热渗锌(分享:高强度紧固件用涂层的耐蚀性)
Posted
篇首语:一个不想蹚过小河的人,自然不想远涉重洋。本文由小常识网(cha138.com)小编为大家整理,主要介绍了热渗锌(分享:高强度紧固件用涂层的耐蚀性)相关的知识,希望对你有一定的参考价值。
热渗锌(分享:高强度紧固件用涂层的耐蚀性)
摘 要:在高强度紧固件用钢基体上制备了渗锌、渗锌-硅酸盐封闭、渗锌-达克罗-含铝封闭三种耐蚀涂层。使用扫 描电子显微镜(SEM)以及能谱仪(EDS)分析中性盐雾试验前后涂层形貌及成分变化,讨论涂层的腐蚀特征;使用电 化学阻抗法和电化学极化法分析了涂层的电化学特征。结果表明:与渗锌涂层相比,渗锌-硅酸盐封闭、渗锌-达克罗- 含铝封闭涂层具有更优异的耐蚀性,其中渗锌-达克罗-含铝封闭涂层的耐蚀性最佳;在腐蚀过程中,渗锌涂层的腐蚀 形式主要为渗锌层的应力腐蚀,渗锌-硅酸盐封闭涂层的腐蚀形式主要为封闭层的点蚀与全面腐蚀,渗锌-达克罗-含铝封闭涂层则出现封闭层的剥离。
关键词:紧固件;渗锌;封闭;达克罗;耐蚀性
中图分类号:TG174 文献标志码:A 文章编号:1005-748X(2019)12-0886-07
高强度紧固件被广泛应用于能源与运输等领 域,如风电机组塔筒与叶片、铁路轨道扣件等位置的 联结,服役条件恶劣、工况复杂、维修不便,对连接强 度及可靠性要求很高[1-2]。目前用于高强度紧固件 防腐蚀的工艺方法主要有热镀锌及锌合金、电镀锌及锌合金、粉末渗锌等[3]。热镀锌工艺产量高、成本 低,镀层厚度大,因此耐蚀性较好;但对紧固件而言, 涂层的不均匀性以及表面残留的锌会影响紧固件的 配合要求。电镀锌工艺生产的镀层光亮均匀,较为 美观,但易产生氢致开裂,影响紧固件寿命,且涂层 厚度较薄,不利于其耐蚀性。粉末渗锌是一种通过固态扩散,使锌原子渗入基体表面形成合金层的技 术[4],其涂层厚度可控、易于配合、不会产生氢脆[5], 且耐蚀性良好[6-7],经过不断发展,粉末渗锌工艺已 成为一种高质量、高性能的紧固件表面防腐蚀处理技术[8-10]。
在渗锌后处理领域,已开发出各种复合涂层,以 提高耐蚀性。在渗锌涂层外浸涂封闭剂,经固化后 形成封闭层,可有效封闭涂层表面微孔,延长涂层的 使用寿命[11-12]。达克罗涂层是一种由数十层被铬酐 钝化后的锌、铝片层叠加形成的膜层,具有极佳的耐 蚀性[13]。但达克罗涂层的耐磨性不佳,施工中的磕 碰易导致涂层破损,使其实际耐蚀性差于渗锌涂 层[14],因此通常通过在达克罗涂层外部浸涂封闭剂 加以保护[15]。
