热扎钢板(热轧1450工艺初步设计)
Posted
篇首语:学而不厌,诲人不倦。本文由小常识网(cha138.com)小编为大家整理,主要介绍了热扎钢板(热轧1450工艺初步设计)相关的知识,希望对你有一定的参考价值。
热扎钢板(热轧1450工艺初步设计)
1. 设计规模、产品和原料
(1)设计规模:热轧线设计年产300万吨热轧钢卷。
(2)产品钢种:主要为普碳钢50%、优质碳素结构钢20%、低合金钢20%、耐候钢5%、管线钢(X42~X60)5%。
(3)产品规格:
带钢宽度:700~1300mm
钢卷内径:φ762mm
钢卷外径:φ1000~φ2000mm
带钢厚度:1.2~12.7mm
钢卷重量:最大24.8t
(4)原料规格
种类:连铸坯
坯厚:135㎜--200mm
坯宽:700~1300㎜
坯长:12.6m
坯重:最大25.5t
2. 主要设备组成
热轧生产线工艺生产设备及各类公辅设施主要组成如下:
(1)步进式加热炉 2座
(2)炉后高压水除鳞箱 1台
(3)带前立辊的四辊可逆粗轧机(ER) 1架
(4)中间坯保温罩 1套 (不设热卷箱)
(5)转鼓式切头飞剪 1台
(6)精轧前高压水除鳞箱 1台
(7)精轧机组 6架
(8)层流冷却装置 1套
(9)液压卷取机 2台
(10)钢卷运输系统 1套
(11)磨辊间设备
(12)起重运输设备
(13)三电设备
(14)电讯设备
(15)总降压变电所
(16)水处理设施
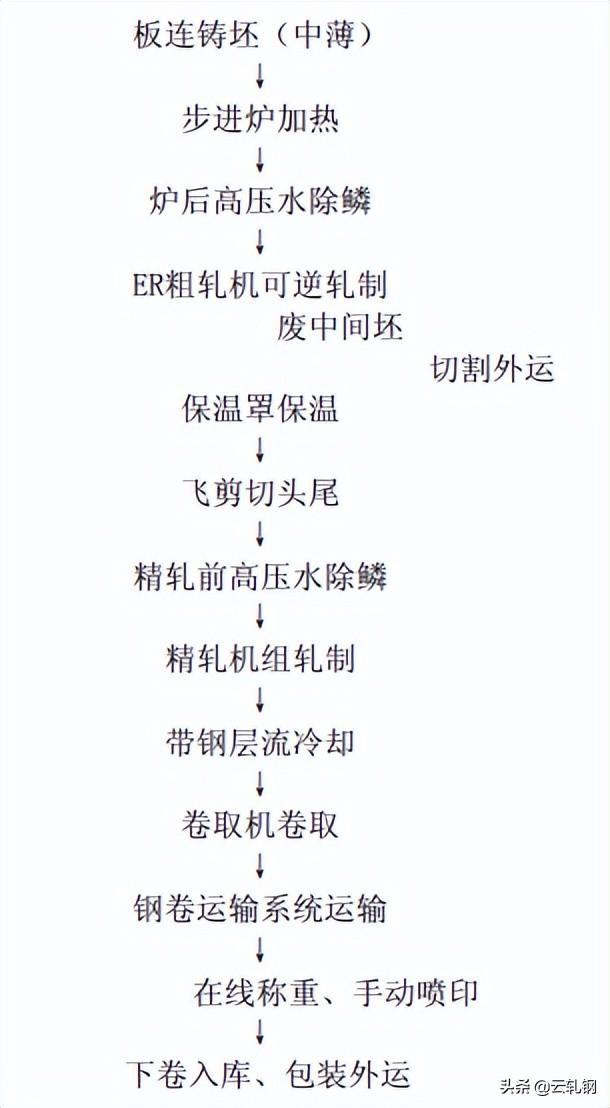
3. 轧机负荷及生产工艺流程
轧钢车间生产实行节假日不休息,四班三运转工作制度,轧制线年计划工作时间为7200小时,轧机负荷率83.72%,系统工作运行率95.0%。生产工艺流程见工艺流程图
4. 主要工艺设备型式及主要参数
(1)加热炉
型式:步进式
数量:2座 板坯入炉
温度:热装温度≥800℃,常温
板坯出炉温度:1200℃~1250℃
最大生产能力:240t/h·座(热装)
额定生产能力:220t/h·座(热装)
冷坯加热能力:135t/h·座(冷装)
(2)炉后高压水除鳞箱
型式:高压水喷射式
出口压力:18MPa
除鳞集管数:上、下各2根
(3)E立辊轧机
型式:附着上部驱动式(带液压AWC)
道次最大侧压量:50mm
轧制负荷:最大500t
轧制速度:0-2.6-5.3m/s
轧辊尺寸:φ1150/φ1100mm×430mm
主电机:2AC900kW×295/590r/min
(4)R粗轧机
型式:四辊可逆式
轧辊尺寸:
工作辊:φ1200/φ1100mm×1450mm
支持辊:φ1550/φ1450mm×1450mm
最大轧制压力:4000t
道次最大压下量:50mm
主电机:2×AC7000kW×45/85r/min
最大轧制速度:5.3m/s
(5)保温罩
