热流道漏胶为什么会烧线(注塑生产现场管理重点)
Posted
篇首语:幽沉谢世事,俯默窥唐虞。本文由小常识网(cha138.com)小编为大家整理,主要介绍了热流道漏胶为什么会烧线(注塑生产现场管理重点)相关的知识,希望对你有一定的参考价值。
热流道漏胶为什么会烧线(注塑生产现场管理重点)
我细细地描述,缓缓地叙说:注塑生产现场的管理重点。您认真地听,慢慢地理解,把重点内容,重要规定挂钩于职员的绩效收入里面,则您的注塑厂效益生产水到渠成。

1
知而不行,只是未知!

2
先认识两个注塑名词
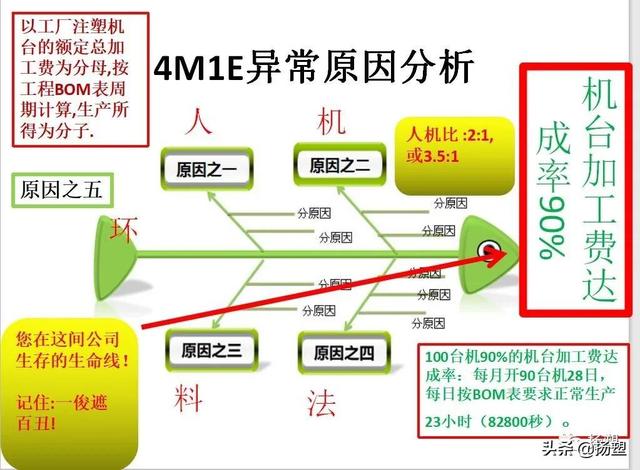
1,人机配比:注塑厂(生产,后勤,辅助)人员与机台的比值,电器行业标准为2~3.5:1。
2,机台加工费达成率:以工厂注塑机台的额定总加工费为分母,按工程BOM表周期计算,生产所得为分子.电器行业标准为0.9
3
交接班
至少提前15分钟到车间与上一班技术员做好交接班工作,了解上一班的生产情况,对交接本的内容进行机台现场对照,确认属实后方可签名. 内容包括:按排机表机台生产状况,生产数量(两班对比), 现场5S,上一班的异常处理方法。现场一台一台机地交接班。

4
按时巡机1
按排机表排产内容,每2小时必须巡机一次。内容包括:产品质量,烤料是否正常,是否漏胶,模温是否正常,点检模具,点检成型参数,机边5S(卫生清洁,物料摆放,脱模剂,顶针油安全放置)的状况。

5
按时巡机2
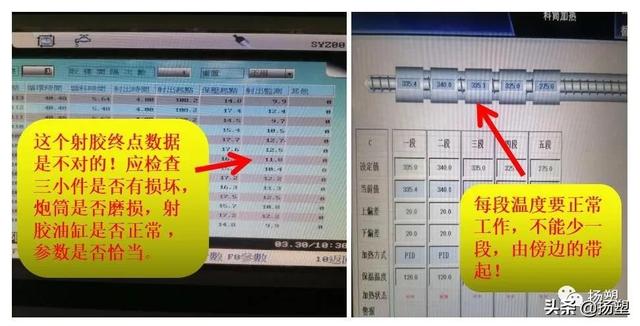
1.每天要确认一次,或换模重新调校后的射胶终点是否稳定.
2.每天要确认一次炮筒每段温度是否正常升起。
3.稳定的射胶终点表明机台运作正常 ,产品品质才有保证。每天才会持续正常生产82800秒。
6
按时巡机3
- 每天确认一次机台运水,炮筒运水是否正常 !

7
电箱管理维护规定
1.每月需对注塑机主板电箱,料桶电箱,操作面板电箱清洁一次:关掉电源,用干燥风轻吹,清除尘灰。
2.维修后的电线需扎好复原,杜绝蜘蛛网杂乱无章.

