热流道阀针有的不动(针阀式热流道塑件浇口切不平的原因与预防一一解决方案与预防措施)
Posted
篇首语:人生不就是这样,经历过一次次考验才能成长;人生不就是这样,哪怕雨雪霏霾也要去追寻阳光。本文由小常识网(cha138.com)小编为大家整理,主要介绍了热流道阀针有的不动(针阀式热流道塑件浇口切不平的原因与预防一一解决方案与预防措施)相关的知识,希望对你有一定的参考价值。
热流道阀针有的不动(针阀式热流道塑件浇口切不平的原因与预防一一解决方案与预防措施)
上一篇文章中已详细的介绍了针阀式热流道系统的浇口区域结构及特点,熟悉了结构及各自的特点后,对浇口切不平的问题就不难处理了。
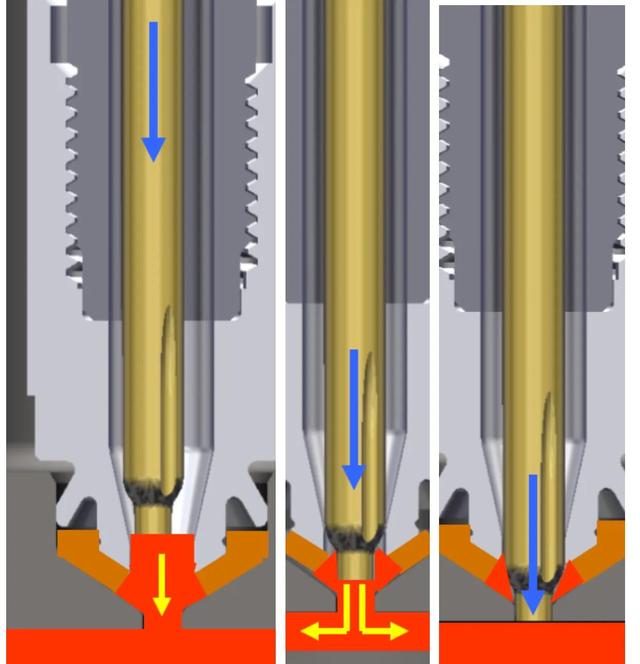
上图从左到右是描述保压结束后阀针执行关闭动作的过程。阀针关闭时必须把阀针头部红色的塑料继续推入型腔,浇口区域才能切平。由此可见,浇口是否能切平,必须满足3个条件:1.型腔中还有空间容纳这些塑料。2.浇口附近的塑料是融熔状态。3.阀针有足够的力量推出这些塑料。
先来说第三个条件。这个是最简单又最常见的问题。我们以最常见的气压式为例来说明(油压也一样,只是工作介质由压缩空气改为液压油)。让阀针有足够的力量去推动首先要保证有足够的气压,市面上的热流道基本上都是要求气压在6-8kg/cm2。另外要保证气路没有明显的漏气,密封件状态正常,电磁阀工作正常,各运动部件没有卡滞的问题。这里提几个比较特殊的注意事项:1.模板上的气路经深孔加工后可能残留未排出的铁屑导致气路不通畅。2.电磁阀消音器在灰尘较重的环境下易堵塞(可直接取消消音器)。3.使用直针的时候会在热咀头部做定位装置,此装置设计制造不当,引起运动阻力加大。
上述问题都排除的情况下仍存在浇口切不平的问题时,基本上可以确定气压不是导致问题产生的原因。保险起见,我们可继续升高气压(接增压泵)至10kg短时间验证一下。也可依压强公式F=P*S推算一下:比如,活塞直径50mm,即面积S1为19.62cm2。浇口直径4mm,即面积S2为0.12cm2,P1=气压6kg/cm2,P2=保压压力200kg/cm2。活塞产生的推力117.75>>阀针头部的反推力24。而实际上保压结束时模腔内的压力并不大。也就是说此时再增加气压是徒劳。
那是怎么回事呢?引出第二个问题一一一浇口区的塑胶是否处于融熔状态。如果这个区域的塑胶处于半融熔状态甚至己凝固了再怎么增加气压也是没有用的。为什么这个区域的塑料会在保压状态下已冷却了呢?一是散热太快了,二是保压太久了。

浇口区壁厚太薄和模具冷却水路太近,模温过低导致塑料冷却迅速。保压路径过于狭窄导致保压效果不好又引起保压时间的加长。
通过上面的分析,如果是因为浇口的塑料已经冷了导致浇口切不平可以得出以下几个解决问题的方向:1.在售前评估时应对壁厚小于0.8mm的产品提高警惕,浇口也应设置在保压路径较好的位置。2.对于壁厚很厚的产品(如车灯透镜)也应注意,因为其保压时间往往很长。3.对于成型温度较高的产品(如PEEK,LCP)及成型温度范围较窄的产品(如PP,PA)更应注意热流道浇口区结构类型的选择。因为这两个大类的塑料往往冷得快(料温与模温的差距越大越易冷,塑料的加工温度范围越窄越易冷)。4.适当的提高料温及模温。5.浇口背面加凸包。6.尽可能减少保压时间。7.B类浇口结构比A类有更高的浇口温度,塑料的凝固时间也变得更长,所以更不易产生切不平的问题。8.热咀头部可做一些改进,让浇口区的温度更高,如用体积更大的铜质衬套,减少热咀头部的散热面积,加长散热路径等(详见《傅立叶定律在热流道系统中的应用》一文)。9.直针比斜针有更强的切断能力。
至于第一个条件,“型腔中还有空间容纳塑料”这个主要影响直针结构的制品。注意与直针头部配合的工件上直伸位不可太高了(0.8mm以下)。一些特殊的结构情况下,应在阀针上或热咀头部设置沟槽,以利于塑料回流。

上图是B类结构的热流道,浇口切不平是因为另外一种原因导致的一一一粘针。
这里所说的粘针是指阀针与模仁或热流道咀头配合良好,但脱模后阀针头部粘起塑料。需要说明的是,另外有一种情况与之十分相似,即阀针关闭不到位,切不平,脱模后把产品上的料拉了一块下来。这个时候应依本文所述的前三个问题去解决。现在只说配合到位时的粘针。
粘针是阀针头部太热了导致的。这个热量来自于:1.不合理的热咀头部结构,如本该用A类结构的,用成了B类。这时应依上文7,8两条反其道行之。2.过度的浇口剪切热。如浇口小,射出量大,射速高,热咀浇口区域流道狭窄等。
粘针的解决办法是降低浇口温度,改善冷却。
相关参考