为进一步提升涂层耐蚀性,延长紧固件使用寿 命,提高联结的安全系数,本工作在高强度紧固件渗 锌涂层的基础上,制备了渗锌-硅酸盐封闭涂层和渗 锌-达克罗-含铝封闭复合涂层,对各涂层的微观形 貌与成分进行了分析,通过中性盐雾试验对涂层的 腐蚀行为进行分析,并通过电化学特性曲线对涂层 的耐蚀性进行验证。
1 试验
1.1 试样及其制备
基体试样为高强度紧固件用钢制成的圆形垫 片,外径70mm,内径32mm,厚5mm。渗锌工艺 流程为:前处理(碱洗脱脂、酸洗除锈)→配制渗剂→ 装罐→渗锌→冷却→取出试样。
在渗锌试样基础上进行封闭处理制得渗锌硅 酸盐封闭涂层(以下称渗锌封闭涂层)。其选用的 封闭剂是钢铁研究总院开发的F3015A型硅酸盐封 闭剂,它是由硅酸盐、缓蚀剂、表面活性剂等复配而 成。封闭处理的工艺流程为:渗锌→前处理(清洗、 烘干)→浸涂封闭剂→热风吹干→烘干。
渗锌-达克罗-含铝封闭复合涂层(以下称渗锌- 达克罗-封闭涂层)的制备是在渗锌试样基础上涂覆 达克罗和封闭涂层。其封闭剂选择钢铁研究总院开 发的F5036C型含铝封闭剂。主要工艺流程为:渗 锌→前处理(清洗、烘干)→表面处理→浸涂达克罗液→甩干→烘烤→冷却→清洗、烘干浸涂封闭剂→ 热风吹干→烘干。
1.2 试验方法
使用切割机从制备的不同种类涂层上取样,试 样用环氧树脂镶嵌,并经水磨砂纸(至2000号)依 次打磨,然后使用光学显微镜(OM)观察涂层形貌 并测量厚度;用 FEIQuantaEFG650型场发射扫 描电子显微镜(SEM)观察涂层表面与截面的微观形貌,并使用附带的EDAXApolloX能谱仪(EDS) 测涂层中的元素分布。
根据GB/T101225-2012标准对各涂层进行 中性盐雾试验(NSS)。盐雾溶液为(50±5)g/L NaCl水溶液,pH 为6.5~7.2,喷雾压力1.0~ 1.2kPa,80cm2 沉降率为(1.5±0.5)mL/h;盐雾 箱温度35℃,饱和塔水温48℃,试样表面与垂直方 向成20°角。
使用GAMRYReference600型电化学工作站 测试涂层的极化特性及电化学阻抗特性。测试采用 三电极体系:参比电极为饱和甘汞电极,辅助电极为 铂电 极,工 作 电 极 为 各 涂 层 试 样。腐 蚀 介 质 为 3.5%(质量分数)NaCl溶液;测试温度为室温。电 化学阻抗测试时,以开路电位为基准电位,激励信号 振幅为5mV,扫描频率范围10-2~105 Hz,每倍频 10个点。极化曲线测试时,扫描范围为-1200~ -600mV,扫描速率为0.25mV/s。
2 结果与讨论
2.1 涂层形貌与元素分布
2.1.1涂层形貌
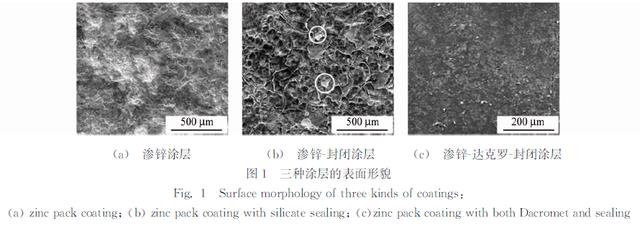
