热电偶波动大的原因(「SMT技术网」纳米焊锡膏对SMT虚焊的影响)
Posted
篇首语:智慧并不产生于学历,而是来自对于知识的终生不懈的追求。本文由小常识网(cha138.com)小编为大家整理,主要介绍了热电偶波动大的原因(「SMT技术网」纳米焊锡膏对SMT虚焊的影响)相关的知识,希望对你有一定的参考价值。
热电偶波动大的原因(「SMT技术网」纳米焊锡膏对SMT虚焊的影响)
前言
随着电子产品的小型化、多功能化,电子元器件的封装形式和焊点结构越来越多样化。BGA、SMD、QFP、QFN等焊点经常集中在一块PCB上,散热片和屏蔽罩对焊接时的温度影响也越来越大。虽然设备对焊接制程影响很大,但生产线造价昂贵,不能轻易更换,只能维护至正常工作状态。所以,要使焊接条件复杂的回流工艺尽可能地提高良品率,主要从两方面入手:材料和工艺。材料方面因芯片为卖方市场,很难让供应商进行品质上的改进。本文将从较为容易实现的焊锡膏材料和SMT工艺控制上来解决复杂回流虚焊问题。
SMT虚焊的形成原因分析
电子表面贴装的焊接,是利用焊锡将元器件与PCB板做机械和电气连接。焊接过程中,焊锡熔点低于PCB焊盘及元器件焊接端子。焊点形成之前,助焊剂会将被焊接金属表面的氧化层去除,在焊接界面焊料金属与被焊金属表面形成金属化合物,金属化合物层均匀达到一定的厚度,焊点冷却后,焊料金属将焊盘和元器件牢固地联接在一起,并通过金属焊点传递电信号及散发设备使用过程中元器件产生的热量。

图1. 几种典型假焊形式,从左到右依次是回流不充分、不润湿、退润湿和焊点开裂。
1.基材对虚焊的影响
焊盘、元器件的表面氧化严重、生产储运过程中造成的表面污损、焊接面金属材质不合格,都将影响助焊剂对焊接表面的除氧能力。如果焊接表面金属氧化物不能完全去除,将形成润湿不良或完全不润焊,焊点界面不能形成金属化合物层,就造成虚焊。
基板、元器件变形,使元器件焊接端不能很好地与焊锡膏接触,焊接时易产生立碑、虚焊。
2.焊锡膏对虚焊的影响
焊锡膏由助焊剂与焊锡粉混合而成,是焊接工艺中的关键材料。
焊锡粉作为金属钎料,熔点较低,在常温下保持较稳定的理化特性,而在高温熔融状况下,表现较为活跃,容易与常用电子导电材料(Cu、Ni、Ag、Au等)发生反应,生成金属化合物,形成良好的焊点,一般采用锡及其合金。焊料合金中如果掺入有害杂质或合金成份比例不达标,将使焊料合金的理化性能发生改变。合金的熔点、熔程发生变化,润湿能力下降,在焊接过程中容易产生虚焊。焊锡粉的氧含量过高,消耗过多助焊剂活性成份,也会造成因活性降低而产生的虚焊。
助焊剂的作用是在焊接过程中,始终保持一定的活性,能不断地将焊接范围内的金属氧化物还原,并且还原速度不能小于焊接过程中金属因高温而氧化的速度。如果助焊剂在焊接过程某一时间的活性减弱或消失,焊料对被焊金属表面的润湿将无法继续进行,从而形成不润湿或退润湿现象,产生虚焊缺陷。如果焊锡膏助焊剂中活性太强,焊锡粉与助焊剂中的酸性物质反应加剧,锡膏粘度上升直至发干,锡膏的储存和使用寿命减少或失效。发干的锡膏会堵塞网孔,造成少锡膏、漏印,焊接中因缺少锡膏而产生空焊或虚焊。
触变性能不好的焊锡膏,也会因印刷不良而产生焊接缺陷。
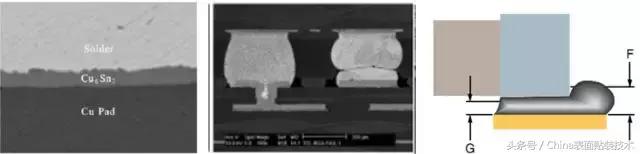
