 2)连接上,容易出现焊接。焊芯偏差和气孔缺陷。基于此,对于GH3030高温不等厚合金缝焊技术研究。
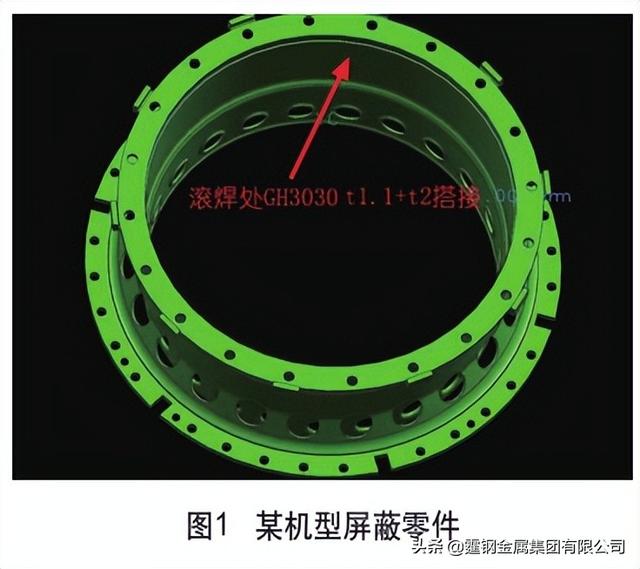
本文以薄板试件为对象,采用典型零件生成器。屏蔽组件(见图1)是生产验证载体,屏蔽组件通过焊接后,经X射线检查,要求孔隙率≤φ0.5毫米,缺陷之间的间隙应> > 5mm,允许的缺陷总数应为200mm≤ 20.研究焊接孔隙率与各种因素(电流、压力、时间、工装卷轴、零件厚度和设备的关系);为解决内部气孔数量和直径超标的问题,探索新的焊接参数,保证零件质量,滚焊消除气体孔加工技术的研究。
上海霆钢金属集团有限公司
测试材料和设备
(1)材料高温合金GH3030板材厚度如下1.1mm和2mm,化学成分见表1。
(2)高温合金GH3030零件的某型发动机发电机的护罩(壁厚2mm)和内环(壁厚1.1mm)。
(3)三相二次整流缝焊机、试验设备B-150-40s、线切割机、低倍显微镜和光学电子显示器微镜。

上海霆钢金属集团有限公司
测试过程
1)焊前清洗:首先采用化学和机械清洗方法除试板和试件表面的氧化膜和油污,用无水酒精清洗干净清洁零件的焊缝。
2)根据原设备的焊接参数,更换为下电极臂。刚性三相二次整流横缝焊机AB-150-40S。在不同厚度板材的分组焊接试验中,卷板的设计采用上部宽度。8mm,宽度7mm以下。焊接参数为:休息时间统一设定。15次循环,匹配焊缝气体的电流、压力、时间等参数根据可变正交试验参数设计原理,表2中显示了总共9组测试参数。焊接每组试件。观察、肉眼检查、x光气孔检查,比较结果找出最好的参数组合。
3)进行单个测试件的屏蔽和内环验证测试。 4)批量正式零件验证。
5)用最佳工艺参数对试板和正式零件进行高倍放大金相分析。

上海霆钢金属集团有限公司
焊接气孔控制的影响分析
对于GH3030不等厚板零件,内部气孔是由切削引起的焊接电流切断后,在熔池凝固过程中,电极压力继续保持。直到块状物凝固到足够的强度。当熔核达到合格的形状时切断焊接电流,熔芯受到电极压力的作用。冷却,小体积熔化堆芯,夹在水冷电极之间,冷却速度高,熔池产生三维拉应力,电极压力随时间和空间变化。其分布和大小与熔池产生的三维拉伸应力不平衡,引起局部熔池随自身应力而变化,从而拉出收缩缺陷。
由于以上原因,在滚焊过程中,很难达到目标内部气孔要求,调整焊接参数,改进焊接工装,调整过程控制流程。解决焊缝焊接内部气孔,不单一为解决气孔问题,调整电阻焊参数时应考虑避免焊接。飞溅是每个参数调整的首要条件和临界点,考虑到焊接该零件的厚板时,还应考虑熔核的尺寸。熔芯偏差的问题,在调整焊接参数时,要兼顾电流、压力、时间、模具辊、零件厚度和设备的相互关系匹配关系。在SM-200焊接设备上,虽然调整试件参数后,原焊接参数可以合格,但零件合格测试很难通过,因为内部气孔和裂纹是必须的要找到焊缝,必须选择随动性能好的电阻焊设备。设备的缠绕问题是影响后续的关键因素。由于跟踪不良,电极压力设置为熔核的裂纹和气体气孔是行不通的,所以为了解决气孔,从以下三点着手做出改进。
