热流道模具温度控制(模具设计时三种热流道设计注意事项)
Posted
篇首语:壮心未与年俱老,死去犹能作鬼雄。本文由小常识网(cha138.com)小编为大家整理,主要介绍了热流道模具温度控制(模具设计时三种热流道设计注意事项)相关的知识,希望对你有一定的参考价值。
热流道模具温度控制(模具设计时三种热流道设计注意事项)
热流道的种类:
开放式热流道、针阀式热流道、针点式热流道。
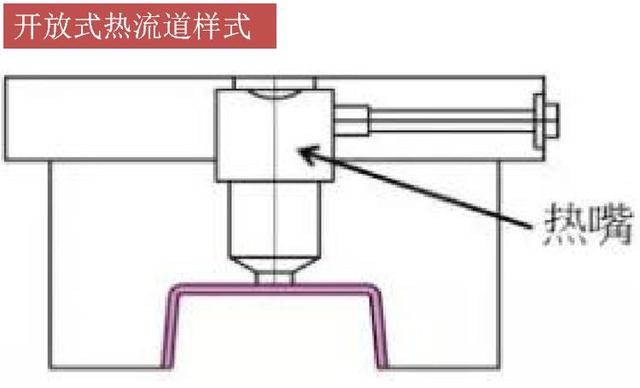
第一种:开放式热流道。
1.开放式热流道在成型中零件表面还会存在一个小点有进胶口,需要人工去除。
2.最大的优点,就是进胶量比较大,在设计中基本上使用大型零件。
3.开放式热流道的采购成本低,而且能节省主注道的长度,并缩短了成型周期。
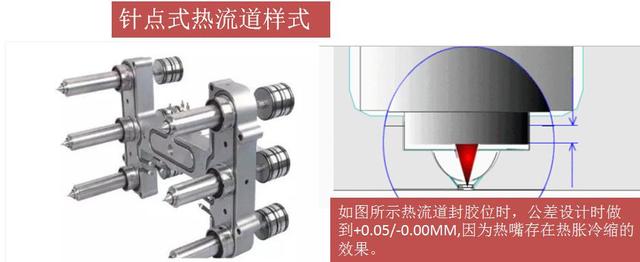
第二种:针点式热注道。
1.针点式热流道,通常使用于小型零件,但成型中易产生进胶口区域高出0.2MM左右,所以在设计中,零件表面需做进胶球面,深度控制在0.3~0.5MM,球形直径控制在1.5~3.0MM,确保进胶口处不产生刮手现象。
2.针点式热流道最大的缺点就是在成型中对温度控制要求高,如果存在温度差时,进胶口易堵。
3.每个热流道进胶口处均需要水路来冷却,确保前模温度均匀。
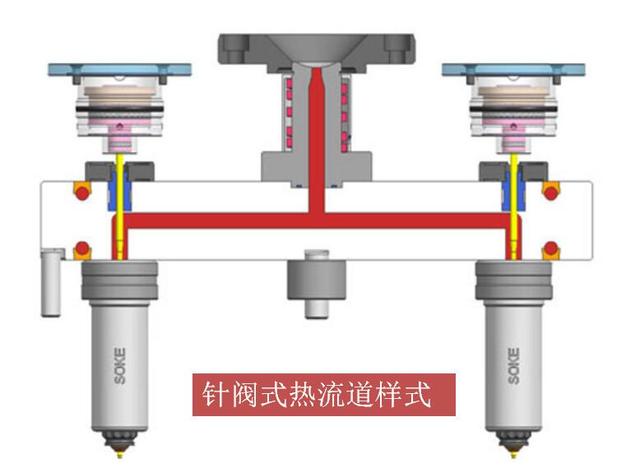
第三种:针阀式热流道
1.针阀式热流道,通常使用大型零件,为了避免产品外面存在结合线,可以采用延时充填的功能,确保再大的零件表面存不会存在结合线,比如:汽车产品的前后保险杠类似的零件。
2.针阀式热流道最大的缺点就是采购成本高,维修成本高。
3.在设计时不但要设计进胶点冷却水路,还需要设计气路,而且对模板的高度要求非常高,因为针阀式热流道,至少需要三块模具的高工,进胶点处需要做平面凹孔深度控制在0.5MM,直径单边要比进胶点的针大0.5MM.
相关参考
热流道加热圈安装(「热流道」模具设计——三种样式,以及设计热流道注意事项)
热流道浇口的数量一般是2或3的倍数如图所示:圆柱式大水口喷嘴正常情况下,直接放在产品表面,如果产品表面允许的情况下,圆柱式大水口喷嘴是不错的选择,成本低,而且还节省了主流道的水口料,提升了成型周期。正常...
热流道加热圈安装(「热流道」模具设计——三种样式,以及设计热流道注意事项)
热流道浇口的数量一般是2或3的倍数如图所示:圆柱式大水口喷嘴正常情况下,直接放在产品表面,如果产品表面允许的情况下,圆柱式大水口喷嘴是不错的选择,成本低,而且还节省了主流道的水口料,提升了成型周期。正常...
热流道分三种,分流板、喷嘴、温控箱。可以看看我放的图纸,主浇口进料,通过分流板流过喷嘴,温控箱阿诺立是控温的。热流道模具是利用加热装置使流道内熔体始终不凝固的模具。因为它比传统模具成形周期短,而且更节...
热流道分三种,分流板、喷嘴、温控箱。可以看看我放的图纸,主浇口进料,通过分流板流过喷嘴,温控箱阿诺立是控温的。热流道模具是利用加热装置使流道内熔体始终不凝固的模具。因为它比传统模具成形周期短,而且更节...
热流道分三种,分流板、喷嘴、温控箱。可以看看我放的图纸,主浇口进料,通过分流板流过喷嘴,温控箱阿诺立是控温的。热流道模具是利用加热装置使流道内熔体始终不凝固的模具。因为它比传统模具成形周期短,而且更节...
热流道分三种,分流板、喷嘴、温控箱。可以看看我放的图纸,主浇口进料,通过分流板流过喷嘴,温控箱阿诺立是控温的。热流道模具是利用加热装置使流道内熔体始终不凝固的模具。因为它比传统模具成形周期短,而且更节...
热流道分三种,分流板、喷嘴、温控箱。可以看看我放的图纸,主浇口进料,通过分流板流过喷嘴,温控箱阿诺立是控温的。热流道模具是利用加热装置使流道内熔体始终不凝固的模具。因为它比传统模具成形周期短,而且更节...
热流道分三种,分流板、喷嘴、温控箱。可以看看我放的图纸,主浇口进料,通过分流板流过喷嘴,温控箱阿诺立是控温的。热流道模具是利用加热装置使流道内熔体始终不凝固的模具。因为它比传统模具成形周期短,而且更节...
热流道分三种,分流板、喷嘴、温控箱。可以看看我放的图纸,主浇口进料,通过分流板流过喷嘴,温控箱阿诺立是控温的。热流道模具是利用加热装置使流道内熔体始终不凝固的模具。因为它比传统模具成形周期短,而且更节...
热流道分三种,分流板、喷嘴、温控箱。可以看看我放的图纸,主浇口进料,通过分流板流过喷嘴,温控箱阿诺立是控温的。热流道模具是利用加热装置使流道内熔体始终不凝固的模具。因为它比传统模具成形周期短,而且更节...