形式:液压开启式
中间坯厚度:28-40mm
中间坯宽度:700-1300mm
保温罩长度:55m
(6)废品推出机
型式:电动齿轮齿条式
最大推出坯长度:65m
(7)切头飞剪
型式:转鼓式
剪切速度:0.5-2.0m/s
最大剪切断面:40mm×1450mm(普碳钢)
34mm×1300mm(低合金钢)
剪切应力:100N/mm2(900℃,普碳钢)
115N/mm2(900℃,低合金钢)
剪切温度:≥900℃
最大剪切力:6500kN
主电机:1×AC850kW,900r/min
(8)精轧前高压水除鳞箱
形式:双夹送辊高压水喷射式
出口压力:18MPa
除鳞集管数:上、下各2根
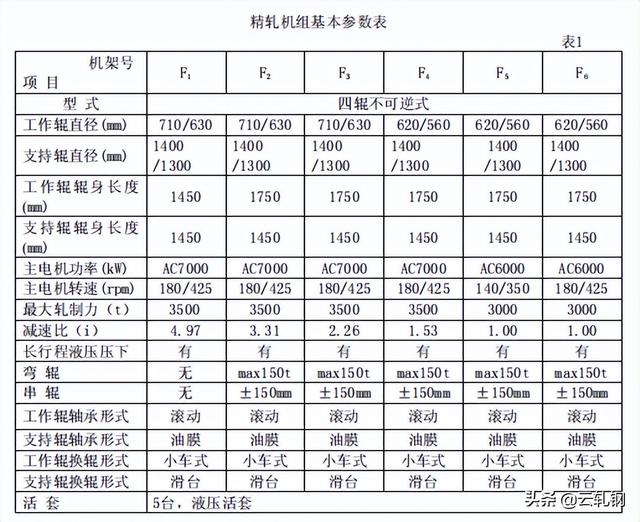
(9)精轧机组参数见表1所示
(10)带钢层流冷却系统
处理带钢规格:1.2-12.7mm,700-1300mm
带钢通过最大速度:19m/s
最大耗水量:7000m3/h
集管内压力:0.05-0.085MPa
(11)卷取机
数量:2台
形式:3助卷辊液压式
最高卷取速度:19m/s
卷取带钢厚度:1.2-12.7mm
卷取带钢宽度:700-1300mm
卷取温度:550-700℃
钢卷内径:φ762mm
钢卷外径:φ1000-φ2000mm
钢卷重量:最大24.8t
单位宽度卷重:最大19kg/mm
主电机容量:AC1000kW×320/1000r/min
5. 产品方案
5.1 原料规格
原料种类:连铸坯
板坯厚度:135--200mm
板坯宽度:700~1300mm
板坯长度:12.6m
最大板坯重量:25.5t
年需要量: 300万吨
板坯表面质量:全部为无缺陷合格连铸坯
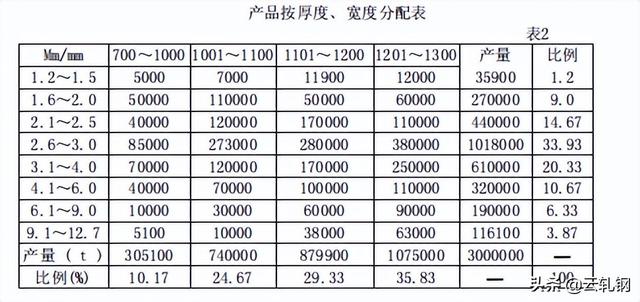
5.2 产品分配
见表2所示。
5.3 产品钢种
主要生产钢种:低碳钢、优质碳素结构钢、低合金钢、耐蚀钢,详见下表。

5.4 产品质量标准
产品执行国家标准,各标准如下:
GB702-88 碳素结构钢
GB/T699-1999 优质碳素结构钢
GB/T1591-94 低合金高强度结构钢
GB/912-89 碳素结构钢和低合金结构钢热轧薄钢板和钢带
GB/T710-91 优质碳素结构钢、热轧薄钢板和钢带
GB709-88 热轧钢板和带钢的尺寸、外形、重量及允许偏差
GB/T247-1997 钢板和钢带检验、包装标志及质量证明书一般规定。
JIS(G3101、G3131、G3132、G3141、G3113、G3114、G4051、G3125)
GB3125-91
GB/T 4171-2000
GB/T 4172-2000
API5L
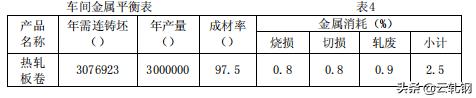
5.5 金属平衡
