热流道换色用什么料洗(防盗螺纹瓶盖注塑模具设计(可用于同类模具设计参考))
Posted
篇首语:人生在勤,不索何获本文由小常识网(cha138.com)小编为大家整理,主要介绍了热流道换色用什么料洗(防盗螺纹瓶盖注塑模具设计(可用于同类模具设计参考))相关的知识,希望对你有一定的参考价值。
热流道换色用什么料洗(防盗螺纹瓶盖注塑模具设计(可用于同类模具设计参考))
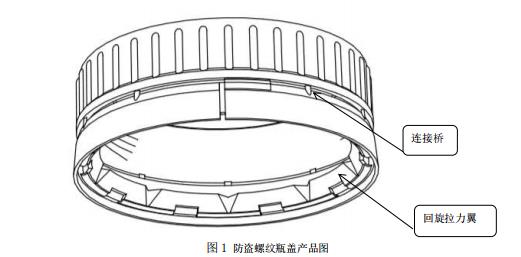
塑料防盗瓶盖就是用塑料制成的经过封装和开启后不能恢复原样的塑料包装瓶盖。防盗环与瓶盖用桥连接。
桥在圆周上均匀布置。开启后,桥断裂,防盗环与瓶盖分开。塑料防盗瓶盖是目前瓶类包装的常用封装形式,尤其在食品、饮料和医药包装领域的应用更为广泛。一般以聚烯烃为主要原材料,经过注塑、热压或其他工艺加工成型。
塑料防盗瓶盖既要求便于消费者开启,又需要避免因密封性能不佳而导致泄露问题的发生。如何合理的对瓶盖密封性能进行控制是生产者在线或离线检测的重点。塑料防盗瓶盖的主要指标参数为开启力矩和扭断力矩。
塑料防盗环瓶盖的设计具有以下特点:
1、瓶盖的顶端内壁上设有环状防漏圈;
2、瓶盖的下端通过拉力加强筋(桥)连接一个防盗环;
3、同时在防盗环的内壁上均匀分布有若干条片状回旋拉力翼;
通过这样设计出的瓶盖具有封口牢固、防漏和防盗性能好,使用安全方便,可有效防止瓶内液体不受细菌污染,能确保各种饮料包装符合国家卫生标准等特点。
国家标准 GB/T17876-2010 专门针对此塑料防盗瓶盖的检测问题进行了明确的规定,如瓶盖开启扭矩力、热稳定性能、耐跌落性能、泄露与密封性能等。其中密封性能与瓶盖开启、扭紧力矩的评定是塑料防盗瓶盖密封性能解决的有效途径。
防盗螺纹瓶盖产品图如图 1 所示,其最大外形尺寸为 ø58.58 mm x 21.85 mm,塑件平均胶位厚度 1.0mm,
塑件材料为 HDPE,缩水率为 1.018,塑件技术要求为成型饱满、结构完整,表面光滑,无明显收缩、气泡、披峰、翘曲变形、缺损等各种缺陷,防盗环尺寸间隙均匀,不得撕裂和变形,塑件成型中不得使用脱模剂。
外观检测为色泽均匀,无墨点、无锈迹、油污等外来附着物,无明显气味。防盗环与盖身有连接桥相连,连接桥无损坏。瓶盖印刷色调分明、清晰、顶面印刷图案中心对瓶盖外径中心的图案位置偏差值不大于 1.5mm.