图2. 焊点微结构示意图,从左到右依次是标准的焊点界面结构,产生虚焊的焊点切片结构和不润湿的焊点结构
3.制程工艺对虚焊的影响
印刷工艺参数调整不合适也会导致虚焊的产生。印刷偏移,锡膏未印在焊盘上规定位置,元器件无法很好地与锡膏接触,易产生立碑或虚焊。堵网使焊盘上锡膏量减少,或漏印,因焊盘与元器件之间仍有一定距离,如果没有足够的焊料金属填充,则无法形成良好焊点,产生虚焊缺陷。刮刀压力过大,也会造成少锡膏现象。
贴片偏移导致元器件不能正确地贴在锡膏上,焊接时易产生虚焊。帖片压力过小,元器件没有很好地依靠粘着力被锡膏固定在焊盘上,过回流炉时受热风吹、输送轨道或网带振动等因素影响,易发生偏移而导致虚焊。
回流温度设置不合理也会导致虚焊。预热温度过高、时间过长,助焊剂中活性成份在焊接前消耗大部分,焊接时助焊能力下降导致虚焊;预热温度过低、时间过短,助焊剂不能在焊接前去除金属表面氧化层,焊接时产生不润湿现象,导致虚焊。焊接温度过低、时间过短,焊料金属未能完全熔融,或熔化时间短,焊料金属与被焊金属表面不能形成均匀的金属化合物层,形成裂缝或虚焊;焊接温度过高、时间过长,助焊剂中活性成分挥发加快,金属表面迅速形成新的氧化层,影响焊料润湿效果,产生虚焊。

图3. 锡膏印刷不良示意图
4.设备对虚焊的影响
设备的精度、安装调试、维护保养不符合要求,因印刷、贴片不良而造成虚焊。回流炉热风温度波动过大、热电偶精度不够使温度偏离工艺参数、传输系统振动过大导致焊接过程中产生扰锡,等等原因都有可能导致虚焊。
5.设计不合理产生虚焊
PCB板在设计时对元器件的布局未考虑回流时热风的通道,使回流焊接过程中部分焊点热风受阻,温度不能达到焊接要求,因而产生虚焊。
吸热较多的大元器件集中布置在PCB板上某一位置,导至该处焊点升温速度慢,实际焊接温度低、焊接时间短,造成虚焊。
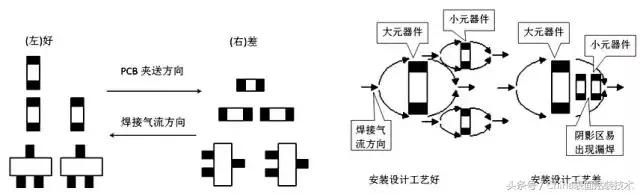
图4. 几种典型元器件布局方式
虚焊的应对措施
表面贴装工艺中,虚焊的形成原因非常复杂,必须对每一个流程进行标准化,并对物料质量严格管控。才能最大限度降低虚焊的产生。锡膏在焊接中起关键性作用,锡膏的各方面性能变化都有可能导致虚焊的产生。因此防止因锡膏质量问题而产生虚焊,必须保持焊锡膏各项性能的稳定性和均匀性。
1.应用纳米技术改善锡膏性能降低虚焊发生
焊料合金是焊点中最重要的材料,必须保证合金的成份精确,杂质控制最低。合金熔炼应采用密闭熔炉,防止外来异物进入熔融焊料。熔锡炉坩埚材质用铸铁或不锈钢,实践表明,铸钢或普通钢材容易被锡腐蚀,造成焊料中Fe超标。合金中各种杂质上限参考《GB∕T 31476-2015 电子装联高质量内部互连用焊料》。
焊锡粉的表面形貌对锡膏的印刷性能有较大影响,要求锡粉表面尽量光滑、圆球度好、粒径范围窄。焊锡粉的氧含量有一定要求,氧含量太高,润湿性下降,易产生虚焊;氧含量太低,助焊剂与锡粉表面反应速度加快,锡膏易发干,以20-38μm的4#粉为例,一般控制在70-140PPM为宜。焊锡粉的各项指标可参考《GBT 29089-2012 球形焊锡粉》。
