热流道针阀式热嘴(热能泵本体热流道注塑模设计+3d)
Posted
篇首语:安全感,不是来源于爱,而是偏爱。本文由小常识网(cha138.com)小编为大家整理,主要介绍了热流道针阀式热嘴(热能泵本体热流道注塑模设计+3d)相关的知识,希望对你有一定的参考价值。
热流道针阀式热嘴(热能泵本体热流道注塑模设计+3d)
热能泵本体是某医疗器械的配套产品。其产品图如图1所示,塑件外形最大尺寸为156.67mmX113.85mmX200mm,平均壁厚为4.0mm,塑件质量为332克,材料为PA66+15GF,缩水率为0.45%,尼龙具有优异的耐磨性和自润滑性能,它的耐磨性高于铜。它还具有很高的机械强度和韧性,耐弱碱和一般的有机溶剂,使用温度一般在 - 40℃~ + 100℃。不足之处是它的吸水性较大, 影响尺寸的稳定性。尼龙树脂中加入玻璃纤维填料可有效提高抗冲击强度。尼龙材料广泛用于仪表零件(线圈骨架、开关、接插件、垫圈、外壳)、机械零件(齿轮、 轴承、凸轮、衬套)等。热能泵本体对塑件的要求很高,在使用过程中需要承受较高的内部压力,要求塑件材料除了具有很高的机械强度和韧性外,塑件本身不得存在熔接痕、气泡、毛边和其它各种注塑缺陷。
