热流道加热器(注射成型多穴热流道系统充填不平衡的几种特殊原因探讨)
Posted
篇首语:有些人不管变得多么衰老,却从不失去他们的美丽本文由小常识网(cha138.com)小编为大家整理,主要介绍了热流道加热器(注射成型多穴热流道系统充填不平衡的几种特殊原因探讨)相关的知识,希望对你有一定的参考价值。
热流道加热器(注射成型多穴热流道系统充填不平衡的几种特殊原因探讨)
本文只针对8穴及以上注塑模具中因热流道系统导致的充填不平衡的原因作探讨(部分内容也可作为8穴以下充填不平衡的分析思路)。充填不平衡的原因有很多。一些简单的原因如模温不均、部分浇口堵塞、温控不准确、浇口大小不一、流道直径及长短不同等等,不在本文讨论之列。本文只结合目前国内市场的实际情况,讨论以下两点:1.剪切热导致的不平衡。2.温控系统导致的不平衡。
在一些对尺寸精度及外观印痕要求较高的化妆品包材、医疗行业用品等多模穴产品生产中,经常会出现一个奇怪的现象:明明流道大小及长度、浇口大小、热流道温度、模温,模仁尺寸都一致,但做出的产品尺寸却差异很大。尤其是在短射时更为明显,有的模穴己起批锋,有的还未打饱,导致调整浇口印痕、产品尺寸等无法进行。更为奇怪的是有时把热咀温度调整一两度,产品尺寸竟然变化巨大;而有时调整一二十度都没有反应。今天就以这个现象展开讨论。
下图中是16穴模具在不同热咀温度下的最佳平衡状态,连续取样五模拍的照片。可见温度差异很大,但平衡性仍很不理想,温度最高的那个产品仍未打饱。

下图是24穴模具在相同温度条件下的短射情况。

塑胶在流道中流动时,塑胶的温度由注塑机塑化生成热量、流动剪切生成热量、热流道加热器生成热量、沿流道壁热传递散失热量四者所决定。低速注射时,流道中塑料剪切生热效果不明显,对流道中的温度分布影响不大。塑料的温度分布呈现出由芯部的高温区向流道壁逐渐降低的特点。但是在高速注射时,剪切生热显著,对塑料温度产生较大影响。越靠近流道壁剪切速率越大,生成的热量也越大。导致的结果就是流道壁附近存在突出的高温区,而芯部相对温度较低。
在下图所示的多模穴"H"形流道系统中,当塑料流经第一个分岔口时,塑料在流道中线处一分为二。在低速注射时,因塑料芯部温度较高,塑料分成两部分后高温部分流向右边;高速注射时则因芯部较冷,塑料低温部分流向右边。
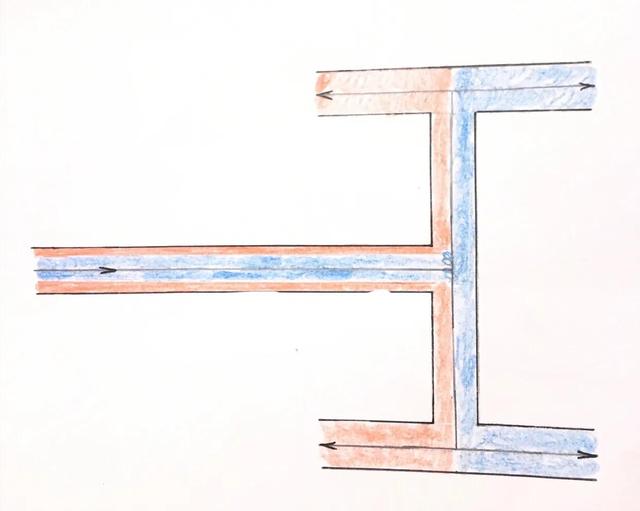
塑料流流经第二个分岔口时温度分布更加复杂。曾有专家用pp料作测试,注射速度为3.06cm3/s时,流入左右两边的塑料温度基本相同;30.6cm3/s时,流入左右两边的塑料温度相差17.3°C。研究还发现,当换用高黏度的塑料时,相同射速下温差更大。这也说明了黏度增加剪切生热的效果更明显。
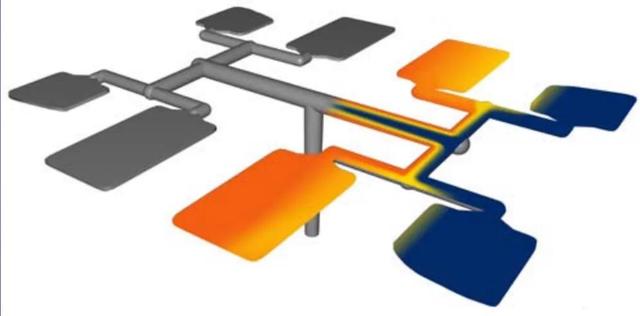
实验证明:剪切生热过程对流道中温度分布影响很大。由剪切生热导致的流道截面内塑料温度分布形态的变化以及塑料温度经过流道分岔口后的不对称现象是造成多型腔不均衡充填的根本原因。
上面所述的现象在有些资料中称为"转角效应"。专家们还得出一些结论,我总结如下:1.黏度对剪切敏感的塑料,转角效应越明显,反之亦然。2.厚壁制品左侧模穴流动较快,薄壁制品反之。
模穴越多,情况越复杂。