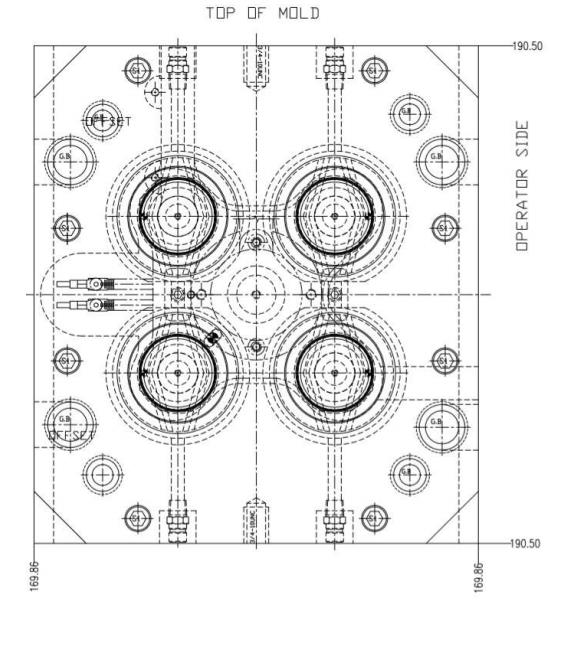
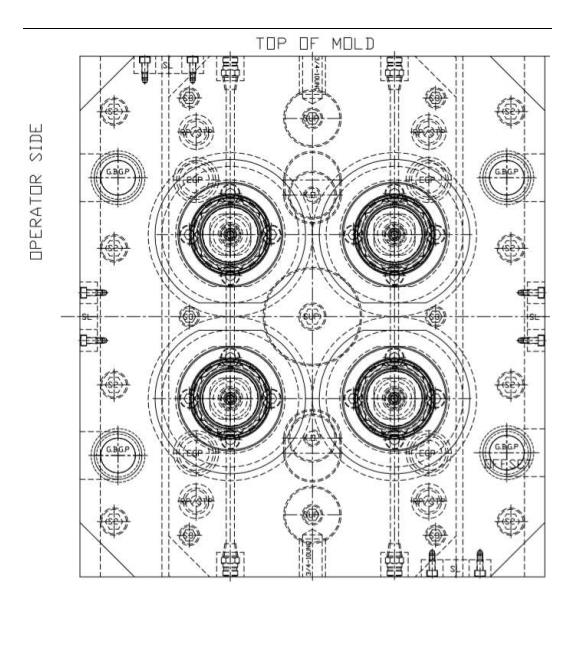
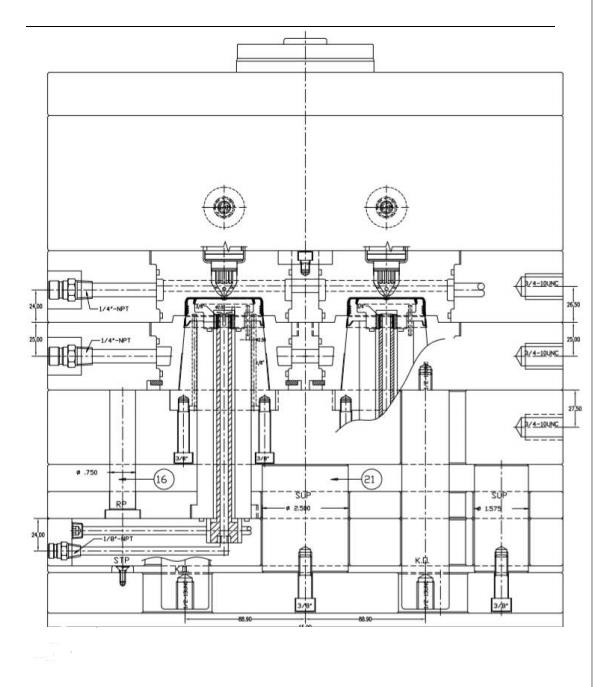
塑件生产批量较大,模具型腔排位为 1 出 4。模具为英制模具,模胚为 340x381mm,非标模胚。在模胚四边分别设计一个零度定位块,便于模具准确合模,注塑时模具不会错位。
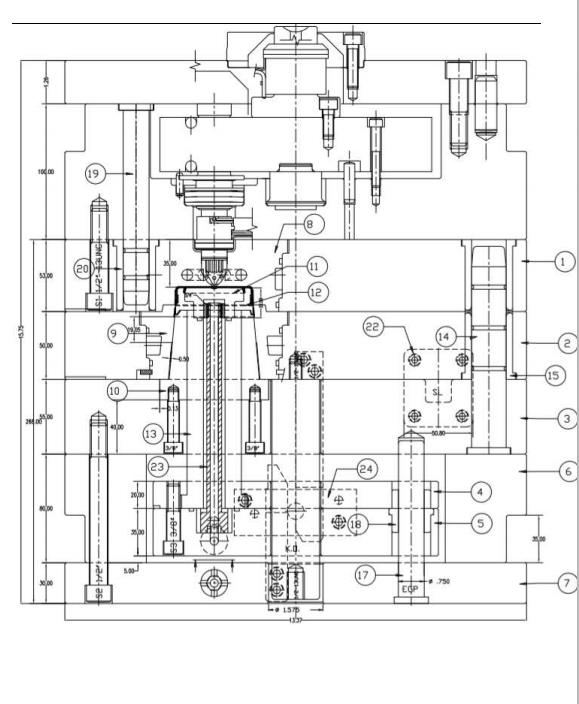
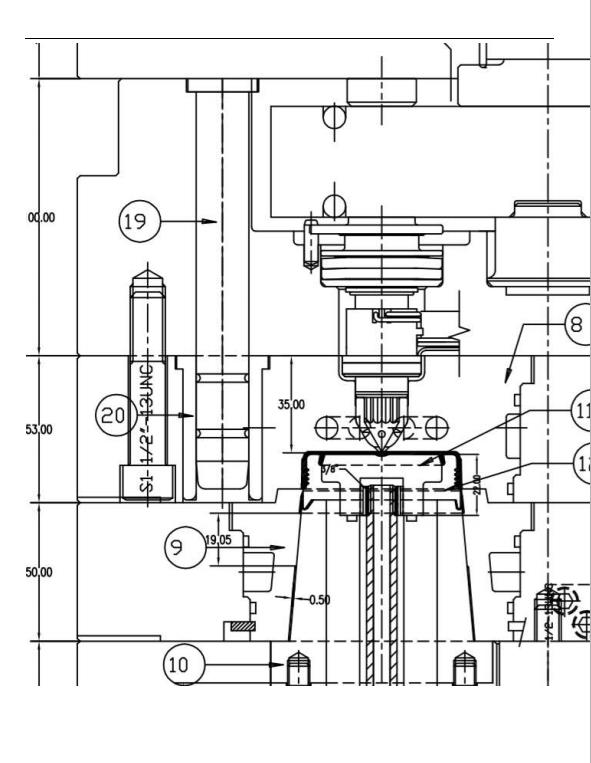
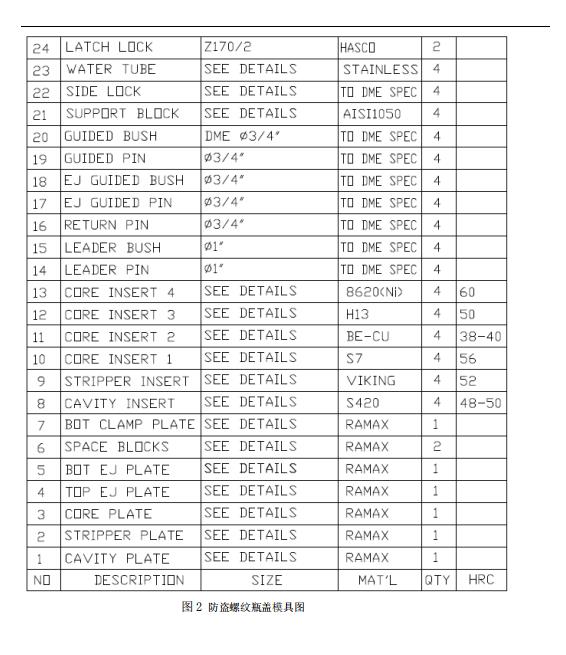
前模仁镶件 8 采用不锈钢 420SS 制作,热处理硬度 HRC48-50;后模仁镶件 11 采用铍铜制作,硬度 HRC38-40,便于模具冷却。
后模仁镶件 12 采用 H13 制作,热处理硬度 HRC50;后模仁镶件 10 采用 S-7 制作,热处理硬度 HRC56,推板镶件 9 采用 VIKING 制作,热处理硬度 HRC52。
以上材料的选择是北美大批量生产模具的典型钢材选择。模胚选用瑞典 RAMAX 不锈钢制造。