从产品图可以看出,塑件结构复杂,安装平面要求平整,不能设计脱模斜度,安装平面边缘的3个U型缺口用来组装紧固螺栓,安装平面中间的边缘有一条凸筋,上面有两个小凸台,因此,安装平面需要设计滑块抽芯。容器肩部有一条出液管,直通容器内部,此出液管内孔同样需要设计滑块抽芯。出液管的对面也需要设计侧向抽芯。因此塑件需要设计3个方向的侧向分型和抽芯机构,见图1所示。3个滑块的位置见图3. 在塑件的顶部有一个螺纹内孔,螺纹长度为16mm,螺距为2mm,此螺纹为非标螺纹,需要设计自动脱螺纹机构。综合分析全套模具设计有两个难点,其一为3个滑块抽芯机构的设计,滑块之间以及滑块与型腔之间分型面的选择,其二为定模脱螺纹机构的设计。
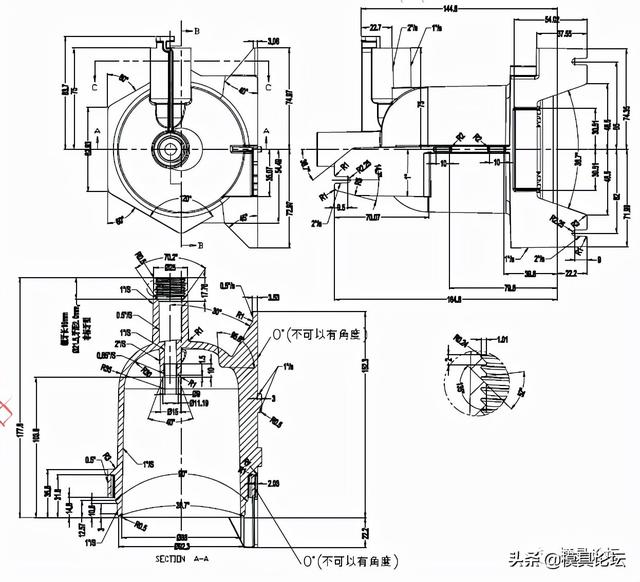
图1 热能泵本体产品图