三种不同类型涂层的表面形貌如图1所示。渗 锌涂层为单一渗锌层,其表面不平整,存在高低起 伏,其中较为平整区域的锌含量较高,存在少量铁元 素,表面状态较好;坑洼处多以微小含锌颗粒形式存 在,由于颗粒间的结合十分松散,孔隙较多,对涂层 的耐蚀性不利。渗锌-封闭涂层表面总体较为平整, 但封闭层的上表面存在龟裂状的开裂现象,大多数 开裂深度并未达渗锌层,但个别区域渗锌层已经露 出,如图中白色圆圈所示,这对涂层的耐蚀性有一定 影响。渗锌-达克罗-封闭涂层的表面平坦、光洁,没 有不利于耐蚀性的坑洞。
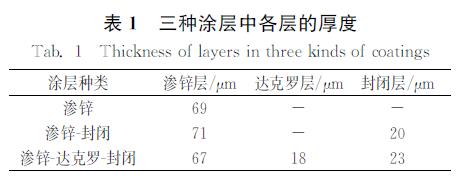
三种不同类型涂层的截面形貌如图2所示,涂 层各层的厚度列于表1中。结果表明,各类涂层的 各层之间结合均十分紧密,无空隙、漏镀等缺陷;在 三种涂层的渗锌层中均可观察到一定数量的裂纹。 这是由于在渗锌工艺的冷却过程中,Zn-Fe合金层 与基体的热膨胀系数存在差异,因此涂层内的残余 应力较大,进而导致裂纹的出现[16]。
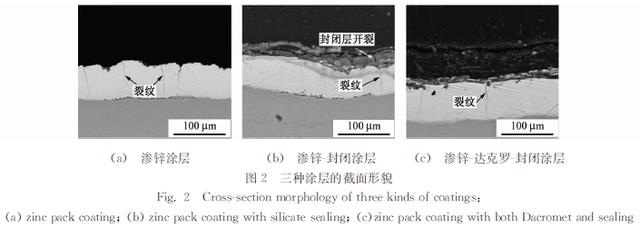
渗锌涂层的厚度较为均匀,除横贯渗锌层的裂 纹外,还可观察到其表面存在凹坑,由于凹坑处应力 集中更为严重,因此这些凹坑的下方几乎都伴随着 裂纹。渗锌-封闭涂层中封闭层与渗锌层结合紧密,但仍可观察到封闭层的连续性不佳,存在着大量的开裂现象,有的裂纹已抵达渗锌层表面。这些裂纹 是封闭剂在固化过程中发生微量收缩引起的。渗锌 -达克罗-封闭复合涂层具有含铝封闭层,它在对耐磨性不佳的达克罗层提供保护的同时,还可进一步提升耐蚀性;在达克罗层中可观察到层叠排列的锌 片和铝片[17],涂层状态较好。
2.1.2涂层的元素组成与分布
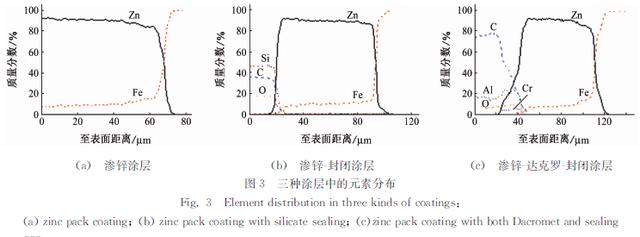
图3为不同涂层截面 EDS线扫描结果。结果 表明:渗锌涂层中锌含量由表面(锌质量分数约 92%)向内缓慢下降,至涂层与界面处(锌质量分数 约81%)后,开始急剧减少。根据计算及理论分析, 渗锌层表层为Γ相层(FeZn10),靠近基体处为δ相 层(Fe11Zn40)[1819]。渗锌-封闭涂层使用硅酸盐封闭 剂,故在封闭层区域Si、C、O元素含量较高。渗锌- 达 克罗-封闭涂层使用含铝封闭剂,故在封闭层处有明显C、O、Al元素分布;达克罗层则有Zn、Al、Cr、 O元素的分布。
2.2 涂层的耐蚀性
2.2.1中性盐雾试验
对不同涂层试样进行时长为1200h的中性盐 雾试验,对比三种涂层的耐盐雾腐蚀性能(用盐雾腐 蚀过程中涂层出现白锈和红锈的时间表示),并分析 了其腐蚀特点。试验结果如图4与表2所示。
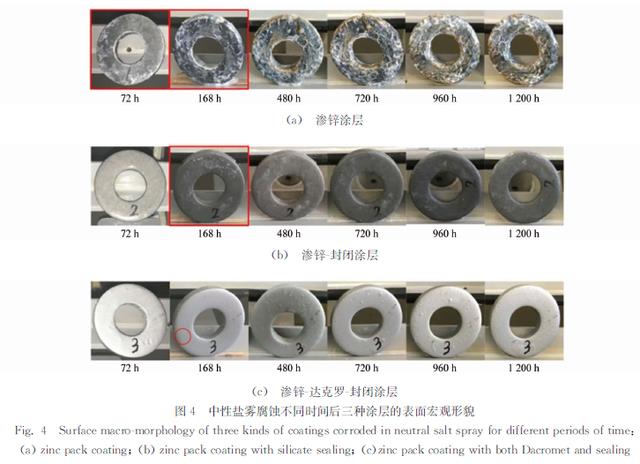
