热流道针阀(多点控制热流道模具的调机心得)
Posted
篇首语:我走在逃离命运的路上,却与命运不期而遇。本文由小常识网(cha138.com)小编为大家整理,主要介绍了热流道针阀(多点控制热流道模具的调机心得)相关的知识,希望对你有一定的参考价值。
热流道针阀(多点控制热流道模具的调机心得)
多点控制热流道模具即是针阀式热流道,用针阀控制浇口打开和关闭,调整进胶量和进胶时间,以改变走胶位置来改善夹纹、困气、尺寸,得到想要的产品。由于进胶口由针阀封闭,不会有流延和水口残胶,进胶口和产品融为一体,美观。
针阀式热流道的控制有气压、液压和弹簧,气压因为简单、安全卫生、快捷,普遍使用。气压的压力一般使用车间正常使用的压缩空气,压力一般为0.6MPA。
材料从螺杆到模具的流动过程,是由一个进胶口分成多个进胶口,因为一对多的分配的原因,在每个进胶口不同步进胶的时候,每个进胶口的改变,会直接影响到其余的进胶口,由于多点控制热流道的这个特征,调机会有很多不一样的玩法。
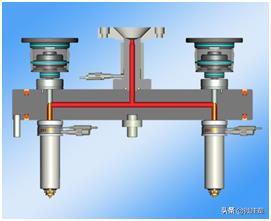
针阀式热流道的工作原理:
针阀式热流道由加热器、控制器、针阀式浇口和流道组成。加热器控制热流道的温度,针阀式浇口和流道负责进胶,控制器控制针阀的打开和关闭,通过控制针阀的打开和关闭,调整每个进胶口的进胶量和进胶时间,得到合格的产品。
针阀式热流道的工作需要由注塑机提供注射开始信号给到控制器,控制器接收到信号同步工作。
针阀式热流道,主要有两个时间需要掌握:
延时打开时间和打开时间,延时打开时间是在注射的过程中,没有和射胶时间同步,延时一定时间后打开针阀进胶。
打开时间是针阀打开的整个进胶时间,时间到后针阀关闭。
心得和问题点:
1、尽量不使用延时打开时间控制针阀
问题点:针阀动作需要压缩空气驱动,延时打开会因为气体分配压力变小,打开动作不稳定,造成进胶变化;针阀会因为漏胶卡死不顺,延时打开动作不稳定,造成进胶变化。
2、针阀打开时间大于注射时所产生的所有时间
问题点:针阀打开时间和注射开始时间同步,针阀关闭时间有3种:大于、小于或等于注射保压完成时间。因为针阀打开和关闭不稳定,针阀关闭时间小于或等于注射保压时间,会造成进胶不稳定,不能完全进胶到设定的胶量;提前关闭针阀,但注射保压没有完成,会把所有的压力压在针阀上,容易造成针阀密封损坏,漏胶。
针阀关闭时间大于注射保压时间,因为针阀动作和注塑机的射胶信号同步,注射保压完成后没有注射信号,针阀控制器会同步关闭针阀,这时不受打开时间的控制。
3、尽量不用针阀提前关闭
有的需要调整夹纹等,个别针阀提前关闭来改变走胶方向。还在注射中的针阀关闭,会受到注射压力和关闭针阀的气体压力的影响,针阀关闭有不同程度的动作偏差,影响到最后的关闭时间,结果就是夹纹不稳定等不良。
针阀式热流道的产品,因为热流道原因的不良主要是:
1.夹纹不稳定,偏离
原因:针阀漏胶和气压不足,导致打开动作不顺,进胶时间变化。漏胶需要拆开阀针清理,查找真正的原因,阀针还是封胶套磨损,需要更换;气压不足需要提高气压,进气管可以使用增压泵增压,一般的增压泵可以增压到1MPA。阀针气缸使用胶圈密封,不能无限量的使用高压力的增压泵。
2.不进胶
原因:气压没有或漏胶使得阀针没有动作。检查气管情况和漏胶情况,同1。
3.浇口批锋
原因:阀针或浇口套磨损。需要更换阀针或浇口套
4.缺胶
原因:单个阀针动作不顺,打开动作变慢,进胶时间减少。检查气管情况和漏胶情况,同1。
本文作者:微注塑特约作者 叶枫灵
本文为微注塑原创文章,未经许可,任何人或组织不得复制、转载、摘编或以其他任何形式的商业应用!版权所有,侵权必究!
相关参考
多点控制热流道模具即是针阀式热流道,用针阀控制浇口打开和关闭,调整进胶量和进胶时间,以改变走胶位置来改善夹纹、困气、尺寸,得到想要的产品。由于进胶口由针阀封闭,不会有流延和水口残胶,进胶口和产品融为一...
多点控制热流道模具即是针阀式热流道,用针阀控制浇口打开和关闭,调整进胶量和进胶时间,以改变走胶位置来改善夹纹、困气、尺寸,得到想要的产品。由于进胶口由针阀封闭,不会有流延和水口残胶,进胶口和产品融为一...
多点控制热流道模具即是针阀式热流道,用针阀控制浇口打开和关闭,调整进胶量和进胶时间,以改变走胶位置来改善夹纹、困气、尺寸,得到想要的产品。由于进胶口由针阀封闭,不会有流延和水口残胶,进胶口和产品融为一...
多点控制热流道模具即是针阀式热流道,用针阀控制浇口打开和关闭,调整进胶量和进胶时间,以改变走胶位置来改善夹纹、困气、尺寸,得到想要的产品。由于进胶口由针阀封闭,不会有流延和水口残胶,进胶口和产品融为一...
一、什么是热流道?热流道技术是应用于塑料注塑模浇注流道系统的一种先进技术,是塑料注塑成型工艺发展的一个热点方向。所谓热流道成型是指从注射机喷嘴送往浇口的塑料始终保持熔融状态,在每次开模时不需要固化作为...
一、什么是热流道?热流道技术是应用于塑料注塑模浇注流道系统的一种先进技术,是塑料注塑成型工艺发展的一个热点方向。所谓热流道成型是指从注射机喷嘴送往浇口的塑料始终保持熔融状态,在每次开模时不需要固化作为...
热流道注塑模的工作过程((中模)注塑模具热流道技术及其最新进展(续))
1、分流板的类型热流道的分流板按加热方式分为内热式和外热式两种。分流板中的流道在加热阶段由外部的加热源加热到塑料的加工温度,而后在注射周期内,加热器主要用于补偿热耗造成的能量损失。外热式分流板如图1所示...
热流道注塑模的工作过程((中模)注塑模具热流道技术及其最新进展(续))
1、分流板的类型热流道的分流板按加热方式分为内热式和外热式两种。分流板中的流道在加热阶段由外部的加热源加热到塑料的加工温度,而后在注射周期内,加热器主要用于补偿热耗造成的能量损失。外热式分流板如图1所示...
...的多了,就很难控制这个精度差了。所以要应用到针阀式热流道,至于什么叫针阀式热流道?是注塑完后射嘴孔里的针通过阀门的作用会前移,从而堵塞住射嘴,使不能再射胶,射到型腔里的胶料也不能回流。用这种热流道不用...
...的多了,就很难控制这个精度差了。所以要应用到针阀式热流道,至于什么叫针阀式热流道?是注塑完后射嘴孔里的针通过阀门的作用会前移,从而堵塞住射嘴,使不能再射胶,射到型腔里的胶料也不能回流。用这种热流道不用...