8
开机调校要点规定
1.生产开机前必须把该部品的机台文件备齐挂于工作台上,如:SOP,SIP,成型参数表,作业员生产报表,模具/设备保养点检表,加料记录表,模温/参数点检表等。
2.技术人员调机要按参数表输入,认真确认现时条件与参数条件是否一致,要更改时,需在微动5%以内。做到快速切换,损耗降到最少。

9
10
产前保养
1.用抹布擦干净模具分型面油污,注意不能把天那水吹到模具内。
2.行位,斜导柱,和导柱,等位置打上少许黄油,做好产前保养。
3.如生产浅色的,白色的产品,需开模具保养单到模房清洁顶针,行位,斜顶,镶件的油污。

11
产中保养规定
1.生产中的模具,每隔4-6小时需对分型面的胶丝,胶粉清洁一次,同时对顶针,司筒,斜顶,行位,导柱,进行润滑保养。
2.注意不能直接把顶针油打到顶针上!应在顶针板处轻微润滑,或把润滑油打在布上,顶尽顶针,在顶针的后端轻微润滑。

12
加料要点规定
1.接到转模换料通知时,要及时按作业流程完成加料工作,不能出现停机待烤料的不良工时出现。有必要时需用备用桶提前烤料。
2.按时加料,保证材料在设定的温度下烘烤足够的时间。
3.机台清洁,料袋,包装线需收走放于指定位置,如有掉落,必须马上清扫干净。

13
低压锁模规定
1.锁模低压压力为0——20,速度0——30.确认好低压行程后,压力由0开始往上调,适合就好. 用A4纸张折叠一次测试,不锁模弹开为好。或用PP水口测试,不压扁为好。
2.高压锁模压力不能超过最高压力的90%。
3.注意确认模具要锁紧,(锁模起高压时,系统压力表针要起到9-11点钟位置)。
4.起高压位置以分型面贴紧了的位置数据 起高压。
5.开锁模动作要快速,平稳,不能振动,有异常声音.
14
熔胶压力规定
1.熔胶压力不可超过100,一般为80以下,熔胶速度要70以下为好!螺杆转速不超过100转/分钟为佳,耳听,声音平稳,顺畅,不刺耳。机台要大小区分,越大越慢。
2.背压一般设为5~20bar,要退出射台熔胶眼观确认。

15
射座移动规定
1.射台移动压力正常情况下不可高于30,速度不可高于20.
2.前进射座时,动作要轻缓,避免撞坏唧咀。
16
认识螺杆
螺杆一般情况下可分为输送段、压缩段、均化段(计量段)
1、输送段
负责塑料的输送、推挤与预热,应保证预热到熔点。结晶性塑料宜长(比如POM、PA);非晶性料次之(比如PU、ABS);热敏性最短(比如PC);

2、压缩段
负责塑料的混炼、压缩与加压排气,通过此段的原料几乎全部熔解,但不一定会均匀混合。在此区域,塑料逐渐熔融,螺槽体积相应下降,以对应塑料几何体积的下降,否则料压不实,传热慢,排气不良。压缩段一般占25%以上螺杆工作长度,但尼龙螺杆此段约占15%,高粘度、耐火性、低传导性、高添加物等塑料螺杆占40%左右,PVC螺杆可占100%的比例,以免产生激烈的剪切热。
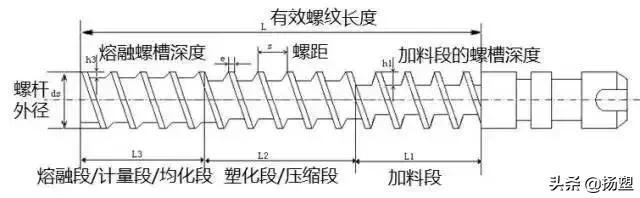
3、计量段
一般占20%/25%螺杆工作长度,确保塑料全部熔融以及温度均匀,混炼均匀。计量段长则混炼效果佳,但太长则易使熔体停留过久而产生热分解,太短则易使温度不均匀。PVC等热敏性塑料不宜停留时间过长,以免热分解,可用较短的计量段或不要计量段.
17
洗机要点1
用PC水口料,温度设为280—320度。
用PMMA水口料,温度设为240-270度。
用PP水口料,温度设为230-260度。

