热封强度不稳什么原因(订购的包装袋质量不稳定,找不到好供应商怎么办?)
Posted
篇首语:胸怀万里世界, 放眼无限未来。本文由小常识网(cha138.com)小编为大家整理,主要介绍了热封强度不稳什么原因(订购的包装袋质量不稳定,找不到好供应商怎么办?)相关的知识,希望对你有一定的参考价值。
热封强度不稳什么原因(订购的包装袋质量不稳定,找不到好供应商怎么办?)
近日,有生产企业留言表示,常出现客户投诉产品质量问题,但从原材料和产品技术等方面找寻原因,很多时候都是包装的问题。虽说发现是包装的问题,但没有其它合作过的供应商,不清楚到底是什么原因导致的包装质量不佳,不敢贸然采购,该怎么办?

专业软包装制造商顺兴源包装认为不管是什么包装问题,加强包装质量的管控是防止质量事故发生的有效方法。
一切走在质量问题的前头、想在质量问题的前头,保证产品包装质量需从源头开始杜绝产品包装事故的发生。顺兴源包装将从原材料、印刷、复合、分切、制袋等方面讲解我们是如何从源头对包装质量进行管控的,看后你就明白该怎么办。
一、原材料的质量控制点

1、薄膜外观
首先是检查薄膜平整度、厚度以及两端有无锯齿状。薄膜的厚度一般在±5um以内算合格品,如果厚薄相差较大会引起印刷图案套印的波动和复合上胶的均匀性。目测薄膜两端有锯齿状会引起印刷、复合的断膜,产生大量的报废。薄膜的厚度检测常用的方法是测厚仪及目测法。
检查原膜的静、动摩擦系数要用薄膜的摩擦系数仪来检测。
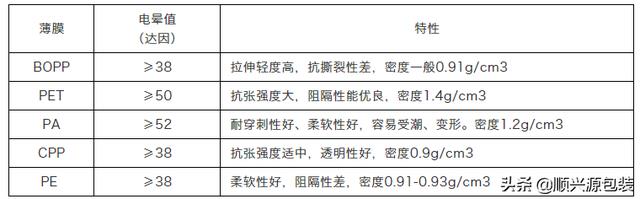
2、薄膜电晕值
电晕值的好坏直接影响油墨的附着力和复合后的剥离强度。(可利用电晕笔、自己配置的电晕液)
下表为各类薄膜基材需要达到的电晕值:
自配电晕液配方:

3、薄膜材料的选择及应用
PA膜在做蒸煮包装袋时要选择A优级品,在生产PA膜时有分步拉伸法和同步拉伸法,所谓分步拉伸法就是先拉伸纵向或者横向,再来拉伸另一个方向,而同步拉伸法则是横、纵向同时拉伸,所以遇温度时它的收缩率基本相同。在蒸煮过程中往往因PA的收缩比例不一样造成蒸煮袋卷曲,形成翘角现象。
AL膜:密度在2.67g/cm3,阻隔性能优良,抗张强度差,容易断裂。AL存在一面电晕值极高,而另一边只有38达因左右的特点。
决定AL质量最重要的一个因素就是在铝箔生产时冷却用的油要处理干净,否则会对复合强度产生很大的影响,可以用棉棒蘸蒸馏水、自来水,呈45°角度在铝箔面上擦一擦,水能均匀地散开,证明油渍处理得良好,反之如果水在铝箔上呈水珠状,则可以断定铝箔上面有油渍,属不合格品。

铝箔除油不净
镀铝膜:密度基本和镀铝原基材一样,没有多大变化。主要检查:镀铝的附着牢度、针眼以及铝层的均匀情况。
4、其它原材料的质量控制方法
薄膜的助剂:
将薄膜放入50~60℃的熟化室熟化8~20h左右,检测薄膜的摩擦系数,如果摩擦系数比未熟化前的增加较大,说明助剂含量较多,此方法只能检测有无助剂,不能测出助剂的多少含量。(这里可借助薄膜摩擦系数仪)
溶剂纯度的检测:
乙酸乙酯、甲苯、乙酸正丙酯、异丙醇、乙酸丁酯等溶剂的纯度和水分含量(借助气象色谱仪)。
油墨、胶水粘度的简单检测:
就是按照稀释一定的比例,用三号察恩杯来盛满油墨或胶水,用流尽所需的时间来判断粘度的大小。流尽的时间越长粘度就越大,反之则小(三号杯的流眼一定要清洗干净)。
固含量的简单检测:
打开油墨、胶水桶,取一定量的油墨或胶水倒入烧杯,不要盖盖子,放入50℃的熟化室,熟化24h后,此时的油墨或胶水重量除以原来的重量,就是所谓的固含量,因为所有的溶剂都在熟化室基本挥发干净。(用量杯、烧杯)
二、印刷工艺应注意的质量控制点

表面目测:
套印准确、无刀丝、印刷文字图案清晰。收卷整齐、张力的大小,有无暴筋等情况。(目测)
上机前油墨稀释粘度:
根据机器速度、烘干效果等调整合适的油墨粘度。(3号杯、秒表)
油墨的附着力,可用3M胶带沿45°粘连测试,以油墨不转移为附着力最好。(3M胶带)
油墨残留溶剂的检测:
要用气象色谱仪来检测每种溶剂的残留情况。
三、复合工艺应注意的质量控制点

