热流道阀针缺陷(针阀式热流道塑件浇口切不平的原因与预防----结构及其特点)
Posted
篇首语:和谐、和谐,我会学习噶!本文由小常识网(cha138.com)小编为大家整理,主要介绍了热流道阀针缺陷(针阀式热流道塑件浇口切不平的原因与预防----结构及其特点)相关的知识,希望对你有一定的参考价值。
热流道阀针缺陷(针阀式热流道塑件浇口切不平的原因与预防----结构及其特点)
接下来的几篇文章中我将先介绍一下针阀式热流道的几种浇口结构类型及各自的特点,然后在此基础上重点介绍针阀式热流道最难解决的问题-----浇口高出,浇口批锋的处理,预防。
针阀式热流道的工作原理是:注塑机给出射胶讯号,这个射胶讯号驱动控制压缩空气(或液压油)的电磁阀动作,进而推动热流道活塞动作,打开浇口,塑胶射入型腔,保压结束后射胶讯号中断,电磁阀断电,压缩空气流向转向,活塞关闭,封住浇口。
还有一种依靠塑胶压力和弹簧来驱动阀针的热流道(如日本飞莎),工作原理是:在射胶压力的推动下弹簧压缩,阀针后退,浇口打开,塑胶射入型腔。保压结束后,外加的压力减弱,弹簧复位,阀针复位,浇口关闭,示意图如下。这种产品市面上很少见,以后有机会再谈。
上述两种结构的针阀式热流道驱动阀针的方式不同,但浇口处的结构大同小异,哪怕是不同品牌的产品也是如此。浇口处的结构按阀针配合的部位分为两类:A类阀针与模仁配合封住浇口,B类阀针与热咀的浇口套配合封住浇口。详见下图。

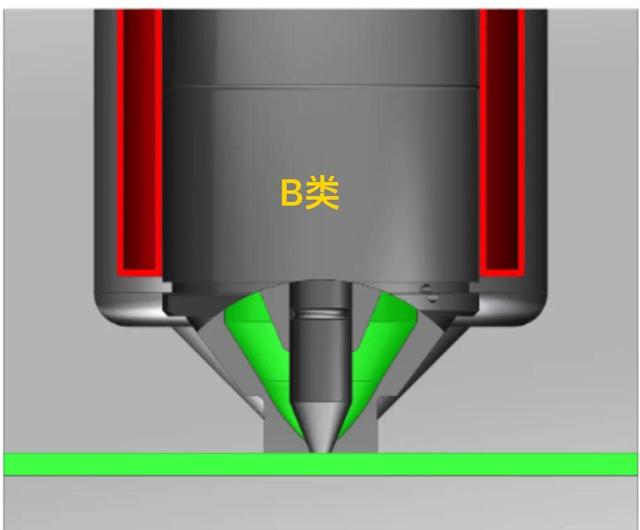
A,B的主要区别在于:A类浇口温度较低,适合于成型温度范围较宽的非结晶型塑料,如ABS,PS等,它的浇口痕迹较小,浇口位置的选择范围较宽。B类浇口温度较高,适合于成型温度范围较窄的结晶型塑胶,如PP,PPA,PA等,它的浇口痕迹稍大,浇口位置的选择范围较窄。
浇口处的结构按阀针头部的形状又分为两类:直针和斜针,如下图。
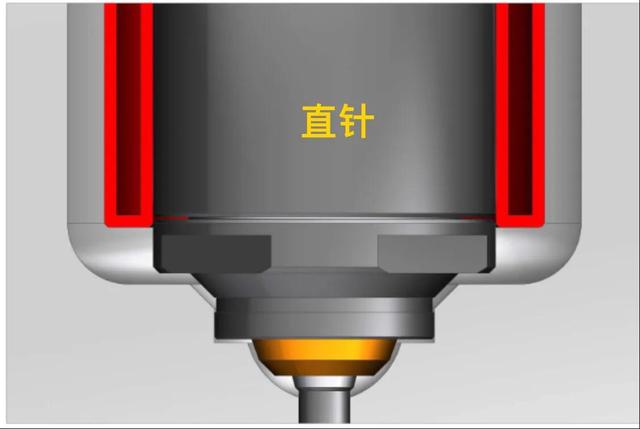
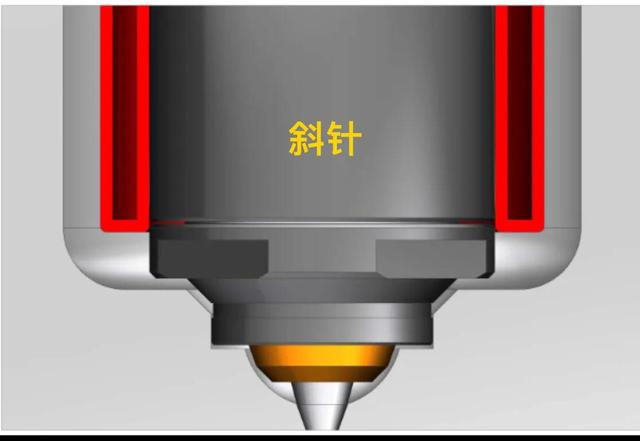
上面两图同为A类(阀针与模仁配合封胶),但阀针头部上图是90度圆柱形的,下图是18(或38)度圆锥的。直针的优点是,它是切断料头,切下的力量比较大,适合于高玻纤含量,长保压时间或薄壁制品。缺点是随着使用时间的增加,针头与浇口磨损日益严重,浇口处逐渐形成批锋。斜针的优点是:对模仁浇口区的加工要求稍低,浇口不易因与阀针的配合形成批锋。缺点是它是挤断料头,不适合高玻纤含量,长保压,薄壁制品。
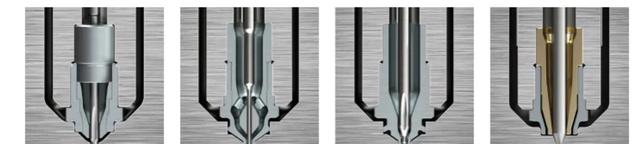
在实际应用中,A类,B类与直针,斜针又可两两组合,形成新的结构。如A类直针的,A类斜针的,B类直针,B类斜针等。新的结构组合就兼有二者的优点。读者可参考下图自行分析。