瓶盖类模具多采用外表面顶部一点进胶。模具浇注系统采用热流道系统。热流道品牌为德国 HUSKY 系统。
赫斯基注塑系统有限公司是全球最大的为塑料行业提供注塑设备和服务的供应商。赫斯基提供业界最广泛的产品系列,可用于制造各类塑料制品,如饮料瓶和瓶盖、食品容器、医疗器件和消费类电子产品部件等。
赫斯基热流道系统实现了浇口系统优化、最佳浇注系统平衡和缩短注塑周期,具备优异的换色能力。对于需要脱螺纹的模具,需要分析螺纹的牙型、螺距和深度。如果螺纹螺距较小,两个螺牙之间空间距离较小,且牙型细而尖锐,螺纹圈数多,这种螺纹一般较难强脱。
一般圈数在 3 圈以下的粗牙螺纹,即瓶盖螺纹,常用强脱的方式脱螺纹。本套模具的螺纹瓶盖,适合强制脱模,再加上材料为 HDPE,为强脱螺纹提供了有利条件。
塑件口部边缘有回旋拉力翼,此部分胶位完全在动模之中。如果不采用二次顶出而直接强脱,则会使塑件变形断裂在模具中。模具的顶棍设计在模胚推板 2 的底部。
第一次顶出为注塑机顶出系统顶动模具的顶棍,使推板顶出塑件,在 HASCO 扣机 24 的作用下,推板与后模镶件 11 将塑件顶出脱离后模镶件 10,最后后模镶件 11 停止运动,推板继续顶出,塑件被顶出模腔,实现脱模。
圆形镶件的冷却采用圆周冷却,组装时防止将胶圈挤坏,因此在直径上需要设计台阶。见模具设计图 2.
