热流道加热元件(模具外观检查验收)
Posted
篇首语:知识是为老年准备的最好的食粮。本文由小常识网(cha138.com)小编为大家整理,主要介绍了热流道加热元件(模具外观检查验收)相关的知识,希望对你有一定的参考价值。
热流道加热元件(模具外观检查验收)
32. 7. 1模具外观检查验收
首先对模具外观质量检査,要着重于以下几点。
①模架是否按用户要求选购或制作。模具外形应美观,外形尺寸整齐,四边有C2或 C3的倒角,板与板之间目视无明显错位,无锈蚀,倒角应均匀。
②动、定模表面不允许有锈斑、裂纹、夹杂物、凹坑、氧化斑点和影响使用的划痕等 缺陷。
③模具外表面要刷漆,颜色由订货方确认。
④要有出厂标牌,注有模具名称、外形尺寸、模具重量、出厂日期、生产编号、制造 厂名,便于用户使用和管理。
⑤模具起吊方向上要配有吊环,可以一次性将模具平衡起吊。
⑥大中型模具要装有锁紧装置,防止模具起吊时开启。
⑦带有液压系统的模具应备分流板,不可将油管散落在模具外部,以免运输、装配时 损坏。
⑧带有热流道系统的模具要配有接线板,传感器、电热元件、电线通过插头迅速接电, 尽量减少模具安装时的繁杂工作。电线引出后要用波纹管套上,起保护作用。
⑨模具钢材是否符合规定。
⑩检査冷却水道是否畅通、漏水、渗水,水力试为6bar (85psi),维持时间为20min。
32.7.2模具总装验收
注塑模具验收应按表32-9塑料注塑模验收。

塑件通过全面检査验收后,要对模具进行验收。能够提供完整的样件的模具,可以视为 整体结构上基本合格。然而,对模具的其他部位仍要认真检査,模具结构部位的加工精度、 镶块方式、热处理手段等方面的因素直接影响着模具的使用寿命。
(1)模具的精度检査
主要体现在模具工作零件的精度和相关部位的配合精度。模具工作部位的精度髙于产品 制件的精度。
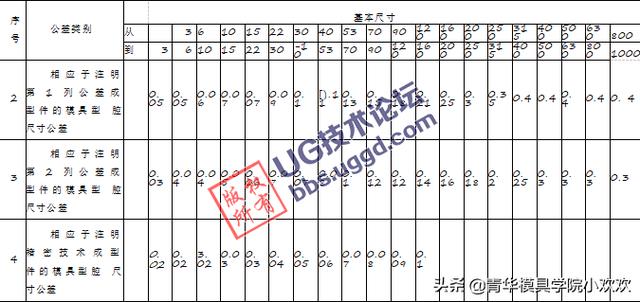
(2)模具主要零件尺寸的检验
塑件验检结束后,型腔尺寸正确与否基本得到了证实,模具其他方面的尺寸公差需要进 一步检査,见表32-10。

(3)注射模具的总装精度检査
检验主要结构件的运动状况,保证模具镶块、镶件、滑块及运动中的易损件等的工常 工作。
①导柱、斜导柱动作灵活,表面没有拉伤的痕迹,当模具卧式装配后无单面受力过大 的现象。
②回程杆、顶杆、顶管在开启和闭合模具过程中无刺耳声音、动作平滑、无内力(不 犟劲)。
③定位止口处研合黏着点在80%以上,四周黏着点均匀。
④侧滑块、侧抽芯机构动作正常,并附有保护装置或自锁装置。
⑤模具分型面平整度好,无损伤和压痕。
⑥模具结构基本动作同步,液压、气动动作正常,开启距离符合设计要求。
⑦模具成型零件、标准件按用户要求选择,材料及热处理符合要求,型腔表面的粗糙 度、纹理等满足制品质量要求。
⑧为方便模具维修,模具的顶杆、复拉杆、型芯等零件,应在该零件上及模具的相应 零件部位做对应的标记,保证重新装配时不错位。
⑨模具的动模、定模,大型模具的滑块、型芯等都应设置冷却系统,以保证模具连续 工作时的温度平衡。在模具交付以前做通水压力检査,应保证不泄漏^
⑩对热流道模具,接口应设置标准插头、插座,在交付前应做冷态与热态电器元件与 线路的检测。热流道的加热元件、热电偶、密闭圈等均属易损件,应考虑必要的备件,同时 应提供供货商的地址和电话号码。热流道模具在交付时,模具厂或热流道公司必须提供一张 热流道系统接线图,模具用户根据接线图中温控点与温控表显示的对应关系来合理调整温 度,控制料流。