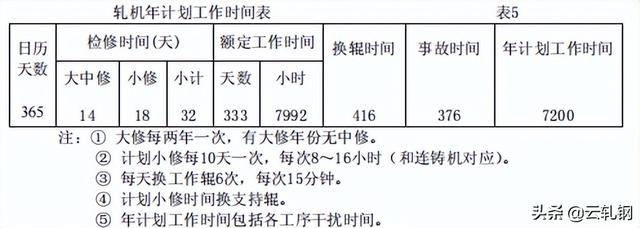
5.6 轧机年工作制度
采用四班三运转连续工作制,节假日不停产,轧机年工作时间如表5所示:
6.产品精度
厚度精度:1.2-2.5 ±40μm 98%(去头尾各15m)。
2.6-3.5 ±50μm 98%(去头尾各15m)。
3.6-5.5 ±50μm 95%(去头尾各15m)。
5.6-7.5 ±75μm 98%(去头尾各15m)。
7.6-12.7 ±100μm 95%(去头尾各15m)。
板形精度:凸度:0.01—0.045. 平直度:26 I。
卷取温度:1.2-4.5 ±15度 95%。
4.6-7.5 ±20度 95%。
7.6-12.7 ±25度 95%。
宽度精度:0—12mm。
7. 采用的新技术
(1)连铸坯直接热装
本设计连铸坯输出辊道与加热炉入炉辊道相连,连铸坯由辊道直接运到加热炉前热装,热装温度800℃以上,加热时间短,能耗低。
(2)板型控制和厚度控制
精轧机采用长行程全液压AGC、弯辊、串辊装置,简化轧机压下机构,提高带钢板型和厚度控制精度。串辊装置也可进行板形控制,采用自我开发的LVC技术。
(3)自由轧制
精轧机F2-F6采用工作辊串辊装置,减少换辊周期,延长轧辊使用寿命,提高轧机作业率,带钢可实现自由轧制。
(4)宽度控制
粗轧机前立辊轧机,设置液压AWC,实现带坯宽度自动控制,提高带钢宽控精度。
(5)中间坯保温
设置中间坯保温罩,减少带坯头尾温差,提高带坯温度均匀性,有利于提高带材精度,降低精轧机功率。
(6)带钢层流冷却
设置多段粗、精调阀组,采用冷却分段控制技术,设置在线高位水箱,使各冷却段水量和水压稳定,带钢纵向温度均匀。
(7)带跳步控制的全液压卷取机
卷取机采用液压控制的侧导板、夹送辊、助卷辊、无级涨缩式卷筒以及高响应速度的助卷辊自动跳步控制(AJC)技术,实现带钢精确对中、微张力卷取,减少塔形,同时避免带钢头部对助卷辊的冲击,消除助卷辊对带钢的压痕。
(8)钢卷采用“卧式”运输,减少吊运和堆放过程中的散卷和拆边缺陷。
(9)电机全交流化
轧线主电机全交流化,设备运行稳定,事故率低,维护量小,动态响应速度好,运行效率高,电机体积小。
(10)主传动控制全数字化
主传动控制装置采用成套全数字化设备,可靠性好、精度高、维护容易、使用方便。
(11)自动化控制系统
设计采用二级计算机控制。从板坯上料开始,到钢卷下线为止,计算机跟踪控制。一级为基础自动化系统,二级为过程控制系统。
更多精彩内容,尽在【云轧钢】公众号。
相关参考
1.设计规模、产品和原料(1)设计规模:热轧线设计年产300万吨热轧钢卷。(2)产品钢种:主要为普碳钢50%、优质碳素结构钢20%、低合金钢20%、耐候钢5%、管线钢(X42~X60)5%。(3)产品规格:带钢宽度:700~1300mm钢卷内径:φ7...