1)调整焊接设备,改用随动性能好的设备,并确保压力随时间变化曲线的稳定性和时效性。
2)调整焊轮以防止熔核偏差和虚焊,并确保熔核的穿透速度和熔核尺寸。
3)在上述两种硬件条件下,调整适当的焊接。电流、时间和焊接压力相匹配来改变能量曲线以及管路压力随时间变化曲线、焊料飞溅和内部气体漏洞等问题。
根据热公式(Q=I 2 Rt),厚度大的材料的屈服热量太多,散热困难。因此,防止热量不平衡的技术方法如下采用不同的滚盘宽度和冷却条件。那么上述用途并且厚的滚动盘使得热量通过电流路径快速损失,并且随后薄而小的滚动盘用于缓慢散热;同时,外部冷却水流量控制系统中,顶部的冷却水流量较大,从而达到既散热量的平衡,以防止熔化堆芯的迁移。就熔核控制而言,工艺改进后,在熔核宽度满足要求的情况下,厚度薄板的渗透率在50%左右。最后,进一步优化焊接参数测试,选择焊接方式为滚点焊(阶梯点焊)的模具式,调整最佳焊接参数。
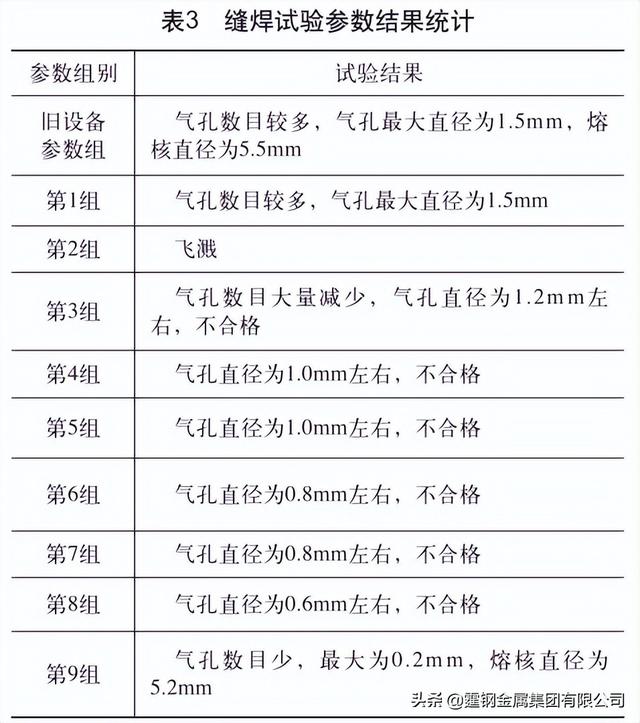
焊缝气孔控制的试验结果及分析点焊循环过程通常包括预压、焊接和尺寸标注。 4保持和休息的过程。根据焊接材料和焊接结构焊接循环中还可以增加预热、回火、锻造等工程构成一个复杂的焊接循环。焊接发生在第一点。预压,维护和休息的最后一点,焊接周期是基于在焊接和冷却之间重复焊接。在焊接过程中,进行缝合和焊接。锻造压力的功能无法实现。所以,首先可以用锻造设备,而且这种设备在焊接过程中缠绕度和随动小。加锻压后没有延迟,可以保证在熔池内凝固在压力匹配过程中。其次,必须采用设备参数滚点焊(步进点焊),采用自动缝焊和一致性,利用点焊的锻造压力功能来控制零件内部质量和参数调整过程见表2,测试结果见表2表3。
从表2和表3可以看出,滚动点焊方式的能量来源是根据材料的熔化和凝固过程,改变压力曲线以适应不同时间熔池的力学性能。对于缝焊,在解决方案内一般预压时间延长,压力增大。当压力增加时加到60PSI就会喷溅。从原始设备参数组到第一组参数增加预压时间和焊接压力,孔隙率和滚焊的数量和大小基本不变,说明这种模式是对的。解决气孔不理想,所以采用滚动点焊方式见表2第3组~第9组参数。
上海霆钢金属集团有限公司