盐雾腐蚀72h后,在渗锌涂层表面与侧面交界 处出现白锈,盐雾腐蚀168h后在同一位置出现微 量红锈,涂层开始失效。此后边缘处的白锈、红锈不 断向表面与侧面扩展,并且表面也开始陆续出现分 布较为均匀且不断扩展的白锈与红锈,表现为全面 腐蚀状态。由于涂层内含铁量很少,红锈应为基体 的腐蚀产物,因此红锈的出现说明涂层已经失去对 基体的保护作用。边缘处首先发生锈蚀,可能是因为在该试样棱角处涂层的厚度较薄或有缺陷,从而 导致基体露出,引发了渗锌层对基体的电化学保护 作用,即标准电极电位(SEP)更负的Zn-Fe合金被 腐蚀。因此,试样的边缘处易产生腐蚀现象,是整个 零件较为薄弱的位置。在实际生产和使用中,零件 边角的磕碰是难以避免的,加之此处涂层较薄或易 有缺陷,很容易在此处产生锈蚀,并向外扩展,最终导致零件的锈蚀与失效。
盐雾腐蚀168h后,渗锌封闭涂层表面出现白 锈,随时间延长白锈区域扩展极为缓慢,盐雾腐蚀 1200h后,白锈区域面积仍小于5%,未出现红锈。 白锈出现在涂层表面而非边缘处,说明硅酸盐封闭 层对涂层边缘这一薄弱区域进行了有效的保护;白 锈在涂层表面扩展缓慢,表明虽然封闭层原有开裂 导致的破损使渗锌层被腐蚀,但此时涂层仍未失效; 无大量红锈出现,说明该渗锌硅酸盐封闭涂层能有 效保护基体,防止其发生锈蚀[20]。
渗锌-达克罗-封闭涂层的耐盐雾腐蚀性能优 异,盐雾腐蚀1200h后仍未出现白锈及红锈。但 在盐雾腐蚀168h后,涂层开始出现少量鼓泡,如图4(c)中圆圈所示。随着腐蚀时间的延长,鼓泡数 量增多,体积增大,且十分容易破损。渗锌-达克罗- 封闭涂层的耐盐雾腐蚀性能优异,能为基体提供优 良的保护;但在长期湿热条件下,涂层的各层间结合力下降,出现大量鼓泡,并可能发生破损,从而导致 锈蚀发生。
2.2.2涂层腐蚀后表面形貌
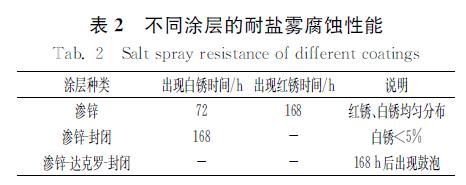
盐雾腐蚀1200h后涂层表面的微观形貌如 图5所示。并对盐雾腐蚀后渗锌涂层表面进行 EDS分析,结果如表3所示。
渗锌涂层经中性盐雾试验后,表面腐蚀严重,已 观察不到初始涂层表面;颗粒状腐蚀产物均匀地分 布在涂层表面,且呈疏松状态,如图5(a)所示。由 EDS分析结果可知,腐蚀产物为锌的氧化物、氯化 物以及铁的氧化物、氯化物[18]。由于这种疏松的腐 蚀产物无法对未腐蚀部位形成有效保护,且容易脱 落,因此渗锌涂层一旦开始锈蚀,便会不停地发展, 导致锈蚀范围和深度不断增加。