解决方案:特殊的流道设计、加入特殊的镶件都可解决这一问题。目前国内外多家公司都有成熟方案,本人也曾参与试验取得了良好的效果。如需详细了解可微信于我。
上面己详细介绍了导致不平衡的一个原因,下面再来讨论一下另外一个原因一一一温控系统的原因。这个原因只存在于国产温控系统,欧美大品牌的温控系统本人目前未发现存在这个问题。
讲这个问题之前先介绍一下热电效应和温控系统测控原理。把两根不同材质的金属导线两端分别联接形成一个回路,当其所处环境温度发生变化时,回路中会产生一个变化的电流。断开一端,会在断开端有一个变化的电动势,这个现象叫第一热电效应(也称塞贝克效应)。热电偶(俗称感温线)就是根据这一现象来发明的。未断开的那一端叫热电偶热端,断开的这一端和测量电路连接的点叫冷端。测量温度时要求其冷端的温度保持不变,其热电势大小才与测量温度呈一定的比例关系。把这个变化的电动势接入温控器,让它作为一个传感器来配合MCU(单片微型计算机)工作,实现对加热器发热量能的控制。这个就是热流道系统的控温原理。在实际应用中,冷端的温度要恒定不变,这个是要通过技术手段来实现的。因为就算是一个单组的控制器,随着开机时间的增加,电子零部件的热量缓慢堆积、春夏秋冬的四季温度变化、控制器箱体放置位置不同等,它的环境温度是变化的。多组多层控制箱内部的小环境温度分布更是非常复杂。冷却风扇位置不同,负载功率不同,温控表在箱体的位置不同等都会导致冷端温度不一致,不恒定。我曾做过一个实验,在通风良好的室内环境下一台六点单层的箱体在工作半小时后最高温度和最低温度差5度。多层的箱体温差更大。目前市场上充斥着大量的劣质温控器,内部电路不能及时对环境温度的变化进行响应导致很大的误差。详细的试验过程及结果可向我私信咨询或自己试验了解。
在实际应用中为避免热源对冷端的影响,需要将热电偶冷端用导线延伸至环境温度较低较稳定的地方接入温控器。这个延伸的导线叫补偿线,它用的是与热电偶电子密度相当的材质,而且热电偶类型不同,其材质也不同。不可以用普通导线来取代,否则冷端不是环境温度较低的温控电路板,而且随料温模温而变化的模具天侧接线盒内。热电偶延长线用普通导线的温度误差约等于模具接线盒处温度减去温控箱环境温度的差值。目前行业内普遍把接线盒装于天侧的出线槽处,出线槽连通分流板槽及地侧的排水槽,这样在"烟囱效应"的作用下接线盒的温度是很高的,如有多个接线盒则各接线盒间的温差也更大。国产温控系统中热电偶延长线绝大部份用的是普通导线。就算是用专业的补偿线,补偿线也有多个误差等级,详见下表中数据。详细的试验过程及结果可向我私信咨询或自己试验了解。
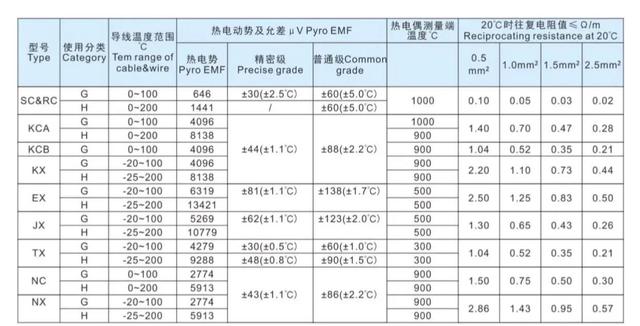
使用了补偿线也要注意线缆长度与线径的比例以及电磁屏蔽的问题。这些都将导致测量误差及稳定性。
对于温控系统,不要迷信于精度小于两度的说法,就算电子电路的误差为零,上图中补偿导线的误差也说明了这一点。对于整个热流道系统,如果说温度的误差小于五度,就目前技术水平也是做不到的。在前几天的深圳国际橡塑展上,行业巨头HASCO展出的一块巴掌大小的分流板,用3D打印制造的,其技术员明确告诉我误差五度左右。如果热咀是分体式的,热咀各处的温差将更大。
以上文字是结合本人近二十年的行业经验,参考国内外文献资料写作的,错误之处欢迎各位指正。
下一篇将结合本人的实践经验,介绍一下热传导方程在热流道系统中的应用。
相关参考