知道了原理与结构的特点,就有了问题分析时的理论依据。有了理论的支撑,才能避免瞎折腾。下一篇文章将在此基础上分析讲解针阀式热流道模具制品浇口不良的解决方案与预防措施,敬请关注。
注:文中图片来自日本飞沙(fisa),加拿大马斯特(mold-masters)。
相关参考
热流道阀针有的不动(针阀式热流道塑件浇口切不平的原因与预防一一解决方案与预防措施)
上一篇文章中已详细的介绍了针阀式热流道系统的浇口区域结构及特点,熟悉了结构及各自的特点后,对浇口切不平的问题就不难处理了。上图从左到右是描述保压结束后阀针执行关闭动作的过程。阀针关闭时必须把阀针头部红...
热流道阀针有的不动(针阀式热流道塑件浇口切不平的原因与预防一一解决方案与预防措施)
上一篇文章中已详细的介绍了针阀式热流道系统的浇口区域结构及特点,熟悉了结构及各自的特点后,对浇口切不平的问题就不难处理了。上图从左到右是描述保压结束后阀针执行关闭动作的过程。阀针关闭时必须把阀针头部红...
热流道温度一直(热流道维修小技巧一一阀针不能到位的快速诊断)
关于阀针不能到位的问题,在我以前的《针阀式热流道塑件浇口切不平的原因与预防》系列文章中已有详细的介绍。今天在这里介绍一下当在机台上试模或生产中出现阀针不能到位,切不平浇口时快速锁定问题点的小技巧。下面...
热流道温度一直(热流道维修小技巧一一阀针不能到位的快速诊断)
关于阀针不能到位的问题,在我以前的《针阀式热流道塑件浇口切不平的原因与预防》系列文章中已有详细的介绍。今天在这里介绍一下当在机台上试模或生产中出现阀针不能到位,切不平浇口时快速锁定问题点的小技巧。下面...
...、气泡等各种缺陷。本文以通道盖板为例,介绍针阀式绝热流道注塑模设计要点。图1通道盖板产品图从图1可以看出,塑件为扁平的造型,一侧有翻边,此处需要设计滑块。通道盖板为打印机外观零件,其表
...、气泡等各种缺陷。本文以通道盖板为例,介绍针阀式绝热流道注塑模设计要点。图1通道盖板产品图从图1可以看出,塑件为扁平的造型,一侧有翻边,此处需要设计滑块。通道盖板为打印机外观零件,其表
多点控制热流道模具即是针阀式热流道,用针阀控制浇口打开和关闭,调整进胶量和进胶时间,以改变走胶位置来改善夹纹、困气、尺寸,得到想要的产品。由于进胶口由针阀封闭,不会有流延和水口残胶,进胶口和产品融为一...
多点控制热流道模具即是针阀式热流道,用针阀控制浇口打开和关闭,调整进胶量和进胶时间,以改变走胶位置来改善夹纹、困气、尺寸,得到想要的产品。由于进胶口由针阀封闭,不会有流延和水口残胶,进胶口和产品融为一...
热流道一出二针阀体系,阀针,阀针套。针阀热嘴对针阀咀而言﹐其阀针由机械气动或液压操控﹐阀针会在保压末段封闭浇口﹐也就是说在产品尚未完全凝聚时﹐进浇体系已封闭﹐这也就能缩短成形周期。针阀咀能做到无浇口痕...
热流道一出二针阀体系,阀针,阀针套。针阀热嘴对针阀咀而言﹐其阀针由机械气动或液压操控﹐阀针会在保压末段封闭浇口﹐也就是说在产品尚未完全凝聚时﹐进浇体系已封闭﹐这也就能缩短成形周期。针阀咀能做到无浇口痕...