在盐雾腐蚀过程中,渗锌封闭涂层的腐蚀主要 发生在封闭层开裂和脱落产生的缝隙与凹陷处,这 些区 域 封 闭 层 较 薄,渗锌层甚至已经裸露,如图5(b)所示,因此易被腐蚀。腐蚀产物填充于这些 缝隙和凹陷中,阻碍了锈蚀的进一步进行,故宏观上 表现为在涂层表面出现少量扩展极为缓慢的白锈。 此外还可以观察到,封闭层表面存在着点蚀,且已出 现一定数量的点蚀坑,这些点蚀坑有的还未到渗锌 层深度,有的已腐蚀到渗锌层,并在坑内形成了腐蚀 产物。
盐雾腐蚀后,渗锌-达克罗-封闭涂层表面基本没有变化,没有腐蚀情况发生,但可观察到部分区域 的涂层呈开裂、分离状态,如图5(c)所示。这是长 期盐雾腐蚀产生的鼓泡破裂导致的,说明该涂层的 含铝封闭层与达克罗层的结合存在一定不足,在长期湿热条件下会产生剥离,且易因外力而破裂,影响该涂层的防护能力。
2.2.3涂层腐蚀后截面形貌
由图6(a)可见,盐雾腐蚀1200h后,渗锌涂层 中已有约三分之一厚度的涂层发生了锈蚀,且可观 察到应力腐蚀形貌。渗锌涂层中因应力产生的裂纹 为腐蚀介质提供了扩散的通道,使Cl- 和 O等得以 扩展至涂层内部,造成涂层的溶解,生成锌的水合氯 化物,进而生成ZnO[21]。由于ZnO 的比容远高于 锌基体的,裂纹尖端承受过高的应力,从而使裂纹向 深度方向扩展;扩展出的裂纹又为进一步的腐蚀提 供了场所,如此恶性循环致使腐蚀不断向基体扩展, 并最终导致涂层的失效。尽管在渗锌层的表面也可 观察到全面腐蚀的形貌,但无论从扩展速度还是破 坏程度而言,应力腐蚀均占主导地位。
由图6(b)可见,在渗锌封闭涂层中可观察到 封闭层出现明显的减薄现象,盐雾试验后硅酸盐封 闭层由初始的8μm 减小到了4μm,部分区域的封 闭层已经被破坏,这说明封闭层表面发生了全面腐 蚀。得益于封闭层良好的封闭作用,Cl- 无法扩散 至渗锌层中,使渗锌层得到了较好的保护。但在封 闭层的点蚀区域,渗锌层也出现了应力腐蚀形貌,且 有进一步向涂层内发展的趋势。若延长试验时间, 封闭层会完全破裂,则大量暴露的渗锌层会发生应力腐蚀,加快涂层的破损。
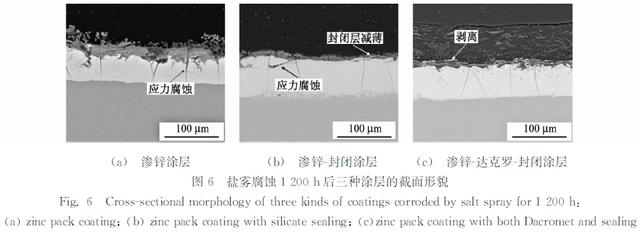
由图6(c)可见:盐雾腐蚀后渗锌达克罗封闭 涂层的截面形貌与初始试样几乎一致,未观察到涂 层有腐蚀现象,充分验证了此类涂层具有优良的耐 蚀性;但可以清晰地观察到封闭层和达克罗层已经 分离,二者间有一条缝隙;而达克罗层和渗锌层依然 保持着良好的结合。这说明此种涂层的失效形式主 要为涂层的剥离,即涂层尽管具有很高的耐蚀性,但 耐湿热性能不佳,长期湿热环境会导致达克罗层和 渗锌层的分离,失去对达克罗层的保护作用。若稍 加外力,涂层很容易破损,直接暴露出渗锌层,导致 腐蚀的发生。
2.3 涂层的电化学特征
2.3.1电化学阻抗谱