1.设计规模、产品和原料(1)设计规模:热轧线设计年产300万吨热轧钢卷。(2)产品钢种:主要为普碳钢50%、优质碳素结构钢20%、低合金钢20%、耐候钢5%、管线钢(X42~X60)5%。(3)产品规格:带钢宽度:700~1300mm钢卷内径:φ7...
如果你想知道热轧钢板和冷轧钢板的区别,你需要先了解钢板都有哪些分类。如果按照钢板品质来分类,有的是优质的,有的是普通的,区别其实是根据P和S元素的含量不同来分类的。如果按照成型方式,有的是锻造,有的是铸...
如果你想知道热轧钢板和冷轧钢板的区别,你需要先了解钢板都有哪些分类。如果按照钢板品质来分类,有的是优质的,有的是普通的,区别其实是根据P和S元素的含量不同来分类的。如果按照成型方式,有的是锻造,有的是铸...
热扎和冷轧(冷轧钢板和热轧钢板区别是什么?其中对等候椅使用会有什么影响?)
热轧钢板和冷轧钢板的区别在于1、冷轧板表面光泽度强,比较光滑,类似于那种用来喝水的很常见的钢水杯。制作等候椅过程中,冷轧钢要求轧机功率大,轧制效率低,而且为了能消除加工硬化而进行中间退火,所以成本也较...
热扎和冷轧(冷轧钢板和热轧钢板区别是什么?其中对等候椅使用会有什么影响?)
热轧钢板和冷轧钢板的区别在于1、冷轧板表面光泽度强,比较光滑,类似于那种用来喝水的很常见的钢水杯。制作等候椅过程中,冷轧钢要求轧机功率大,轧制效率低,而且为了能消除加工硬化而进行中间退火,所以成本也较...
热扎钢板和冷扎板的区别(为什么要分热轧钢与冷轧钢,有啥区别?)
热轧和冷轧都是钢板或型材成型的工序,它们对钢材的组织和性能有很大的影响。 钢的轧制主要以热轧为主,冷轧通常只用于生产小号型钢和薄板等尺寸精密的钢材。常见钢材冷热轧情况: 线材:直径5.5-40毫米,盘卷状,全是...
热扎钢板和冷扎板的区别(为什么要分热轧钢与冷轧钢,有啥区别?)
热轧和冷轧都是钢板或型材成型的工序,它们对钢材的组织和性能有很大的影响。 钢的轧制主要以热轧为主,冷轧通常只用于生产小号型钢和薄板等尺寸精密的钢材。常见钢材冷热轧情况: 线材:直径5.5-40毫米,盘卷状,全是...
热轧无缝钢管通用工艺流程南京顺杰企业管理咨询有限公司【官方网站】热轧无缝钢管的生产过程包括轧制前的毛坯准备、钢坯加热、穿孔、轧制、定径和减径、钢管冷却、钢管头尾切割、分段、矫直、探伤、手工检验、喷码印...
热轧无缝钢管通用工艺流程南京顺杰企业管理咨询有限公司【官方网站】热轧无缝钢管的生产过程包括轧制前的毛坯准备、钢坯加热、穿孔、轧制、定径和减径、钢管冷却、钢管头尾切割、分段、矫直、探伤、手工检验、喷码印...