热流道阀针什么材质最好(多点控制热流道模具的调机心得)
Posted
篇首语:人生就像一场舞会,教会你最初舞步的人,未必能陪你走到散场。本文由小常识网(cha138.com)小编为大家整理,主要介绍了热流道阀针什么材质最好(多点控制热流道模具的调机心得)相关的知识,希望对你有一定的参考价值。
热流道阀针什么材质最好(多点控制热流道模具的调机心得)
多点控制热流道模具即是针阀式热流道,用针阀控制浇口打开和关闭,调整进胶量和进胶时间,以改变走胶位置来改善夹纹、困气、尺寸,得到想要的产品。由于进胶口由针阀封闭,不会有流延和水口残胶,进胶口和产品融为一体,美观。
针阀式热流道的控制有气压、液压和弹簧,气压因为简单、安全卫生、快捷,普遍使用。气压的压力一般使用车间正常使用的压缩空气,压力一般为0.6MPA。
材料从螺杆到模具的流动过程,是由一个进胶口分成多个进胶口,因为一对多的分配的原因,在每个进胶口不同步进胶的时候,每个进胶口的改变,会直接影响到其余的进胶口,由于多点控制热流道的这个特征,调机会有很多不一样的玩法。
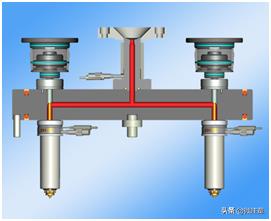
针阀式热流道的工作原理:
针阀式热流道由加热器、控制器、针阀式浇口和流道组成。加热器控制热流道的温度,针阀式浇口和流道负责进胶,控制器控制针阀的打开和关闭,通过控制针阀的打开和关闭,调整每个进胶口的进胶量和进胶时间,得到合格的产品。
针阀式热流道的工作需要由注塑机提供注射开始信号给到控制器,控制器接收到信号同步工作。
针阀式热流道,主要有两个时间需要掌握:
延时打开时间和打开时间,延时打开时间是在注射的过程中,没有和射胶时间同步,延时一定时间后打开针阀进胶。
打开时间是针阀打开的整个进胶时间,时间到后针阀关闭。
心得和问题点:
1、尽量不使用延时打开时间控制针阀
问题点:针阀动作需要压缩空气驱动,延时打开会因为气体分配压力变小,打开动作不稳定,造成进胶变化;针阀会因为漏胶卡死不顺,延时打开动作不稳定,造成进胶变化。
2、针阀打开时间大于注射时所产生的所有时间
问题点:针阀打开时间和注射开始时间同步,针阀关闭时间有3种:大于、小于或等于注射保压完成时间。因为针阀打开和关闭不稳定,针阀关闭时间小于或等于注射保压时间,会造成进胶不稳定,不能完全进胶到设定的胶量;提前关闭针阀,但注射保压没有完成,会把所有的压力压在针阀上,容易造成针阀密封损坏,漏胶。
针阀关闭时间大于注射保压时间,因为针阀动作和注塑机的射胶信号同步,注射保压完成后没有注射信号,针阀控制器会同步关闭针阀,这时不受打开时间的控制。
3、尽量不用针阀提前关闭
有的需要调整夹纹等,个别针阀提前关闭来改变走胶方向。还在注射中的针阀关闭,会受到注射压力和关闭针阀的气体压力的影响,针阀关闭有不同程度的动作偏差,影响到最后的关闭时间,结果就是夹纹不稳定等不良。
针阀式热流道的产品,因为热流道原因的不良主要是:
1.夹纹不稳定,偏离
原因:针阀漏胶和气压不足,导致打开动作不顺,进胶时间变化。漏胶需要拆开阀针清理,查找真正的原因,阀针还是封胶套磨损,需要更换;气压不足需要提高气压,进气管可以使用增压泵增压,一般的增压泵可以增压到1MPA。阀针气缸使用胶圈密封,不能无限量的使用高压力的增压泵。
2.不进胶
原因:气压没有或漏胶使得阀针没有动作。检查气管情况和漏胶情况,同1。
3.浇口批锋
原因:阀针或浇口套磨损。需要更换阀针或浇口套
4.缺胶
原因:单个阀针动作不顺,打开动作变慢,进胶时间减少。检查气管情况和漏胶情况,同1。
本文作者:微注塑特约作者 叶枫灵
本文为微注塑原创文章,未经许可,任何人或组织不得复制、转载、摘编或以其他任何形式的商业应用!版权所有,侵权必究!
相关参考
多点控制热流道模具即是针阀式热流道,用针阀控制浇口打开和关闭,调整进胶量和进胶时间,以改变走胶位置来改善夹纹、困气、尺寸,得到想要的产品。由于进胶口由针阀封闭,不会有流延和水口残胶,进胶口和产品融为一...
多点控制热流道模具即是针阀式热流道,用针阀控制浇口打开和关闭,调整进胶量和进胶时间,以改变走胶位置来改善夹纹、困气、尺寸,得到想要的产品。由于进胶口由针阀封闭,不会有流延和水口残胶,进胶口和产品融为一...
多点控制热流道模具即是针阀式热流道,用针阀控制浇口打开和关闭,调整进胶量和进胶时间,以改变走胶位置来改善夹纹、困气、尺寸,得到想要的产品。由于进胶口由针阀封闭,不会有流延和水口残胶,进胶口和产品融为一...
多点控制热流道模具即是针阀式热流道,用针阀控制浇口打开和关闭,调整进胶量和进胶时间,以改变走胶位置来改善夹纹、困气、尺寸,得到想要的产品。由于进胶口由针阀封闭,不会有流延和水口残胶,进胶口和产品融为一...
热流道阀针价格(60%以上注塑机生产厂商都选择的热流道,好在哪里?)
一、热流道的发展随着技术不断进步和应用的复杂性不断提高,很多客户对于热流道的性能要求也越来越高,甚至要求采用直接浇注方式来制造产品。热流道的发展,总体来说在国外运用比较普遍,据有关数据统计,已经达到90%...
热流道阀针价格(60%以上注塑机生产厂商都选择的热流道,好在哪里?)
一、热流道的发展随着技术不断进步和应用的复杂性不断提高,很多客户对于热流道的性能要求也越来越高,甚至要求采用直接浇注方式来制造产品。热流道的发展,总体来说在国外运用比较普遍,据有关数据统计,已经达到90%...
...、气泡等各种缺陷。本文以通道盖板为例,介绍针阀式绝热流道注塑模设计要点。图1通道盖板产品图从图1可以看出,塑件为扁平的造型,一侧有翻边,此处需要设计滑块。通道盖板为打印机外观零件,其表
...、气泡等各种缺陷。本文以通道盖板为例,介绍针阀式绝热流道注塑模设计要点。图1通道盖板产品图从图1可以看出,塑件为扁平的造型,一侧有翻边,此处需要设计滑块。通道盖板为打印机外观零件,其表
...的生产成本就成为每个公司要重点考虑的方法之一。使用热流道模具是一个降低成本的不错方法,它不仅减少了水口料的产生(减少对环境的污染)而且还可以缩短注塑产品的生产周期,提高工作效率。并同时还可以提高注塑产...
...的生产成本就成为每个公司要重点考虑的方法之一。使用热流道模具是一个降低成本的不错方法,它不仅减少了水口料的产生(减少对环境的污染)而且还可以缩短注塑产品的生产周期,提高工作效率。并同时还可以提高注塑产...