由图7可见:渗锌-达克罗-封闭涂层的容抗弧 半径最大,说明其电化学反应阻力最大,故耐蚀性最 好;渗锌-封闭涂层的容抗弧半径尽管小于渗锌-达 克罗-封闭涂层的,但仍远大于单独渗锌涂层的,说明其耐蚀性良好。
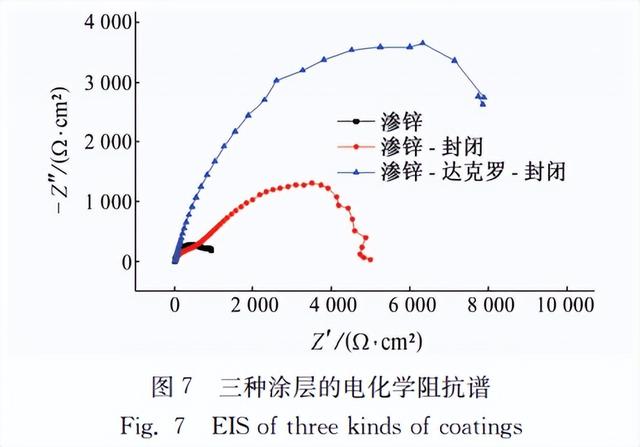
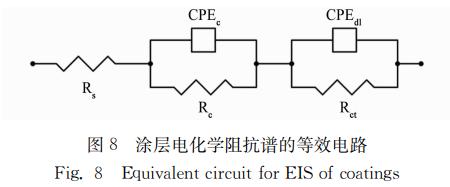
使用如图8所示的等效电路对涂层的电化学阻 抗谱进行拟合,拟合结果如表4所示。等效电路中, Rs 代表溶液电阻,Rc 代表涂层电阻,常相位角原件 CPEc 代表涂层总表面电容,Rct代表电荷转移电阻, CPEdl代表双电层电容。由表4可以看出,渗锌涂层 和 渗锌-达克罗-封闭涂层的涂层电阻处于同一水平,由于渗锌-封闭涂层中封闭层导电性不佳,故其 涂层电阻偏高。渗锌涂层的电荷转移电阻较小,且 双电层电容较大,对耐蚀性不利;渗锌-达克罗-封闭 涂层具有较大的电荷转移电阻和较小的双电层电 容,与其良好的耐蚀性相一致。此外,与渗锌涂层 比,渗锌-封闭涂层和渗锌-达克罗-封闭涂层具有更 高的总电阻值 (Rc+Rct),同样说明其耐蚀性能 更佳。
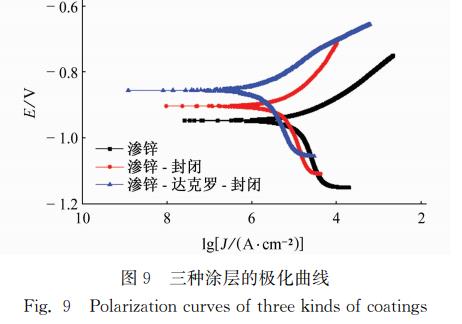
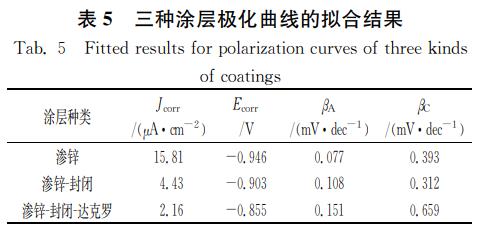
2.3.2极化曲线
不同涂层的极化曲线如图9所示,其拟合结果 如表5所示。可以看出,与渗锌涂层相比,渗锌-封 闭涂层和渗锌-达克罗-封闭涂层的自腐蚀电位都有 所提高,且腐蚀电流密度显著减小。腐蚀电流密度越大表明涂层的腐蚀速率越大,耐蚀性越差,因此渗 锌-封闭涂层与渗锌-达克罗-封闭涂层的耐蚀性都较渗锌涂层的耐蚀性明显增强。
3 结论
(1)渗锌涂层表面不平整且存在坑洞,对耐蚀 性不利;渗锌-硅酸盐封闭涂层表面有裂纹,对耐蚀 性有一定影响;渗锌-达克罗-含铝封闭涂层表面平 整无坑洞,对基体的保护性能优异。
(2)渗锌涂层的腐蚀形式主要为应力腐蚀,即 腐蚀介质通过应力产生的裂纹直接进入涂层中,腐 蚀产物又使裂纹进一步扩展,如此往复,造成涂层的 严重腐蚀;渗锌-封闭涂层中,封闭层的腐蚀主要表 现为点蚀和全面腐蚀并存的形式,点蚀坑可直达渗 锌层,使渗锌层发生应力腐蚀,全面腐蚀使封闭层厚 度明显减薄;渗锌-达克罗-封闭涂层的耐蚀性优异, 但封闭层存在剥离现象,可能对耐蚀性产生影响。
(3)综合中性盐雾试验和电化学特征,渗锌-封 闭涂层和渗锌-达克罗-封闭涂层具有较渗锌涂层更 为优异的耐蚀性,其中使用含铝封闭剂的渗锌-达克罗-封闭涂层的耐蚀性最佳。
参考文献:
[1] 张先鸣.风电紧固件工艺技术现状和发展展望[C]// 2011金属制品行业技术信息交流会论文集.贵阳:[出 版者不详],2011:43-47.
