热流道系统定制(热流道的流道板绝热效果不好)
Posted
篇首语:弱龄寄事外,委怀在琴书。本文由小常识网(cha138.com)小编为大家整理,主要介绍了热流道系统定制(热流道的流道板绝热效果不好)相关的知识,希望对你有一定的参考价值。
热流道系统定制(热流道的流道板绝热效果不好)
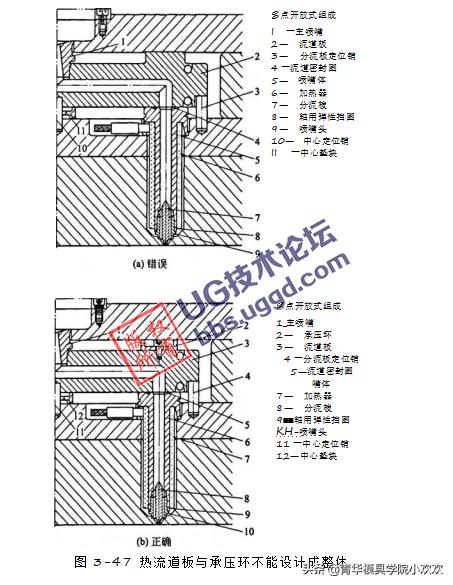
热流道系统与模板大面积接触,要求绝热效果好,以减少热损失和降低温度控制的难度。 热流道板、喷嘴与模板的隔热大多数用空气隔热方式,其结构零件要尽量减少与模板的接触面 积,并必须留有足够的空间。如果把热流道板与承压环设计成整体的,会使热流道隔热效果变 差,制造成本增高,又不便于调整高度,如图3-47(a)所示。应如图3-47(b)所示,采用承压 环,便于调整喷嘴的装配尺寸。流道板的承压环采用不锈钢(绝热效果好),喷嘴采用铍青铜 等。喷嘴附近要设计足够的冷却水道,避免热流道附近有浇口晕出现。
禁忌4流道板的料道有死角
流道板的料道内如有死角,流道板的料道内就会有余料,熔料容易积聚,使制品出现色差。 因此,流道板的料道内不允许有死角。
禁忌5热流道的喷嘴泄漏、流延或堵塞
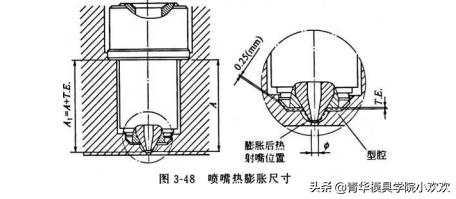
热流道喷嘴尺寸标注与成型面不一样,高热流道喷嘴在加热后因膨胀尺寸会伸。
file:///C:\\Users\\pc3\\AppData\\Local\\Temp\\ksohtml\\wps8C9F.tmp.png
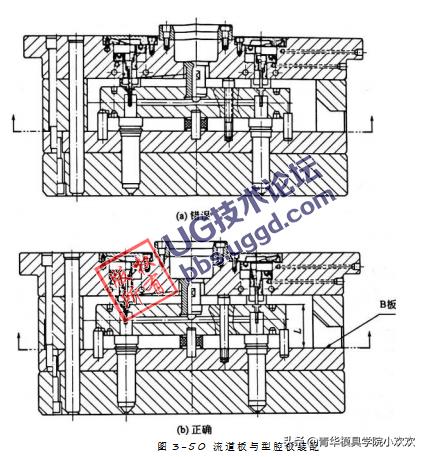
禁忌7热流道板与型腔板固定错误设计 热流道板与型腔板紧固不能采用螺钉结构。
(1) 如果采用螺钉把流道板直接固定在定模板上,流道板热膨胀的方向会受到限制,会必 流道板向上翅起,如图3-50(a)所示。为了使流道板因温度变化产生尺寸变化时能自由伸缩,习 用有台阶的螺钉,旋紧后的六角螺钉底面到B模板长度Li比流道板顶面到13模顶面高度 设计喷嘴时要计算出喷嘴的膨胀尺寸,应加工掉喷嘴加热后伸长的计算尺寸(或装配好的喷嘴 加热后伸长的实测尺寸),否则会损伤型腔和热流道喷嘴。在装配图中要标注装配要求的公差• 避免热流道喷嘴堵塞和流延,如图3-48所示。
禁忌6喷嘴中心与型腔板的中心孔产生错位
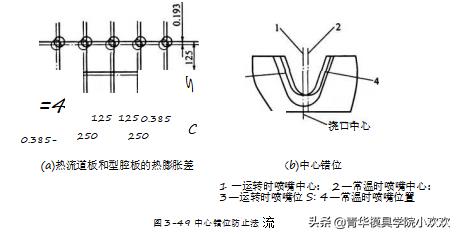
由于热流道板温度20(TC和型腔板温度6CTC,两者产生热膨胀差,如图3-49U)所示。因 此,喷嘴和定模板之间要有足够的空间;也就是说要修正好热流道喷嘴的位置,修正量为流道 板的热膨胀量,以使流道板的喷嘴孔中心在因加热而产生膨胀时不错离浇口孔中心,如图3-49 (b)所示。喷嘴采用高弹性钢或高张力镍青铜或铍青铜。
禁忌7热流道板与型腔板固定错误设计 热流道板与型腔板紧固不能采用螺钉结构。
(1) 如果采用螺钉把流道板直接固定在定模板上,流道板热膨胀的方向会受到限制,会必 流道板向上翅起,如图3-50(a)所示。为了使流道板因温度变化产生尺寸变化时能自由伸缩,习 用有台阶的螺钉,旋紧后的六角螺钉底面到B模板长度Li比流道板顶面到13模顶面高度。
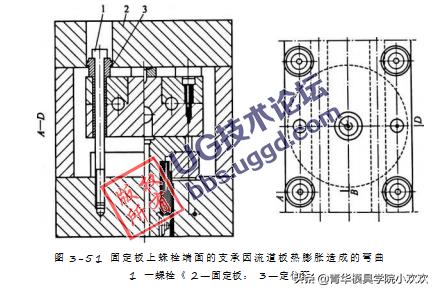
(1) 大型的流道板上为解决固定螵栓弯曲的问题,如图3-51所示模板的孔中,栓的端面被支承。
禁忌9流道板的流道孔表面粗糙度较高
要求流道板的流道孔的表面粗糙度与型腔表面一样高,不要认为表面粗糙度数值可以高一 些没有关系。
禁忌10热流道电器元件设计误区
