热流道有几种进胶方式(注塑产品过程中外观结合线的6种优化方案,可以优化外观结合线)
Posted
篇首语:只要心还在跳,就要努力学习。本文由小常识网(cha138.com)小编为大家整理,主要介绍了热流道有几种进胶方式(注塑产品过程中外观结合线的6种优化方案,可以优化外观结合线)相关的知识,希望对你有一定的参考价值。
热流道有几种进胶方式(注塑产品过程中外观结合线的6种优化方案,可以优化外观结合线)
结合线理论:
1.在注塑过程中,有孔的区域必定会产生结合线。
2.多点进胶的产品,两股融胶结合的区域会产生结合线。
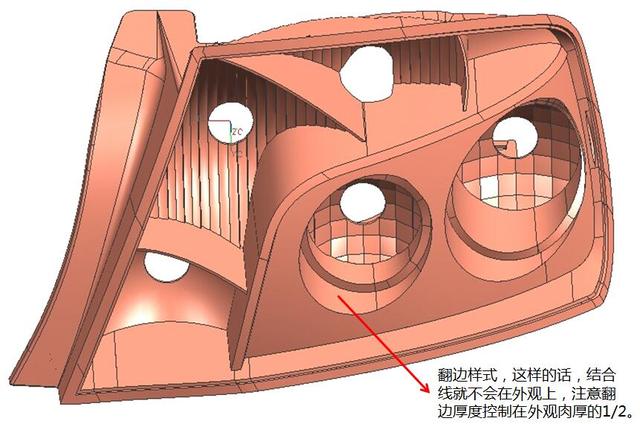
优化方案1:
在有孔的区域,将孔做成翻边,这样的话,结合线将会融合在翻边上面,不会影响外观。
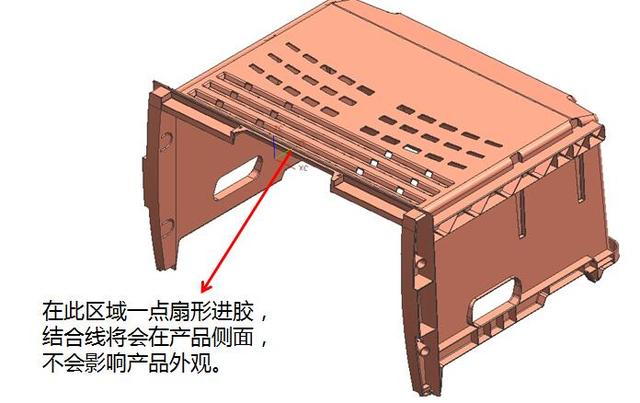
优化方案2:
优化进胶点,将结合的区域,控制在产品的侧面,如下图所示:
优化方案3:
在两股融胶区域,进行做排气片,但注意排气边的厚度控制在3.0MM以内,至少要做4~6个以上,而且表面做比较粗的火花纹,要有足够的排气量。
优化方案4:
在两股融胶的末端,在母模仁区域追加加热棒,这样的话,让末端两股融胶可以很自然的融合,成型后表面结合一般情况下,在灯光下看的不是很明显。
优化方案5:
在两股融胶的末端,追加溢料包,将结合线赶到溢料包里面,注意溢料包口部与产品连结的厚度控制在0.6MM以内,方便人工二次去除,但尽量不要做,因为人工去除会影响生产效率。
优化方案6:
如果是大型产品的情况下,一点进胶比较困难,但外观又不允许的结合线的情况下,可以采用热流道针阀式进胶,采用流动前延锋值控制针阀按照顺序进胶,这样的话,成型出来的产品外面就不会有结合线了。


相关参考
浇口的形式、选择标准流道系统的功能,是在引导从成型机喷嘴(Nozel)所射出的熔融材料进入成型空间(模穴)中成型,流道系统由下示部分所构成:(喷嘴)注道流道浇口模穴排气/溢料注:适当的排气及溢料道设计,能防止缺料以及...
浇口的形式、选择标准流道系统的功能,是在引导从成型机喷嘴(Nozel)所射出的熔融材料进入成型空间(模穴)中成型,流道系统由下示部分所构成:(喷嘴)注道流道浇口模穴排气/溢料注:适当的排气及溢料道设计,能防止缺料以及...
热流道加热有几种方式(为什么在欧洲四分之一的模具都用了热流道技术?)
1无流道凝料注射模具的概念所谓无流道凝料模具即是在注射成型中,流道里的熔料始终保持热的流动状态。开模时只需取出固化的制品,而不产生流道凝料。与传统的注射模具相比,这是一种先进的注射模具技术,是塑料注塑...
热流道加热有几种方式(为什么在欧洲四分之一的模具都用了热流道技术?)
1无流道凝料注射模具的概念所谓无流道凝料模具即是在注射成型中,流道里的熔料始终保持热的流动状态。开模时只需取出固化的制品,而不产生流道凝料。与传统的注射模具相比,这是一种先进的注射模具技术,是塑料注塑...
...需要快速充填。如果产品产量比较大的情况下,直接采用热流道,节省了成型周期,同时也节省了料头。3.液压缸抽芯模具,或者马达旋转螺牙结构模具这类模具在调机过程中需要特别注意,需要运用到注塑机上面的
...需要快速充填。如果产品产量比较大的情况下,直接采用热流道,节省了成型周期,同时也节省了料头。3.液压缸抽芯模具,或者马达旋转螺牙结构模具这类模具在调机过程中需要特别注意,需要运用到注塑机上面的
...都不想做了,好久没有发文了,今天我们看一套三板模改热流道的首先我们看下原模结构,到时讨论下修改是的问题点,看下怎么解决1.产品排位为1+1ABS注塑料,很常见的,没有上面特殊要求只是产品重量差异很大,大产品重65g,...
...都不想做了,好久没有发文了,今天我们看一套三板模改热流道的首先我们看下原模结构,到时讨论下修改是的问题点,看下怎么解决1.产品排位为1+1ABS注塑料,很常见的,没有上面特殊要求只是产品重量差异很大,大产品重65g,...
随着热流道技术的日渐推广应用,热流道模具在塑料模具中的比重将逐步提高。很多注塑模具厂的工程师为热流道进胶口出现拉丝的问题头疼,现为广大的注塑模具厂提供进胶口拉丝的原因分析和解决方案。开放式拉丝问题点分...
热流道配件厂商(宝安塑胶模具公司:使用热流道有什么好处?-攻玉精密)
热流道为塑胶模具节省塑料,缩短成型周期,降低生产成本,提高效率的系统。热流道模具广泛应用于世界各工业发达国家和地区,这主要是因为热流道模具具有以下显著特点:1、缩短制件成型周期,提高生产效率因没有主流道和...