[2] 钟盛钢,张先鸣.风电用与钢结构用高强度紧固件的 差异[J].金属制品,2009,35(6):62-65.
[3] 燕友增.高强度螺栓的应用研究[D].青岛:山东科技 大学,2011.
[4] 东晓林,时小军,黄燕滨,等.螺纹紧固件腐蚀防护技 术的应用现状[J].电镀与涂饰,2016,35(9):481-485.
[5] 高聪.粉末渗锌工艺及其对组织和耐蚀性的影响[D]. 天津:河北工业大学,2015.
[6] WORTELEND,FRIELINGR,BRACHT H,etal. Impactofzinchalideadditiononthegrowthofzinc richlayersgeneratedbysherardizing[J].Surfaceand CoatingsTechnology,2015,263:66-77.
[7] FERGUSOND.Approachingzerodischarge:inplant evaluationofzincthermaldiffusioncoatingtechnology, phaseI[J].Clean Technologiesand Environmental Policy,2006,8(3):198-202.
[8] 武传杰,林志峰,李相波,等.粉末渗锌工艺及应用 发展趋势[J].热加工工艺,2013,42(22):20-22.
[9] 石卫国,杜贵林,陈圣乾,等.螺栓表面渗锌防腐新技 术试验评价及推广应用[J].中国海上油气,2014,26 (6):102-105.
[10] 张涛.五金紧固件锌铝复合涂层及其防腐蚀性能 [J].腐蚀与防护,2015,36(6):560-562.
[11] 赵黎宁,唐作琴,曹银春,等.镀锌后浸涂封闭剂对 镀层性能影响的研究[J].电镀与精饰,2011,33 (10):40-42.
[12] 夏兰廷,韦华,黄桂桥.有色金属涂层及其封闭层的 海水腐蚀性能[J].腐蚀科学与防护技术,2003,15 (4):238-240.
[13] 周学杰,张三平,郑鹏华,等.渗锌和达克罗涂层在 我国水环境中耐蚀性能研究[J].装备环境工程, 2007,4(4):10-13.
[14] 包胜军,周万红,唐革新,等.达克罗和渗锌在桥梁 支座锚固螺栓上的应用[J].涂料工业,2013,43 (2):65-67.
[15] 姚万鹏,李亚东,李焰.紧固件防护涂层在海洋环境 中的腐蚀行为对比研究[C]//2016年全国腐蚀电化 学及测试方法学术交流会摘要集.青岛:[出版者不 详],2016:119.
[16] REUMONTG,VOGTJB,IOST A,etal.The effectsofanFeZnintermetallic-containingcoatingon thestresscorrosioncrackingbehaviorofahot-dip galvanizedsteel[J].SurfaceandCoatingsTechnolo-gy,2001,139(2/3):265-271.
[17] 黄华清,汪庆年,杨勇,等.多元共渗+达克罗+封 闭复合涂层的性能及应用研究[C]//中国电工技术 学会第八届学术会议论文集.北京:中国电力出版社 2004:79-82.
[18] PISTOFIDISN, VOURLIAS G, CHALIAMPA- LIASD,etal.Onthemechanismofformationofzinc packcoatings[J].JournalofAlloysandCompounds, 2006,407(1/2):221-225.