18
洗机要点2
按换料作业指导书清干净料桶
19
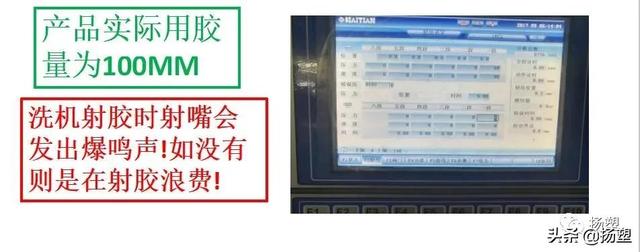
洗机要点3
1.熔胶位置要比产品所需的位置要长50MM,即150MM.
熔胶压力70,速度90.
2.抽胶30~50MM,熔胶3秒,抽胶到140,熔胶5秒。
以70的射胶压力,90的速度,高速射到5.再循环动作。
20
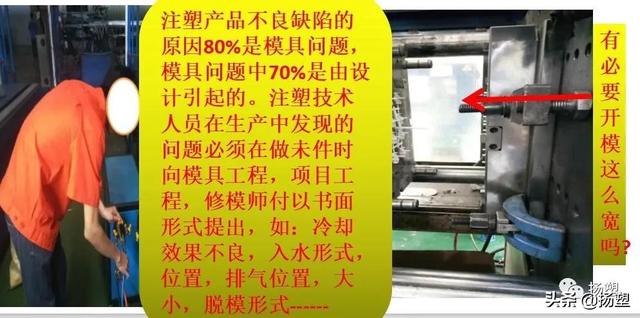
末件管理规定
1.所有生产完下模的模具,必须做末件。(3-5啤走水板,3啤末件,有必要时,需品质人员提供修模样板)。
2.有披锋的模具,调机困难的模具,经主管确认后送修改善。(注塑技术人员要出可行的改善方案,如:入水,排气)
3.需检查顶针复位,行位滑动,分型面清洁,运水是否正常。
4.减少作业动作,逐步达到1人多机,提高生产效率.

21
生产短时停机规定
1.人离关马达,风扇,照明,等等电器设备.248T机1小时的理论用电41.3度.实际(41.3*0.7=28.91度)
2.顶针必须退回复位.防止弹簧疲软,顶针不退异常.
3,模具升温时,需在开模状态升温.防止热胀,模具打不开.
4.射台需离开模具唧咀15公分以上,模具不起高压合起,安全门关好,机械手停于规定位置.(机器不要像斗败的公鸡一样停在那里)
22
首件,生产异常处理规定
1.试啤后,自检产品觉得OK后送首件确认。合格后方可开机生产。
2.经品管签名确认后的首件挂于机边工作台。
3.试啤,生产中异常,在30啤内没有调试出合格产品,停机寻原因!同时上报主管,经理寻协助。不可死调烂调!!

23
预防漏胶1
1.每2小时巡机检查:上模员,技术员要按时用电筒检查机台射咀,热流道是否有漏胶现象.

24
预防漏胶2
1.确认模具唧咀与射嘴的R一定要吻合。
2.每次生产完做末件时要确认定位圈是否完好。

25
预防漏胶3
1.射嘴温度过高。
2.射台移动压力不够(油封是否泄漏).射台是否在中心线。
3.射胶叁数设定不合理,座退时,射胶咭制设定不当。

26
持续改善要求
1. 减短周期,提高生产效率!(冷却条件,开锁模速度,位置,机械手动作,模具等方面入手。)
2.注塑周期,除了射胶保压时间外,都是无用时间!要尽量减少。
3.首件开机正常生产2小时后,要回头改善缩短2~3秒周期;正常生产半个班后,再回头改善缩短2~3秒周期,持续······达至效率,品质最佳状态。
4.优化产品外观:缩水,气纹,夹线,毛边,阴阳色,发亮,提高客户体验感。
27
假日停机,开机规定
1.关闭料斗闸板,正常生产至机筒内无料或手动操作对空注射——预塑,反复数次,直至喷嘴无熔料射出。
2.生产PVC,POM,PPO,TPE等有腐鉵性的塑料或加纤料,防火料,高温料时,停机必须用PP料清洗过机,对空注射,完全排出原料筒内塑料后,熔胶100MM以上,对空快速注射不少于10次。停机时螺杆需倒索60MM。
3.使注射座与固定模板脱离,模具前后模距离处于0.5CM-2CM的开模状态。机械手停于哥林柱上方规定位置,安全门关好。4.关闭冷却水管,如冻水生产需提前关水,用风管吹干净模具运水道内积水。关掉马达,电热,如需要,则打保温。节假日最后一班停机时要将机台总电源开关关闭。模具防锈工作要睇需要及钢材条件而决定。
5.清理机台,工作台及地面杂物、油渍及灰尘,保持工作场所干净、整洁,物料摆放整齐有条理.
6.假后技术人员需提前上班做好开机工作,需在作业员上班30分钟内开完生产排单表上的机台。