(1) 热流道系统电功率不匹配热流道的电功率计算一般以lkg质量对应1〜1.2kW计算3 目前,热流道系统作为标准件或定制,已由热流道制造商供应,不需要自己再去花精力设计 计算。
(2) 热流道电线要从天侧进出,防止冷却水使电线受湿,发生漏电事故。
(3) 热电偶安装在不正确位置热电偶布置要求:流道板与2级喷嘴要分别单独进行温控, 尽可能减少流道板与二级喷嘴的温差。热电偶要插入流道板的一定深度及选择正确的位置(热 电偶通常被安置在温度最高的区域,应当安置在流道和加热器的最热处之间),热电偶将插入和 分配器融化内侧一半距离的温度。
(4) 忽视热流道电器安全热流道电线没有固定,电源线会晃动与零部件摩擦,使电线表 面的绝缘层磨损破坏。考虑到安全问题,应将电线固定,同时要有黄蜡管保护电线。如图3-52 所示,电源线外面没有用黄蜡管保护,与模板直接接触,电源线容易损坏,存在安全隐患。

想 学 U G 产 品 设 计、U G 模 具 设 技、U G 数 控 编 程 联 系 1 8 8 1 9 1 0 6 2 7 6 ( 微 信 同 号 )
相关参考
热流道分三种,分流板、喷嘴、温控箱。可以看看我放的图纸,主浇口进料,通过分流板流过喷嘴,温控箱阿诺立是控温的。热流道模具是利用加热装置使流道内熔体始终不凝固的模具。因为它比传统模具成形周期短,而且更节...
热流道分三种,分流板、喷嘴、温控箱。可以看看我放的图纸,主浇口进料,通过分流板流过喷嘴,温控箱阿诺立是控温的。热流道模具是利用加热装置使流道内熔体始终不凝固的模具。因为它比传统模具成形周期短,而且更节...
热流道分三种,分流板、喷嘴、温控箱。可以看看我放的图纸,主浇口进料,通过分流板流过喷嘴,温控箱阿诺立是控温的。热流道模具是利用加热装置使流道内熔体始终不凝固的模具。因为它比传统模具成形周期短,而且更节...
热流道分三种,分流板、喷嘴、温控箱。可以看看我放的图纸,主浇口进料,通过分流板流过喷嘴,温控箱阿诺立是控温的。热流道模具是利用加热装置使流道内熔体始终不凝固的模具。因为它比传统模具成形周期短,而且更节...
热流道平衡流道板(热流道模具,最详细的分流板加工设计加工重点,赶紧收藏起来)
热流道模具已被成功地用于加工各种塑料材料。任何可以用冷流道模具加工的塑料材料都可以用热流道模具加工。热流道模具在饮料、电子,汽车,医疗,日用品等各行业都得到了广泛应用,典型的多腔模具如PET瓶胚96腔热流道...
热流道平衡流道板(热流道模具,最详细的分流板加工设计加工重点,赶紧收藏起来)
热流道模具已被成功地用于加工各种塑料材料。任何可以用冷流道模具加工的塑料材料都可以用热流道模具加工。热流道模具在饮料、电子,汽车,医疗,日用品等各行业都得到了广泛应用,典型的多腔模具如PET瓶胚96腔热流道...
热流道(anolehotrunner)是在注塑模具中运用的,将融化的塑料粒子注入到模具的型腔中的加热组件体系。原理热流道模具是将传统式模具或三板式模具的浇道与流道通过加热,即不需要取出流道和浇道的一种簇新结构。分类热流...
热流道(anolehotrunner)是在注塑模具中运用的,将融化的塑料粒子注入到模具的型腔中的加热组件体系。原理热流道模具是将传统式模具或三板式模具的浇道与流道通过加热,即不需要取出流道和浇道的一种簇新结构。分类热流...
热流道分三种,分流板、喷嘴、温控箱。可以看看我放的图纸,主浇口进料,通过分流板流过喷嘴,温控箱阿诺立是控温的。热流道模具是利用加热装置使流道内熔体始终不凝固的模具。因为它比传统模具成形周期短,而且更节...
热流道分三种,分流板、喷嘴、温控箱。可以看看我放的图纸,主浇口进料,通过分流板流过喷嘴,温控箱阿诺立是控温的。热流道模具是利用加热装置使流道内熔体始终不凝固的模具。因为它比传统模具成形周期短,而且更节...