[19] VOURLIASG, PISTOFIDIS N, CHALIAMPA- LIASD,etal.Zincdepositionwithpackcementation onlowcarbonsteelsubstrates[J].JournalofAlloys andCompounds,2006,416(1/2):125130.
[20] 赵增典,黄宝雷,李月云,等.机械镀镀层表面有机 硅封闭[J].腐蚀与防护,2009,30(8):571-573.
[21] VOURLIASG, PISTOFIDIS N, CHALIAMPA- LIASD,etal.Acomparativestudyofthestructure andthecorrosionbehaviorofzinccoatingsdeposited withvariousmethods[J].SurfaceandCoatingsTech- nology,2006,200(22/23):6594-6600.
<文章来源 > 材料与测试网 > 期刊论文 > 腐蚀与防护 > 40卷 > 12期 (pp:886)>
相关参考
热渗锌工艺(镀锌、磷化、发黑、镀铬、等表面处理工艺,对紧固件该如何选择)
...多,但原则只有一个”经济、实用”。由于几乎所有商业紧固件都是由碳钢、合金钢制成,一般的紧固件都希望能防止腐蚀,此外,表面处理的镀层必须附着牢固,不能在安装和卸下的过程中脱落,对螺纹紧固件,镀层还需足够...
热渗锌工艺(镀锌、磷化、发黑、镀铬、等表面处理工艺,对紧固件该如何选择)
...多,但原则只有一个”经济、实用”。由于几乎所有商业紧固件都是由碳钢、合金钢制成,一般的紧固件都希望能防止腐蚀,此外,表面处理的镀层必须附着牢固,不能在安装和卸下的过程中脱落,对螺纹紧固件,镀层还需足够...
产品介绍涂塑钢管,又名钢塑复合管、涂塑复合钢管,是采用PE(改性聚乙烯)进行热浸塑或EP(环氧树脂)进行内外涂覆的产品,具有优良的耐腐蚀性能。同时涂层本身还具有良好的电气绝缘性,不会产生电蚀。吸水率低,机械强度...
产品介绍涂塑钢管,又名钢塑复合管、涂塑复合钢管,是采用PE(改性聚乙烯)进行热浸塑或EP(环氧树脂)进行内外涂覆的产品,具有优良的耐腐蚀性能。同时涂层本身还具有良好的电气绝缘性,不会产生电蚀。吸水率低,机械强度...
...管。特氟龙防腐蚀涂层最先大规模的广泛应用螺栓等螺丝紧固件上,为螺丝紧固件提供更加好的耐腐蚀才能,避免螺栓锈住及延迟无效周期时间,更易安装和拆装;在极端的腐蚀性环境里表现非凡
...,张伟,王福会,辛丽钛合金因具有重量轻、比强度高、耐蚀性好等优良特性,已广泛应用于航空航天、船舶、机械、化工等领域。但是其表面硬度低,耐磨性差,耐腐蚀性不理想,使钛合金在许多情况下难以满足实际应用的要...
...,张伟,王福会,辛丽钛合金因具有重量轻、比强度高、耐蚀性好等优良特性,已广泛应用于航空航天、船舶、机械、化工等领域。但是其表面硬度低,耐磨性差,耐腐蚀性不理想,使钛合金在许多情况下难以满足实际应用的要...
热升华转印纸涂层(全铝家居的木纹转印、粉末喷涂、氟碳喷涂表面处理 那个更好?)
...家居型材,有纹路清晰逼真、耐腐蚀性、外观美感、材质强度
热升华转印纸涂层(全铝家居的木纹转印、粉末喷涂、氟碳喷涂表面处理 那个更好?)
...家居型材,有纹路清晰逼真、耐腐蚀性、外观美感、材质强度
压型彩钢板加工工艺na.基材:采用冷弯薄壁板作为原板,在原板表面做热镀锌镀层、或者热镀铝锌镀层形成基板,及镀层板;nb.涂层:在镀层板表面涂覆有机涂料,形成涂层板;nc.涂层板经辊压冷弯,沿板宽方向形成波形截...