大型机壳类塑件脱螺纹与瓶盖类圆形塑件脱螺纹有着本质的区别。圆形塑件脱螺纹的方式往往与开模的动作次序相关,和模具结构的复杂程度相关。机壳类塑件脱螺纹的方式往往比较单一,大多数采用油缸或气动元件脱螺纹。因此定模脱螺纹多数采用油缸带动齿条驱动齿轮脱螺纹。定模脱螺纹与动模脱螺纹不同的是,不能利用模具的开模动作借助开模力脱螺纹。因此需要单独设计脱螺纹机构,并在开模前,完成脱螺纹的动作,否则会损坏制品乃至发生事故。
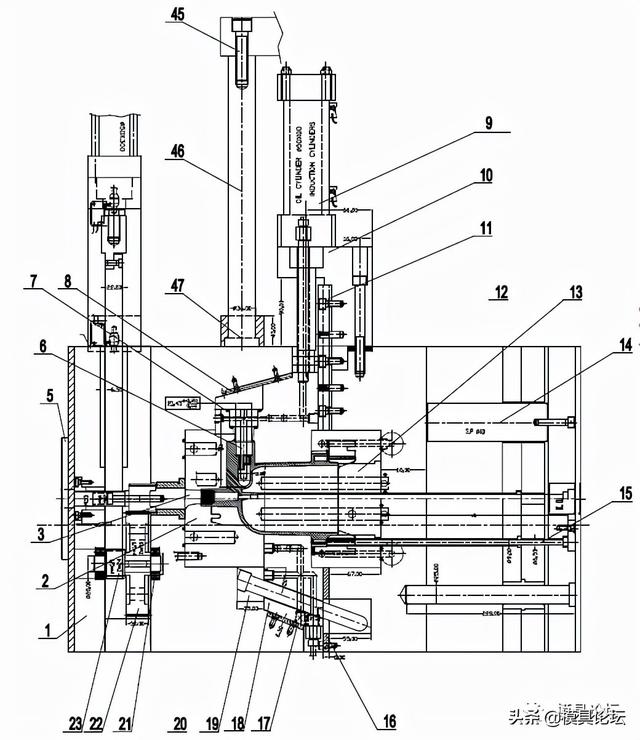
塑件尺寸较大,质量332克,再加上结构比较复杂,3个方向抽芯,定模脱螺纹,需要的注塑机吨位较大,因此只能设计1出1的型腔排位。模具设计图见图2,模胚为非标模胚,规格为5340,为保证加工精度,在专业模胚厂家龙记定做模胚。所选择的注塑机为300吨注塑机,经核算,塑化能力和合模力符合要求。
塑件的周边都处于3个滑块的包围中,而滑块底部进胶为不良的模具设计,应当避免。顶部的空心柱位内孔为螺纹,需要设计脱螺纹机构,没有位置设计浇口。因此按照与客户商定的模具设计式样书之规定,在塑件顶部的弧面采用热嘴单点进胶,热嘴品牌为YUDO,这种热嘴类似于大水口主流道进胶,成型后浇口需要人工剪除。