⑪对汽车类模具,在动模表面应做材料标识、表示生产时间的时间钟、左右件标识、 腔号标识等。
根据模具验收单,按表32-11逐条验收。

(5)模具资料验收
模具交付时,模具厂商应提供相关的模具资料,如出厂合格证、模具使用说明书、备件 与易损件清单、外购件的厂商地址和电话号码、模具装配图、主要零件图、模具型腔三维数 据、主要电极图、热流道的相关资料、接线图等。
32.7.3模具空运转检查验收
①模具开模、合模时,顶出系统、导向系统、复位杆、抽芯系统运动平稳无异响,无 卡滞和拉伤现象。
②模具精定位接触面、滑块的锁紧面接触面积应在80%以上。
③模具液压缸、油管接头不漏油,动作准确、平稳。
④冷却系统无泄漏。
⑤气体辅助系统应满足产品要求,气道和接头不得漏气。
⑥模具排气合理,制品不烧焦、不产生飞边、易成型。
⑦制品不粘定模、脱模平稳、取件容易。
⑧制品表面无变形、缺料、烧焦、凹陷、应力发白、拉伤现象,透明塑件无缩孔、气 泡等表面缺陷。
⑨注射生产的成型周期满足用户要求。
⑩热流道模具与温控仪匹配、工作正常。
32.7.4模具试模验收
从前面诸多章节阐述的内容可知,只有通过注射成型工艺将塑料原料、注塑模具和注塑 机联系起来之后,才能实现注射成型。因此,注塑制品的质量取决于以上四个条件,只要其中一方面不合理,生产中就无法取得完好的制品。在以上的四个条件中,塑料原料和注塑机 一般都不大容易变换,但注射成型工艺制定和注塑模具设计,都是人为的。特別是模具的浇 注系统的设计和制品的成型问题,在模具设计之前很难考虑周到。其中有些问题,只能到模 具制成后通过试模、修整,才能得以解决和验证。在试模的调试工作中,碰到出现制品成型 缺陷时,还需要依靠生产经验。所以,试模时碰到问题时,先从调整工艺入手,工艺解决不 了再修整模具,否则模具修整后很难恢复原状。
试模的检查要点和要求如下。
①零件供应商需尽可能地建立和遵循标准化的试模流程,尽可能地找出模具上的缺陷; 严格使用模具启动时设定的工艺参数,避免极限工艺条件,模拟量产的状态,发现并解决零 件上体现出来的缺陷。
②因为模具厂用于试模的注塑机及辅助设备不能完全模拟量产状态(如注塑机的状态、 机械手、模温控制等),故所有以零件实验或样件交付为目的的试模,最好能在零件供应商 处的用于该模具量产的设备上进行,以确保零件具有代表性和批量稳定性。
③模具机械运动部分评估:确认模具的机械运动部分所有动作是否正常;顶出板运动 是否顺畅;气缸或油缸运作是否正常;行程开关是否正常工作;有无水路泄漏;热流道是否 正常工作;模具顶出是否均匀;在预定的温度和压力下,注射样件的分型线是否有飞边。
④注射工艺评估:确认注射工艺设置和模流分析结果的匹配情况;确认填充/保压切换 百分比与模流分析的匹配情况。
⑤样件尺寸和外观评估:确认样件尺寸是否在图样定义的公差范围内;样件断面的壁厚 是否均匀;外观是否避免了飞边、熔接线、缩印流痕、皮纹拉伤、虎皮纹和困气等问题;样 件是否存在粘模、顶杆(块)印、顶变形等问题。
⑥模具供应商须检查模具保护措施(水路、油路、运动导向外露部分),确认模具的烧 焊区域,防止做皮纹后外观不统一。

想 学 U G 产 品 设 计、U G 模 具 设 技、U G 数 控 编 程 联 系 1 8 8 1 9 1 0 6 2 7 6 ( 微 信 同 号 )
相关参考
大家好,我是电器电!模具热流道加热线路板如图示,1,2图中展示的为修复后的样子。12主要故障现象是热流道加热器加热表不升温。拆下线路板直观检查可以看到保险丝烧毁!如果出现保险丝烧断故障那么基本上为短路引起...