上胶量的预测方法:
上胶量=1/5×胶水浓度×胶水密度×网眼的深度。
上胶量的检测:
上完胶水,未进入复合辊的印刷膜(空白膜)左、中、右各取三张,称取它们的重量减去未上胶水原膜的重量,最后取它们的平均值。(万分位天平)
复合膜目测表面有无气泡、白点等。(目测)
复合膜张力的检测:
在收卷和复合辊之间的复合膜,用刀片划一个十字形状,看划开部位复合膜的卷向,如果向内膜卷曲,证明内膜张力大,要适当降低内膜张力。反之要降低面膜的张力。复合膜张力的不匹配还会造成隧道、起皱现象。(目测)
复合机上烘道加热及排风的检测,可用温度计检查温度的误差,用测风仪检查进风与出风的风速或在复合机烘道两端口用薄的薄膜。看看薄膜是往里吹还是往外吹,如果朝外,证明进风大于出风,可调整加大出风量,尽量做到烘道内属于真空状态。(风速检测仪)
熟化后的复合膜剥离力、热封强度的检测要用到薄膜拉力机上检测才能得出相应的剥离数据。(薄膜拉力机)
复合膜的残留溶剂:
气象色谱仪检测溶剂的残留量。
复合膜的摩擦系数:
熟化后要用到薄膜摩擦系数仪才能得出应有的数据。
复合膜的水煮、蒸煮:
将复合膜制成袋子后,装上内容物,经过真空机抽空后,做相对应的水煮和蒸煮试验(有无气泡、脱层、剥离力等),是否满足要求或达到标准。(抽真空机、反压蒸煮锅、薄膜拉力机)
四、分切工艺的质量要求

做到截面平整、张力适中、无暴筋等。(目测法)
五、制袋工艺的质量要求

袋子的尺寸、热封位置(量尺)、袋子的平整度可用目测,热封强度的检测用薄膜拉力机。
六、特殊复合袋的特殊检测工艺
水煮包装袋:
袋子要装物体或水(水等液体的量要控制在袋子容积的1/2或1/3)经过100℃的水煮40min,无气泡和脱层现象。
蒸煮袋子要装东西后,抽真空,放入反压蒸煮锅121℃或135℃经过20~40min的高温杀菌后,无脱层和气泡现象(反压蒸煮锅)。
软包装印刷企业的产品质量受外部影响的因素较多,所以企业应该加强生产过程中的各种检测。检测是产品质量最有力的保障,更是杜绝产品质量事故发生的最有效方法。
相关参考
热封性测试仪(封口不严怎么回事封口时间短开封怎么办热封试验仪热封强度测试)
...认证等项目,药品包装质量检测用到包装检测设备,其中热封试验仪是一款重要的检测设备,热封试验仪采用热压封口法测定塑料薄膜基材、软包装复合膜、涂布纸及其它热封复合膜的热封温度、热封时间、热封压力等参数。熔...
热封性测试仪(封口不严怎么回事封口时间短开封怎么办热封试验仪热封强度测试)
...认证等项目,药品包装质量检测用到包装检测设备,其中热封试验仪是一款重要的检测设备,热封试验仪采用热压封口法测定塑料薄膜基材、软包装复合膜、涂布纸及其它热封复合膜的热封温度、热封时间、热封压力等参数。熔...
热封冷切塑料制袋机(塑料包装袋一点不注意,袋子的封合效果就会出问题)
1、热封温度 复合膜的热封温度的选择与复合基材的性能、厚度、制袋机的型号、速度、热风压力等有密切关系,直接影响热封强度的高低。 复合薄膜的起封温度是由热封材料的黏流温度或熔融温度决定,热封的温高温度不能...
热封冷切塑料制袋机(塑料包装袋一点不注意,袋子的封合效果就会出问题)
1、热封温度 复合膜的热封温度的选择与复合基材的性能、厚度、制袋机的型号、速度、热风压力等有密切关系,直接影响热封强度的高低。 复合薄膜的起封温度是由热封材料的黏流温度或熔融温度决定,热封的温高温度不能...
...不仅注重包装产品的美观和物流性能,更注重包装产品的热封强度。因为包装产品的热封强度直接影响包装速度、运输和销售。在实际生产中,每个厂家都把热封强度作为一项重要的质量指标来控制制袋产品和自动包装生产线上...
...不仅注重包装产品的美观和物流性能,更注重包装产品的热封强度。因为包装产品的热封强度直接影响包装速度、运输和销售。在实际生产中,每个厂家都把热封强度作为一项重要的质量指标来控制制袋产品和自动包装生产线上...
一、热封强度差 热封强度差指封口位置的强度低于标准要求。 1、产生原因 1.复合膜中的黏合剂尚未充分硬化。 2.热封条件不适当。 3.热封刀和冷却刀之间的距离过长。 4.内封层薄膜有问题。 5.油墨的耐热封性不良,导致热封...
...不仅注重包装产品的美观和物流性能,更注重包装产品的热封强度。因为包装产品的热封强度直接影响包装速度、运输和销售。在实际生产中,每个厂家都把热封强度作为一项重要的质量指标来控制制袋产品和自动包装生产线上...
...不仅注重包装产品的美观和物流性能,更注重包装产品的热封强度。因为包装产品的热封强度直接影响包装速度、运输和销售。在实际生产中,每个厂家都把热封强度作为一项重要的质量指标来控制制袋产品和自动包装生产线上...
塑料包装热封性塑料的热封性是指塑料在加热到熔融状态后,它同本身或别的种类的塑料所具有的热粘合性能。这种热粘合性能在塑料包装材料的焊接和制袋中有重要的意义,随着生产向高速自动化的发展,原先的自动充灌密封...