塑件材料为PA66+15GF,由于玻纤有磨损性,不适合针阀式热嘴,对于有强度要求的塑件,这种大水口进胶能使塑件密实,机械强度明显提高。
模具需要设计3个滑块,其中滑块1的内孔深度为60mm,加上3mm的安全距离,抽芯距离为63mm,对此滑块设计了油缸驱动,其余两个滑块仍然采用斜导柱抽芯机构。斜导柱抽芯具有稳定可靠的特点,为了增加模具寿命,便于调整和更换,所有滑块的斜面和底部都设计了耐磨板,采用淬火钢材制造,并在表面开设油槽。
滑块25成型塑件的安装平面,滑块较大,所受的侧向力也很大,为此对斜楔28设计了反锁机构,防止其偏移。滑块的油缸上带有行程开关,便于控制抽芯距离。所有滑块的压条采用石墨铜压条,保证润滑和导向良好。
脱螺纹机构采用油缸驱动,油缸带动齿条,齿条带动齿轮通过两级传动使螺纹芯旋转实现定模脱螺纹。油缸的参数为缸径50,行程300,齿条齿数80,齿条和所有齿轮模数均为1.5,两级传动可以缩短齿条的长度。注塑完毕后首先由齿条啮合带动齿数为Z1=24的小齿轮,此小齿轮再带动与其同轴Z2=90的大齿轮,此大齿轮再啮合带动Z3=24的小齿轮,此小齿轮带动与其同轴的螺纹芯子旋转,从而实现自动脱螺纹。传动比为90/24*90/24,因此,齿轮齿条脱螺纹属于增速机构,通过增速实现缩短油缸行程和齿条长度。
塑件的底部边缘有6个盲孔,在此部位设计6支司筒,塑件内部中心有一个空心柱位,也便于设计司筒,另外在内顶部设计1支顶针,在司筒和顶针的作用下实现塑件的脱模。
为了保证注射周期,模具设计了良好的冷却系统。生产尼龙的模具,温度较高,为避免热量散失,在动模座板和定模座板分别设计了隔热板。
模具动定模两侧都设计了油缸,油缸处于天侧,因此模具需要设计起吊装置,吊模梁45通过支撑柱46固定在模具上。
出口模具客户一般都要求做模流分析,运用MPI 6.0模流分析,其模拟结果如下:
1.填充和压力需求模型显示可以正确填充。
2.我们期望零件上的保持压力分布均匀。在5.9mm壁厚内靠近顶部边缘和容器底部端口的区域存在轻微的空隙风险。
3.翘曲行为,研究模型的最大翘曲挠度值举例说明了各种变体。