大家好,我是电器电!模具热流道加热线路板如图示,1,2图中展示的为修复后的样子。12主要故障现象是热流道加热器加热表不升温。拆下线路板直观检查可以看到保险丝烧毁!如果出现保险丝烧断故障那么基本上为短路引起...
热流道接线方式分为J型和(高大上的模具,必须经过模具验收的109条标准)
一一、成型产品外观、尺寸、配合“1.产品表面不允许缺陷:缺料、烧焦、顶白、白线、披峰、起泡、拉白(或拉裂、拉断)、烘印、皱纹。。“2.熔接痕:一般圆形穿孔熔接痕长度不大于5mm,异形穿孔熔接痕长度小于15mm,熔接...
热流道接线方式分为J型和(高大上的模具,必须经过模具验收的109条标准)
一一、成型产品外观、尺寸、配合“1.产品表面不允许缺陷:缺料、烧焦、顶白、白线、披峰、起泡、拉白(或拉裂、拉断)、烘印、皱纹。。“2.熔接痕:一般圆形穿孔熔接痕长度不大于5mm,异形穿孔熔接痕长度小于15mm,熔接...
热流道模具怎么接线(注塑主管应该拿这份验收标准去跟模具主管验收模具)
制造一套可以称之为高大上的模具,不仅要拥有高超的模具设计水平和精密的加工工艺,更离不开的是要有精密的模具开发观念。什么是精密的模具开发观念?有很多人不以为然,认为自己做过那么多的模具怎么会没有精密观念...
热流道模具怎么接线(注塑主管应该拿这份验收标准去跟模具主管验收模具)
制造一套可以称之为高大上的模具,不仅要拥有高超的模具设计水平和精密的加工工艺,更离不开的是要有精密的模具开发观念。什么是精密的模具开发观念?有很多人不以为然,认为自己做过那么多的模具怎么会没有精密观念...
热流道在组装及维修过程中需要对热流道系统进行电气测量,以便发现故障点,避免事故的产生。本文将结合我自己的实际工作经验重点讲述热流道的加热器,热电偶以及温度的测量方法。为表述方便,本文分成加热器,热电偶...
热流道在组装及维修过程中需要对热流道系统进行电气测量,以便发现故障点,避免事故的产生。本文将结合我自己的实际工作经验重点讲述热流道的加热器,热电偶以及温度的测量方法。为表述方便,本文分成加热器,热电偶...
...用原则,每个模具用户都可以注意,以确保模具组件,如热流道,加热器,导柱和套管的有效运行,以防止事故。1.检查排气口是否有生锈或湿气-如果在热流道排气口附近发现生锈或湿气,则表示内部冷凝或可能水管破裂,湿气...
...用原则,每个模具用户都可以注意,以确保模具组件,如热流道,加热器,导柱和套管的有效运行,以防止事故。1.检查排气口是否有生锈或湿气-如果在热流道排气口附近发现生锈或湿气,则表示内部冷凝或可能水管破裂,湿气...