锡膏助焊剂中的活性剂在焊接过程中起去除金属氧化层作用,在设计产品配方时应考虑各个阶段的活性成份,选用多种活性剂复配。活性剂选配的原则是:在常温下保持惰性,不与焊锡粉发生反应,提高锡膏的储存和使用寿命;保证在预热、焊接过程中全程保持足够的除氧能力,确保焊料金属与被焊金属表面充分发生反应,生成足够强度的金属化合物层。活性剂在焊锡膏中必须保持分布均匀,否则会因为某个焊点缺少活性造成虚焊。因为焊锡膏中的锡粉、助焊剂固体成份都完全浸泡在表面张力较大的溶剂中,固体颗料间形成液体桥力,当颗粒间作用力达到平衡时,小颗粒因表面作用力较小,而依附在大颗粒表面。完全润湿的颗粒间粒径尺寸差别越大,相互依附的作用就越稳定。利用固体颗粒间的作用力(液体桥力、氢键引力),产生纳米包覆作用,使每一颗焊锡粉表面都包覆一层活性剂粒子,可以很好的提高活性剂的分布均匀性。使用不同活性温度的活性剂,匹配焊锡膏的回流工艺要求,减少虚焊的产生。
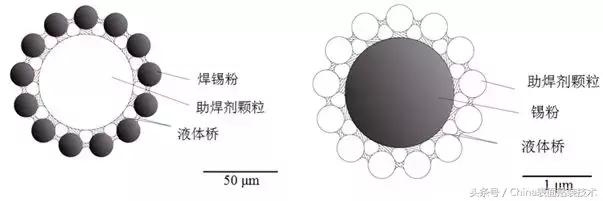
图5. 锡粉团聚与助焊剂纳米颗粒包覆示意图
锡膏触变剂有防沉抗流作用,可以把锡粉固定在锡膏中不使其发生流动产生分层。触变剂颗粒过大,易使焊锡粉团聚,团聚的焊锡粉使锡膏活性剂分布不均匀,并且易堵网。采用纳米技术的触变剂,具有良好的防沉抗流作用。可有效减少因锡粉团聚或分层产生的活性剂分布不均匀,进而减少因此所导致的虚焊缺陷。
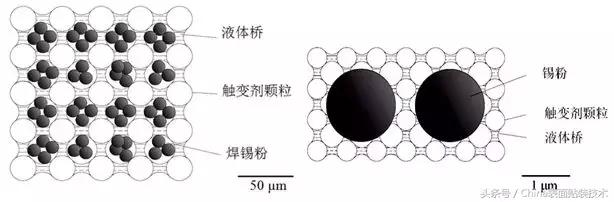
图6. 不同触变剂颗粒大小的防沉网状结构
焊锡膏的脱模性能不佳、钢网孔壁粗糙,锡膏易粘附在钢网孔壁,造成堵网,产生印刷缺陷,锡膏量不能满足焊接要求,会产生虚焊。在焊锡膏中添加纳米粒子,脱模时在钢网孔壁表面形成滚动润滑和薄膜润滑,有效提高脱模性能。降低因脱模性能不佳产生印刷不良而导致的虚焊。
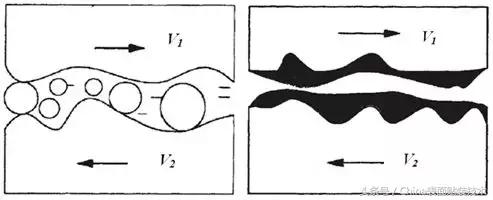
图7. 纳米粒子的滚动润滑与薄膜润滑作用
2.其他降低虚焊的措施
加强对物料的检验、转运、存贮管理,尽量减少因焊盘和元器件焊接端面发生氧化,避免基板表面脏污。来料检测必须保证所元器件和PCB板密封包装良好,物料清洁。对于生产线上或库存的散件应及时处理,根据情况设置好最后使用期限,过期作报废处理。物料仓必须保持合适的温湿度。通过这些措施可以减少因基材表面氧化或油污而导致虚焊。
调整合适的工艺参数,使设备和材料发挥最佳性能,可以有效减少虚焊的产生。调节印刷速度、刮刀压力可以降低因印刷缺陷而产生的虚焊。增加擦拭频率,可以减少因堵网而造成的虚焊、空焊。定期检查、调整印刷精度,可以减少因印刷错位而产生的虚焊。
调整合适的贴片压力、贴片精度,可减少因贴片不良而造成的虚焊。
调整合适的回流温度曲线,可以减少虚焊的发生。预热温度、焊接温度、链速都会影响到焊接的效果,应遵从焊锡膏推荐的工艺炉温曲线范围,进行适当调整,以求达到最佳的焊接效果。
设备需要定期维护保养。印刷机的气缸、导杆等运动部件容易磨损,应加强检查,定期保养。贴片机的吸嘴保持清洁,以防有异物堵塞导致吸力不足。各运动部件定期加润滑油。传感器保持清洁,以防有异物产生误判。回流炉的丝杆、导轨、网带保持良好润滑,工作时不能有振动。各温区热风回路畅通。设备安装必须保持水平。设备的良好状态可以有效减少虚焊等各种焊接缺陷。