4.绘制了纤维方向图。这些图中的颜色代表方向的强度。红色表示纤维取向度高,蓝色表示纤维取向度低。方向一般来说,以下说法是正确的:纤维的取向越均匀,翘曲越小。
5.显示了零件的圆度和均匀度。我们调查了沿路径在二维图形从应用能量开始的位置处的位移要求高公差。路径处的位移显示为绝对值。
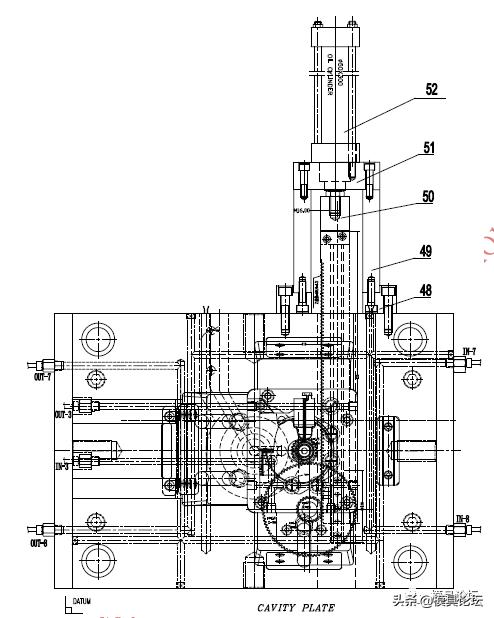
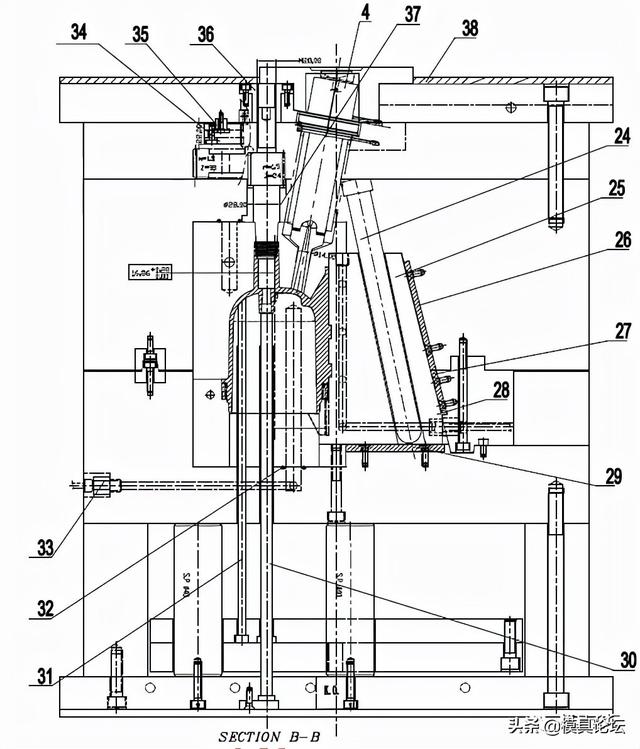
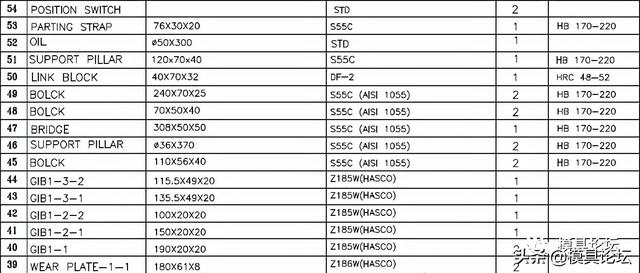
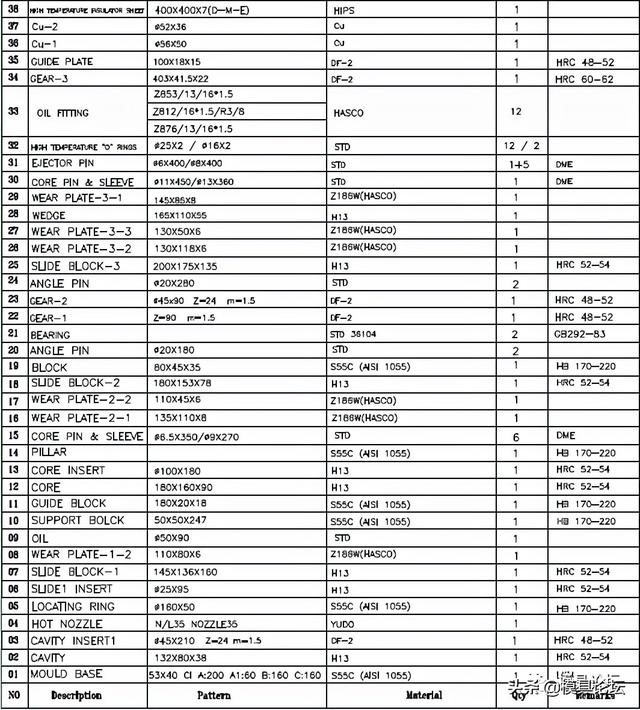
图2 热能泵本体模具图
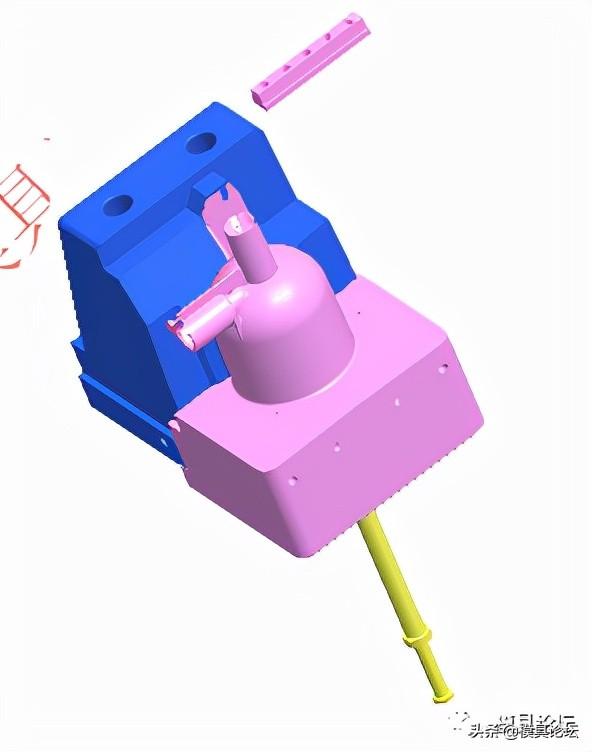
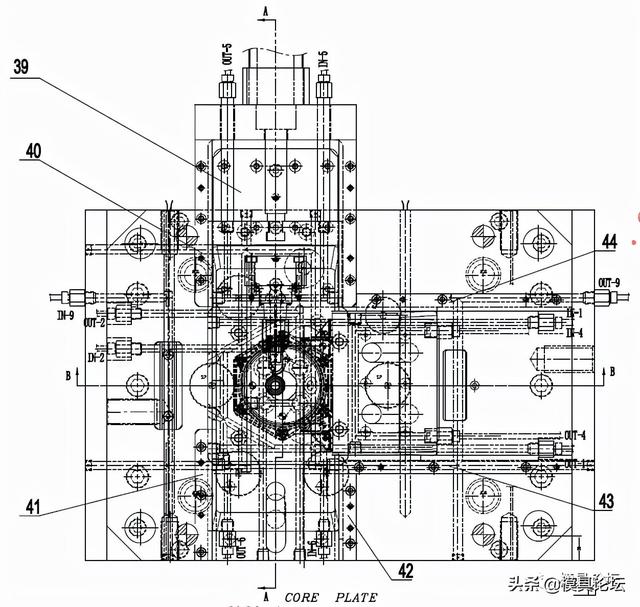
图3 3D模具图
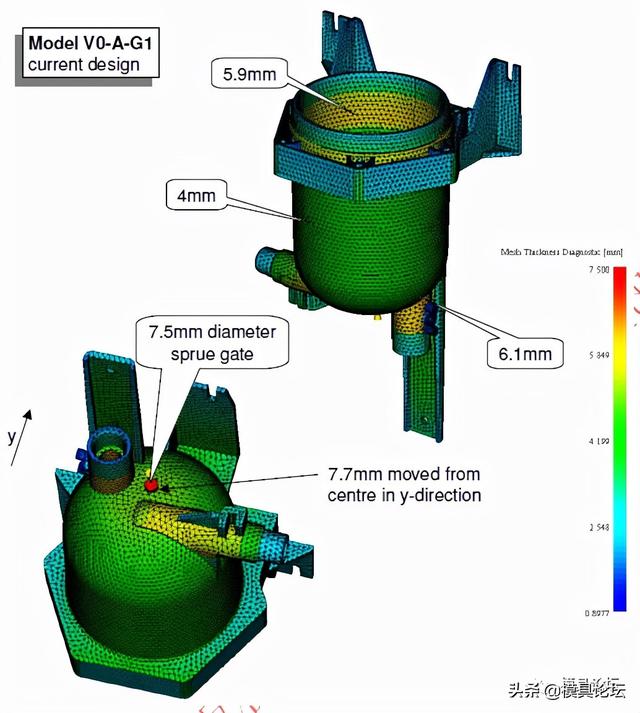
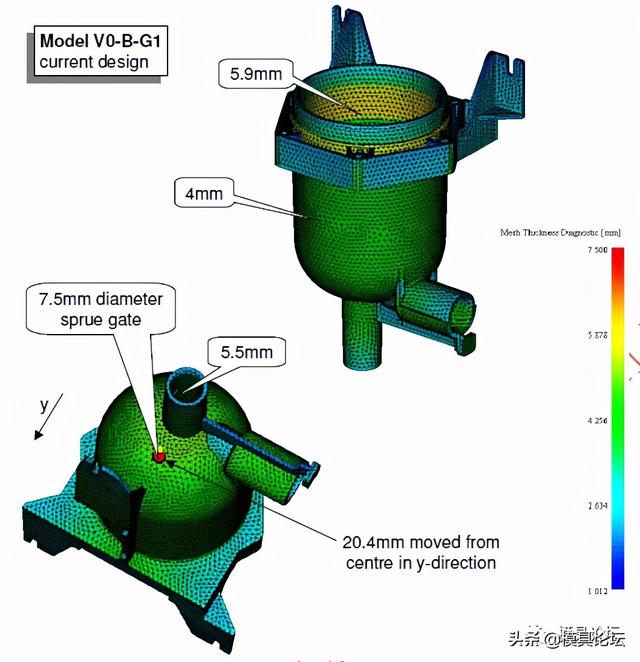