28
PDCA解释
PDCA循环是美国质量管理专家戴明博士首先提出的,所以又称戴明环。
PDCA是英语单词Plan(策划)、Do(实施)、Check(检查)和Act(处置)的第一个字
母。PDCA循环就是按照这样的顺序进行质量管理,并且循环不止地进行下去的程序。
1、P (plan) 策划:根据顾客的要求和组织的方针,为提供结果建立必要的目标和过程。
2、D (Do) 实施:实施过程。
3、C (check) 检查:根据方针、目标和产品要求,对过程和产品进行监视和测量,并报告结果。
4、A (act)处置:采取措施,以持续改进过程绩效。对于没有解决的问题,应提交给下一个PDCA循环中去解决。
以上四个过程不是运行一次就结束,而是周而复始地进行,一个循环完了,解决一些问题,未解决的问题进入下一个循环,这样阶梯式上升的。

29
PDCA(戴明环)

30
4M1E解释
1、人(Man):操作者对质量的认识、技术熟练程度、身体状况等;
2、 机器(Machine):机器设备、测量仪器的精度和维护保养状况等;
3、材料(Material):材料的成分、物理性能和化学性能等;
4、 方法(Method):这里包括生产工艺、设备选择、操作规程等;
5、 环境(Environment):工作地的温度、湿度、照明,尘灰,和清洁条件等
人:指制造产品的人员;
机:指制造产品所用的设备;
料:指制造产品所使用的原材料;
法:指制造产品所使用的方法;
环:指产品制造过程中所处的环境。



31
32
一切为了出货!!!

相关参考
漏胶是常见的热流道故障,任何热流道品牌都可能出现这个问题。只有热流道制造方,模具制造方,使用者等多方都做到了无纰漏才可能避免。漏胶也是一个技术含量极低,但处理起来十分费时费力的问题。清楚了漏胶的缘由,...
漏胶是常见的热流道故障,任何热流道品牌都可能出现这个问题。只有热流道制造方,模具制造方,使用者等多方都做到了无纰漏才可能避免。漏胶也是一个技术含量极低,但处理起来十分费时费力的问题。清楚了漏胶的缘由,...
...料无法射入模腔产生漏胶:a)普通模具主流道堵塞;b)热流道模具主流道温度异常,发生堵塞。二、注塑设备问题1、注塑机射退油缸的油封损坏,在射胶时出现后退现象,发生漏胶;2、注塑机射退油缸螺丝松动,使射台偏移...
...的生产成本就成为每个公司要重点考虑的方法之一。使用热流道模具是一个降低成本的不错方法,它不仅减少了水口料的产生(减少对环境的污染)而且还可以缩短注塑产品的生产周期,提高工作效率。并同时还可以提高注塑产...
...的生产成本就成为每个公司要重点考虑的方法之一。使用热流道模具是一个降低成本的不错方法,它不仅减少了水口料的产生(减少对环境的污染)而且还可以缩短注塑产品的生产周期,提高工作效率。并同时还可以提高注塑产...
...的生产成本就成为每个公司要重点考虑的方法之一。使用热流道模具是一个降低成本的不错方法,它不仅减少了水口料的产生(减少对环境的污染)而且还可以缩短注塑产品的生产周期,提高工作效率。并同时还可以提高注塑产...
...的生产成本就成为每个公司要重点考虑的方法之一。使用热流道模具是一个降低成本的不错方法,它不仅减少了水口料的产生(减少对环境的污染)而且还可以缩短注塑产品的生产周期,提高工作效率。并同时还可以提高注塑产...
...的生产成本就成为每个公司要重点考虑的方法之一。使用热流道模具是一个降低成本的不错方法,它不仅减少了水口料的产生(减少对环境的污染)而且还可以缩短注塑产品的生产周期,提高工作效率。并同时还可以提高注塑产...
热流道换色用什么料洗(防盗螺纹瓶盖注塑模具设计(可用于同类模具设计参考))
塑料防盗瓶盖就是用塑料制成的经过封装和开启后不能恢复原样的塑料包装瓶盖。防盗环与瓶盖用桥连接。桥在圆周上均匀布置。开启后,桥断裂,防盗环与瓶盖分开。塑料防盗瓶盖是目前瓶类包装的常用封装形式,尤其在食品...
热流道换色用什么料洗(防盗螺纹瓶盖注塑模具设计(可用于同类模具设计参考))
塑料防盗瓶盖就是用塑料制成的经过封装和开启后不能恢复原样的塑料包装瓶盖。防盗环与瓶盖用桥连接。桥在圆周上均匀布置。开启后,桥断裂,防盗环与瓶盖分开。塑料防盗瓶盖是目前瓶类包装的常用封装形式,尤其在食品...