根据电阻焊的原理,电阻产生热量,而当电流不变化,阻力越大,产生的热量越多。当两种金属相接触时,触点处的电阻远远超过金属内部的电阻。因此,如果大量电流通过触点,触点附近的金属会迅速烧红,获得很高的可塑性。然后施加压力。将两块金属连接成一个整体,焊接GH3030高温不等厚合金厚板容易产生熔核偏差和虚焊。熔核出现。这种偏差的原因是熔化的堆芯与其界面不对称,倾向于厚板化或在导热性差的一侧,偏移导致薄的部分或导电和传导部分。好的工件穿透率低。
熔化芯偏移是由两个工件产生的热量引起的。散热条件不同造成的不等厚焊接,厚板一面电阻大,界面离电极远,产生的热量多,散发的热量少,热量当厚板堆积时,熔化的堆芯将在有大量热量的地方形成熔体核能。因此,在焊接不同厚度的高温合金材料时,为了从而使熔核不移位,这就导致了对气孔的深入研究和设计上下电极的宽度不一致,所以将原来的上下滚轮由8mm宽改为8mm宽,采用滚轮接触面。球形设计,滚动圆盘结构如图2所示。采用这种设计是因为GH3030高温合金,上辊厚度2mm,下辊厚度1.1mm金,从而达到上下热量的平衡。

上海霆钢金属集团有限公司
与碳钢相比,镍基高温合金具有较低的热导率,线膨胀系数大,所以热胀冷缩体积变化大。为了减少焊接过程中由导热性差引起的不均匀性加热均匀,温度场分布差异大,产生残余应力和热变形,通常采用预热脉冲;在焊接凝固过程中缝焊通常采用外部水冷,相当于水淬处理。冷却速度比空气冷却快。如果冷却速度过快,就会热胀冷缩。体积变化大,导致顶端压力过早介入,容易熔核直径太小,容易飞溅;如果干预太晚,顶锻压力它不起作用。对于高温合金,由于焊接容易产生气孔。因此,冷却时间点难以把握。为了打造顶级力裕度较大,需要加缓冷脉冲,增加焊接周期环时间,减缓凝固过程,即使用三段电流模式:预热、焊接、缓冷。
根据表2,镍基高温合金GH3030调整电阻焊参数组合数量,3个加热电流的选择不够,电流曲线满足。当需要时,压力曲线也必须考虑在内,因为压力曲线是解决零件多孔性的关键,这种材料的电阻率与高温强度高于不锈钢和普通碳钢。根据热能式中,在产生相同熔化热的条件下,GH3030温度较高。黄金使用的电流比不锈钢和普通碳钢小,温度高屈服强度大,相互产生的拉应力比较高,所以需要镦粗压力必须大于不锈钢和普通碳钢的镦粗压力以克服材料高温屈服强度和体积的变化内应力,从而达到去除缩孔的目的。
因此,去除了气孔,滚点焊过程中的顶端压力也要不断增加。从表2可以看出,第3至第7组的参数随着压力而增加再加上毛孔的直径在不断减小,达到85PSI后基本维持不变。锻造延迟时间在第二个脉冲的开始时间。开始计算延迟9个循环为最佳顶锻压力的时间;一样当压力增加时,零件接触界面的电阻显著降低。少,电流基本不受影响,则形成熔核的能量降低更少,熔核直径将减小,因此组3至组6的参数将跟随随着压力的增加,电流也同时调整,从而保证熔核直径和板材的穿透速度基本不变。