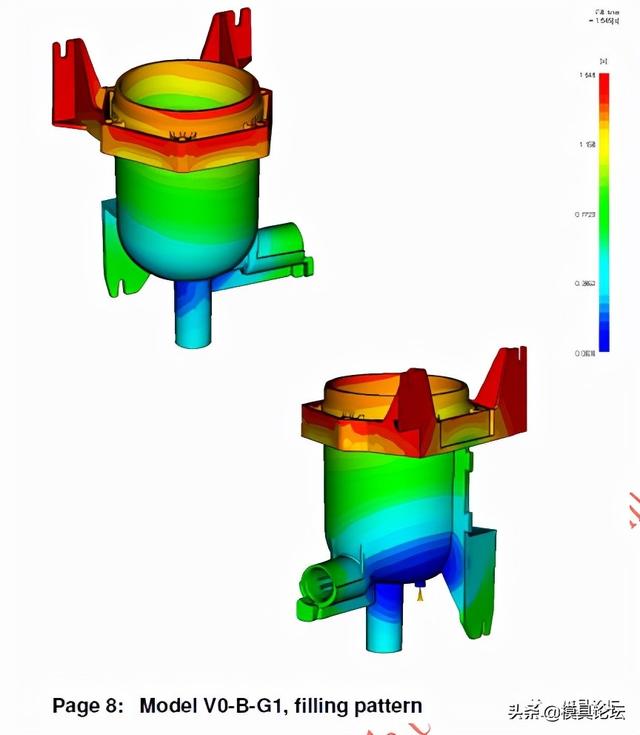
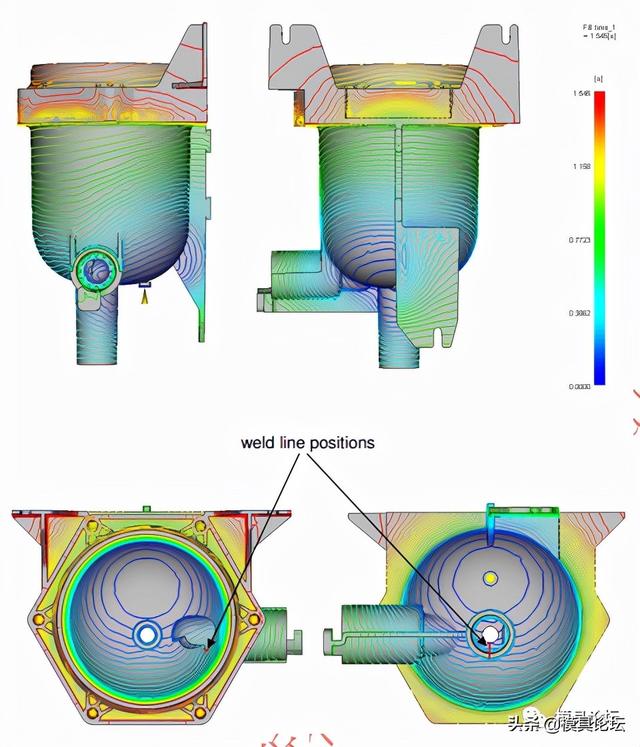
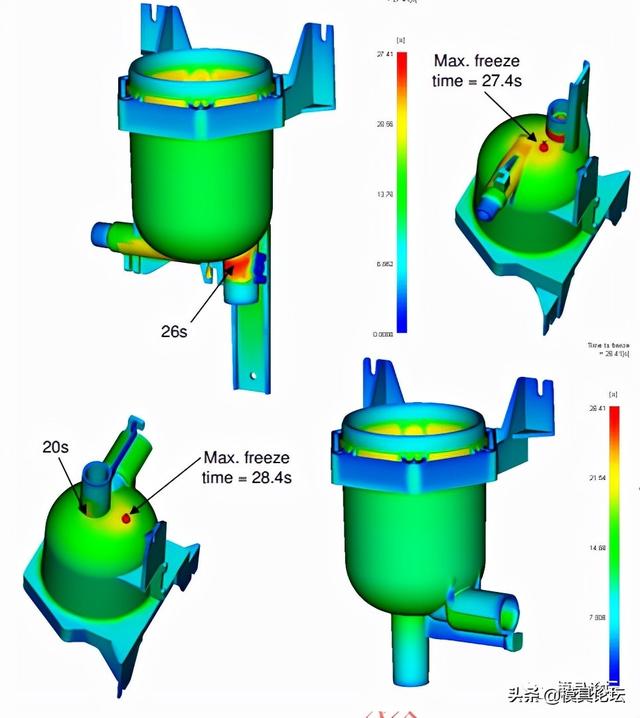
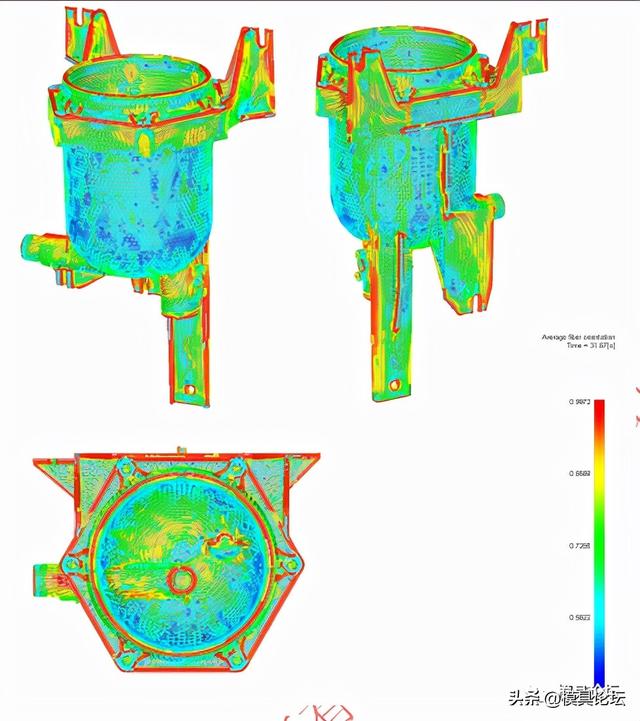
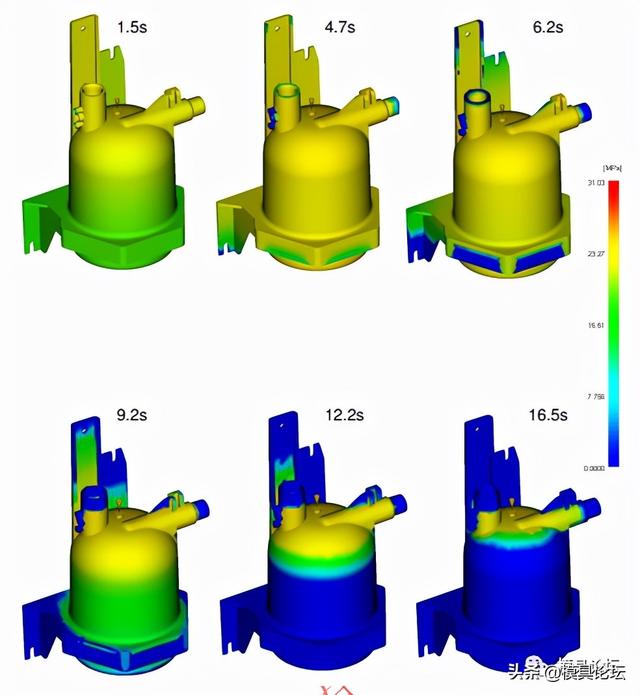
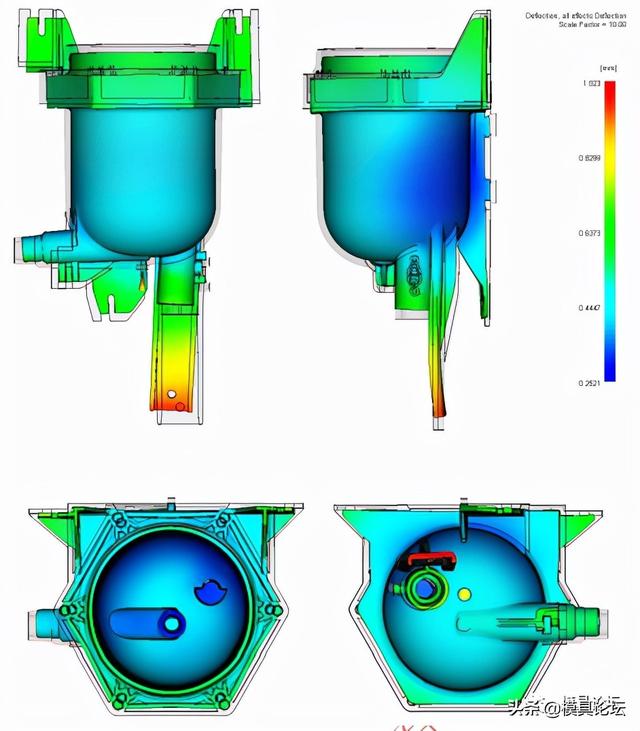
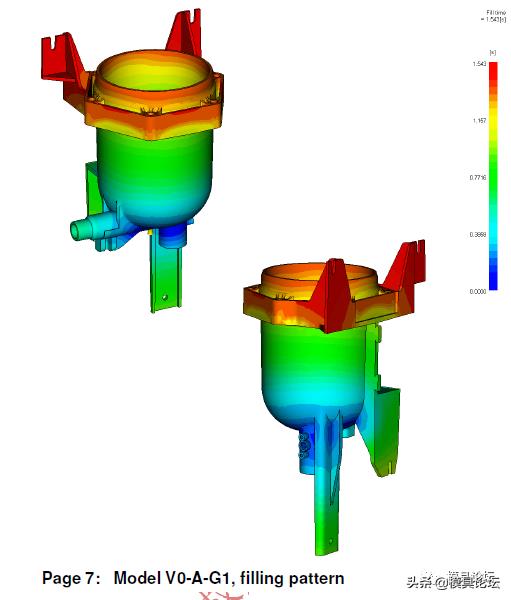
图4 模流分析图
模具论坛版权所有
相关参考
热流道针阀胶口料花(青华模具分享Moldflow针阀式热流道的创建)
在moldflow模流分析中,我们可以直接模拟针阀式热流道注射成型,但是很多朋友都不知道究竟怎么用的?下面将讲述关于针阀式热流道注射成型的具体使用,希望对大家有提升:1.我们用600X40X2MM显示器装饰条为例,先对其进行网...