PCB板设计时应尽量避免大元器件焊盘过于集中于某一处,使PCB板受热不均造成虚焊。对较大尺寸PCB板,应设计有夹具,保持焊接过程中不会因变形而使元器件脱离焊盘产生虚焊。元器件的排列应考虑回流热风的通畅,防止较高元器件阻挡小元器件的受热。对于底部中心有散热焊盘的IC芯片,因为较大开孔,在焊接时焊料初始熔化时产生表面张力,大量焊锡聚集一起,焊锡金属高度增加,可能使芯片发生移动,进而导致虚焊。钢网开孔应开多排小孔,减少因金属熔化时表面张力带来的影响。
结束语
多种因素都有可能导致SMT虚焊的发生。本文就虚焊发生常见的原因进行分析,并重点研究了焊锡膏应对虚焊的多种措施。同时,对其他因素产生的虚焊的应对措施也进行了简要分析。广昇公司创造性地使用了纳米技术,使焊锡膏的各项性能更趋稳定,特别是在高精密SMT应用中效果明显。
相关参考
目检是PCBA贴片加工后必须要进行的一道工序,目检主要是针对PCB元件及焊点的外观不良,及时对制程回馈问题,以改善SMT制程的良率,提升产品品质。接下来为大家介绍PCBA贴片加工后如何进行目检。 一、PCBA贴片加工后...
目检是PCBA贴片加工后必须要进行的一道工序,目检主要是针对PCB元件及焊点的外观不良,及时对制程回馈问题,以改善SMT制程的良率,提升产品品质。接下来为大家介绍PCBA贴片加工后如何进行目检。 一、PCBA贴片加工后...
在SMT生产过程中,有一种通用的防错方式,它可以减少错件的风险,可以降低出错的几率,可以有效的提高整个生产的品质,这种方式就是首件机制。所谓的首件机制,就是在正式生产之前先打一片样板,这片板子会进行全方位...
在SMT生产过程中,有一种通用的防错方式,它可以减少错件的风险,可以降低出错的几率,可以有效的提高整个生产的品质,这种方式就是首件机制。所谓的首件机制,就是在正式生产之前先打一片样板,这片板子会进行全方位...
一、大吸热量焊点及易氧化焊盘产生的原因1)焊盘是大的接地点。2)PCB板铜箔太厚,层数太多。3)接插件连接到的铝合金散热片或大的金属件。4)OSP板双面贴片多次过回流焊或者长时间暴露在空气环境下,造成铜焊盘氧化。...
一、大吸热量焊点及易氧化焊盘产生的原因1)焊盘是大的接地点。2)PCB板铜箔太厚,层数太多。3)接插件连接到的铝合金散热片或大的金属件。4)OSP板双面贴片多次过回流焊或者长时间暴露在空气环境下,造成铜焊盘氧化。...
焊锡条是条型的锡焊接材料,通称为锡棒。焊条是SMT芯片生产加工中的波峰焊接和浸渍焊接,少量用于火苗纤维焊接和大零件和长焊接的铬铁焊接。焊锡条的制各加工工艺较简易,关键包含调料、冶炼和铸造等加工工艺过。在整...
焊锡条是条型的锡焊接材料,通称为锡棒。焊条是SMT芯片生产加工中的波峰焊接和浸渍焊接,少量用于火苗纤维焊接和大零件和长焊接的铬铁焊接。焊锡条的制各加工工艺较简易,关键包含调料、冶炼和铸造等加工工艺过。在整...
焊锡条是条型的锡焊接材料,通称为锡棒。焊条是SMT芯片生产加工中的波峰焊接和浸渍焊接,少量用于火苗纤维焊接和大零件和长焊接的铬铁焊接。焊锡条的制各加工工艺较简易,关键包含调料、冶炼和铸造等加工工艺过。在整...
焊锡条是条型的锡焊接材料,通称为锡棒。焊条是SMT芯片生产加工中的波峰焊接和浸渍焊接,少量用于火苗纤维焊接和大零件和长焊接的铬铁焊接。焊锡条的制各加工工艺较简易,关键包含调料、冶炼和铸造等加工工艺过。在整...