从表2可以看出,调节压力到第7组缩孔直径上影响不大,所以对GH3030高温合金有弥散性缓慢的物理特性,增加缓慢冷却脉冲,然后使锻造压力达到最好。对于这个压力值的持续时间,是显而易见的。这是非常重要的,因为焊缝的熔核是锻造压力的外力作用的结果。在凝固下,由于凝固时间的要求,如果锻造压力如果保温时间不够,就容易产生气孔缺陷,所以组8该参数是在第六组参数的基础上,从25个周期增加维护时间。加到35个周期。随着养护时间的增加,气孔直径从0.8毫米到0.6毫米,第九组参数将保持时间增加到经过45次循环后,气孔基本消除,最终达到设计和工艺要求。也就是说,表2中的第9组参数是最佳工艺。

上海霆钢金属集团有限公司
零件的正式批次稳定性验证 第9组参数用于生产验证,改进后的结果如所示表4。X射线检测质量一次合格率100%,达到预期效果。
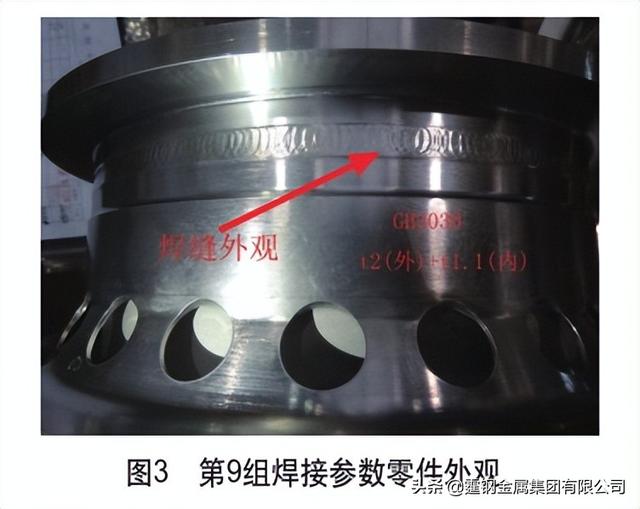
经生产验证,第9组焊接参数零件外观如图3所示。如图所示。从图3可以看出,改善后的焊接参数为零件的表面状态为白亮,外观无烧伤和氧化;射线经检测,13号首件焊接不仅合格,而且达到了设计图纸要求。并且X射线内部气孔缺陷的数量很少,并且大多数0.2毫米,用第9组参数焊接8个零件均符合标准要求。
上海霆钢金属集团有限公司
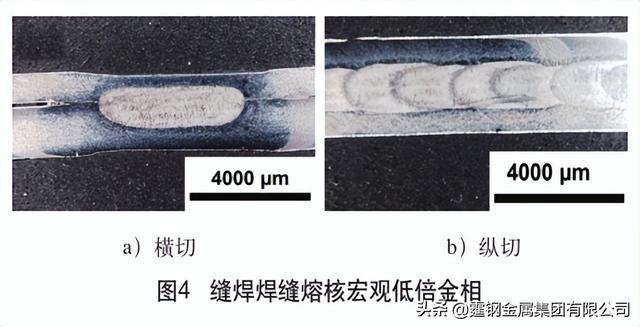
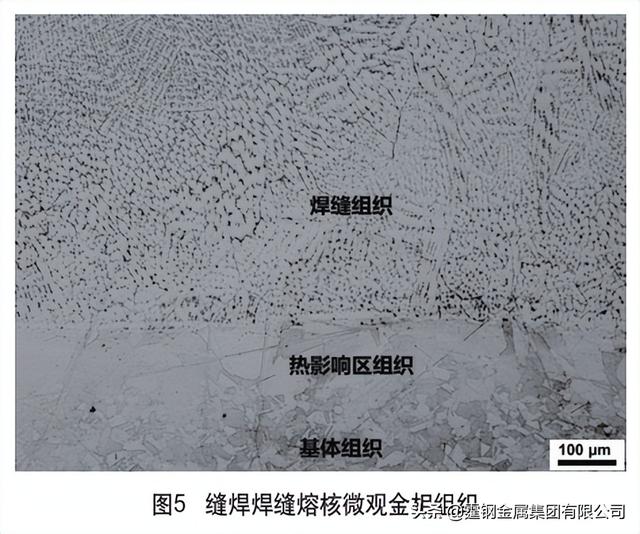
金相试验(见图4),横向熔核宽度4.3 m m m,薄板穿透率40%,厚板穿透率40%。坑深约0.15mm纵向切割焊缝的搭接率为30%~50%。金相分析后(见图5),焊接区枝晶组织,基体和热影响区的等轴组织,热阴影与基体相比,环区组织有明显的晶粒长大,符合G3030的合金电阻焊的组织和强度要求。
上海霆钢金属集团有限公司
结束语
1)不等厚高温合金GH3030环件的最佳缝焊焊接工艺:焊接设备选用绕线小、随动性好的a B- 200。150-40S焊机;焊接模式从滚焊变为滚点焊(步进点焊接);电流由单脉冲调整为预热、焊接、回火。多脉冲焊接:焊接压力为85PSI,锻造压力增量为22PSI,锻造延迟为9个循环;维护时间为45个周期;焊轮设计为顶部8毫米、底部7毫米等宽的滚轮。 2)新确定的焊接参数熔核平均为φ5.2毫米,薄板和厚板的焊核熔透率均为40%,搭接率为30%~50%,焊缝无熔核偏差。焊缝显微组织均匀的枝晶组织,基体和热影响区的等轴组织,热与基体相比,影响区显微组织无明显晶粒长大,焊缝中有气体最大孔0.2mm,远小于标准要求。 3)生产多批次零件,以验证X射线检测一次合格率100%;零件的焊缝外观美观,接近金属的真实颜色,不仅大大提高了产品质量和零件的生产效率,降低了生产成本。
上海霆钢金属集团有限公司
相关参考