相关参考
热流道注塑模的工作过程((中模)注塑模具热流道技术及其最新进展(续))
1、分流板的类型热流道的分流板按加热方式分为内热式和外热式两种。分流板中的流道在加热阶段由外部的加热源加热到塑料的加工温度,而后在注射周期内,加热器主要用于补偿热耗造成的能量损失。外热式分流板如图1所示...
热流道注塑模的工作过程((中模)注塑模具热流道技术及其最新进展(续))
1、分流板的类型热流道的分流板按加热方式分为内热式和外热式两种。分流板中的流道在加热阶段由外部的加热源加热到塑料的加工温度,而后在注射周期内,加热器主要用于补偿热耗造成的能量损失。外热式分流板如图1所示...
模具推板模(塑胶模具设计:大瓶盖特殊斜顶注塑模设计要点,你学会了吗)
...4处倒扣。图1大瓶盖产品图塑件属于瓶盖类塑件,内孔无螺纹,瓶口边缘有倒扣4处,深度1.0mm,沿圆周均布,通常的做法是采用强脱使塑件脱模,推板顶出。如果倒扣较深,则采用内部斜顶顶出。当塑件外径较大时,也可以采用...
热流道注塑成型是通过将热流道中熔融的塑料材料高压射入模腔,冷却固化后得到各种塑料制品的方法,具有生产速度快、效率高、生产产品形状多样、尺寸精确等优点,被广泛用于制备形状复杂的塑料制品,在电子连接器、汽...
热流道注塑成型是通过将热流道中熔融的塑料材料高压射入模腔,冷却固化后得到各种塑料制品的方法,具有生产速度快、效率高、生产产品形状多样、尺寸精确等优点,被广泛用于制备形状复杂的塑料制品,在电子连接器、汽...
热流道模具结构装配图(热流道模具,最详细的分流板加工设计加工重点,赶紧收藏起来)
热流道模具已被成功地用于加工各种塑料材料。任何可以用冷流道模具加工的塑料材料都可以用热流道模具加工。热流道模具在饮料、电子,汽车,医疗,日用品等各行业都得到了广泛应用,典型的多腔模具如PET瓶胚96腔热流道...
热流道模具结构装配图(热流道模具,最详细的分流板加工设计加工重点,赶紧收藏起来)
热流道模具已被成功地用于加工各种塑料材料。任何可以用冷流道模具加工的塑料材料都可以用热流道模具加工。热流道模具在饮料、电子,汽车,医疗,日用品等各行业都得到了广泛应用,典型的多腔模具如PET瓶胚96腔热流道...
热流道平衡流道板(热流道模具,最详细的分流板加工设计加工重点,赶紧收藏起来)
热流道模具已被成功地用于加工各种塑料材料。任何可以用冷流道模具加工的塑料材料都可以用热流道模具加工。热流道模具在饮料、电子,汽车,医疗,日用品等各行业都得到了广泛应用,典型的多腔模具如PET瓶胚96腔热流道...
热流道平衡流道板(热流道模具,最详细的分流板加工设计加工重点,赶紧收藏起来)
热流道模具已被成功地用于加工各种塑料材料。任何可以用冷流道模具加工的塑料材料都可以用热流道模具加工。热流道模具在饮料、电子,汽车,医疗,日用品等各行业都得到了广泛应用,典型的多腔模具如PET瓶胚96腔热流道...
注塑模具设计经常会用到热流道进胶,那么设计热流道要注意什么呢?1.需加保护热嘴的导柱,高度一定要高过热嘴,需分两锁镙丝,不可以从面板上一锁到底,方便装拆2.地侧需加排水槽,3-5MM深,需加压线板,腔体用热嘴公司发...