热流道针阀胶口料花(青华模具分享Moldflow针阀式热流道的创建)
在moldflow模流分析中,我们可以直接模拟针阀式热流道注射成型,但是很多朋友都不知道究竟怎么用的?下面将讲述关于针阀式热流道注射成型的具体使用,希望对大家有提升:1.我们用600X40X2MM显示器装饰条为例,先对其进行网...
...的多了,就很难控制这个精度差了。所以要应用到针阀式热流道,至于什么叫针阀式热流道?是注塑完后射嘴孔里的针通过阀门的作用会前移,从而堵塞住射嘴,使不能再射胶,射到型腔里的胶料也不能回流。用这种热流道不用...
...的多了,就很难控制这个精度差了。所以要应用到针阀式热流道,至于什么叫针阀式热流道?是注塑完后射嘴孔里的针通过阀门的作用会前移,从而堵塞住射嘴,使不能再射胶,射到型腔里的胶料也不能回流。用这种热流道不用...
什么是热流道?热流道(HotRunnerSystems)是在注塑模具中使用的,将融化的塑料粒子注入到模具的型腔中的加热组件系统。热流道系统一般由热喷嘴、分流板、温控箱和附件等几部分组成。热流道分类①开放式②针阀式热喷嘴一...
什么是热流道?热流道(HotRunnerSystems)是在注塑模具中使用的,将融化的塑料粒子注入到模具的型腔中的加热组件系统。热流道系统一般由热喷嘴、分流板、温控箱和附件等几部分组成。热流道分类①开放式②针阀式热喷嘴一...
什么是热流道?热流道(HotRunnerSystems)是在注塑模具中使用的,将融化的塑料粒子注入到模具的型腔中的加热组件系统。热流道系统一般由热喷嘴、分流板、温控箱和附件等几部分组成。热流道分类①开放式②针阀式热喷嘴一...
什么是热流道?热流道(HotRunnerSystems)是在注塑模具中使用的,将融化的塑料粒子注入到模具的型腔中的加热组件系统。热流道系统一般由热喷嘴、分流板、温控箱和附件等几部分组成。热流道分类①开放式②针阀式热喷嘴一...
注塑上热流道模具要注意哪些(热流道热嘴套的设计方法,以及必须注意的地方,再也不担心难学了)
注塑模具热流道进胶的模具现在使用特多别,特别是汽车模具非常多,有用到热流道进胶的模具要求热嘴必须设计热嘴套,且热嘴套一定要设计运水便于冷却、恒温,那么热嘴套要怎么设计呢,需要注意什么事项呢?下面我来给...
注塑上热流道模具要注意哪些(热流道热嘴套的设计方法,以及必须注意的地方,再也不担心难学了)
注塑模具热流道进胶的模具现在使用特多别,特别是汽车模具非常多,有用到热流道进胶的模具要求热嘴必须设计热嘴套,且热嘴套一定要设计运水便于冷却、恒温,那么热嘴套要怎么设计呢,需要注意什么事项呢?下面我来给...