热压机配套设备凉板线(伸缩套三工位冷挤压成形设备的研发)
Posted
篇首语:天下难事、必作于易;天下大事、必作于细。本文由小常识网(cha138.com)小编为大家整理,主要介绍了热压机配套设备凉板线(伸缩套三工位冷挤压成形设备的研发)相关的知识,希望对你有一定的参考价值。
热压机配套设备凉板线(伸缩套三工位冷挤压成形设备的研发)
文/寻宝明,胡建华·江苏省徐州锻压机床厂集团有限公司
本文介绍了伸缩套三工位生产工艺对设备的要求;伸缩套三工位冷挤压成形设备的结构和特点,包括主机参数特点及设计优化、液压系统设计、电气设计等内容;伸缩套三工位冷挤压成形设备的关键技术;伸缩套三工位冷挤压成形的优势。
简单来说,传动轴是由轴管、伸缩套和十字万向节构成的。伸缩套会根据行车状况需要来自动的调节变速器和驱动桥之间的距离,是汽车传动轴上非常关键的部件。旧型的传动轴伸缩套是将花键套筒与凸缘叉型件焊接在一起,将花键轴焊在传动轴管上。新型的传动轴伸缩套一改旧型结构,将花键套与传动轴管焊接成一体,将花键轴与凸缘叉型件制成一体。
冷挤压成形工艺是切削少或不用切削制造机械零件的方法,冷挤压成形制作的零件精度相对高、生产效率高、成本低,适用于大批量生产。冷挤压成形工艺需要精确的模具和工艺参数,同时更需要选择专用设备。冷挤压技术是中国工业化生产中受到重视的技术,是精密塑性体积成形技术中的一个重要组成部分。冷挤压成形的原理是在原始冷态下就能够实现零部件的成形,将金属毛坯材料放在模具内,通过专用设备提供的压力,按照特定的速度进行作用,使坯料在模具腔内挤压成形,生产出合格的零件。
伸缩套三工位冷挤压生产的优势
节约材料,降低成本,提高生产效率
冷挤压技术主要是应用到了金属的塑性变形,减少了工业切割这一环节,这样便会减少产生一些边角余料,最大程度的利用到所有的材料,使得材料利用率超过80%,极大程度的节约了原材料。另外能够以高标准做到物尽其用,使得工业成本大大降低。对于三工位冷挤压工艺来说,相对于其他的技术,由于其省去了不必要的加工及切割环节,也就节省了大部分的时间,使得整体的生产效率大大提升,节约劳动成本,从而降低了每个零件的成本。伸缩套三工位成形零件示意图见图1。
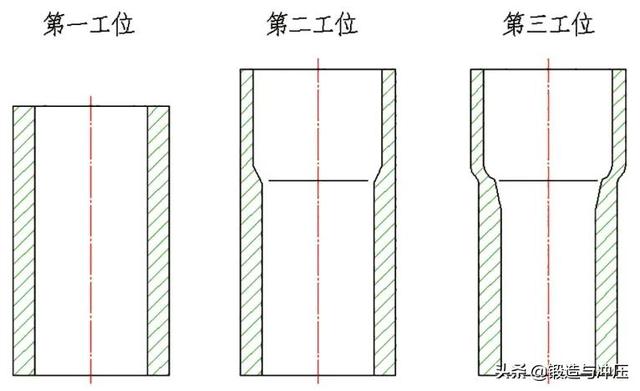
图1 伸缩套三工位成形零件示意图
制造工艺更加精确
通过冷挤压技术,可以根据所需锻件的要求,制造出不同的尺度以及不同精确度的零件,对于零件表面的不同粗糙及光滑程度要求,都可以一一满足。通过对零件的质量进行控制,在后期进行合格验收,发现零件的精确度和表面粗糙度能够达到图纸要求。
零件的力学性能有保障
通过冷挤压技术生产的伸缩套,会在零件的内部形成设计需要的纤维分布,最后再通过冷加工硬化大大提高伸缩套的强度。另外,通过冷挤压技术完成的合格的伸缩套表面形成了一定程度的压应力,能够使伸缩套的耐疲劳强度得到很大的提升。对此,对于原本需要进行热处理强化的伸缩套来说,用冷挤压技术便能够达到可以省略热处理工艺的目的。
伸缩套三工位生产工艺对设备的要求
设备台面小,偏载大
根据成形零件及模具的尺寸要求,该设备的有效台面(长×宽)为1400mm×1100mm。该工艺为三工位冷挤压,第一工位为定位工位,第二工位和第三工位为成形工位,并且三个工位同时加压成形,会导致设备存在较大的偏载,对设备的抗偏载性能要求较高。三工位示意图见图2。
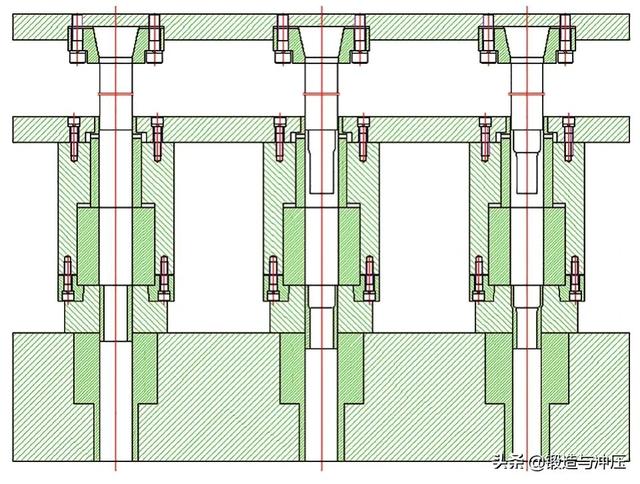
图2 三工位示意图
设备精度要求高
设备的垂直度、压制过程中的平行度、滑块的定位精度对于零件的成形质量有很大影响。垂直度及平行度的偏差将导致零件的报废,影响生产效率和制造成本。由于该设备需满足步进式机械手自动化生产要求,对工件的最终位置要求较高,特别是工件的顶出。如果工件的位置差别较大机械手无法正常抓取工件,会导致整个自动化生产线无法稳定运行。
三套顶出系统
根据三工位成形工艺要求,设备需要三套独立的顶出系统,并且具有单独控制功能。三套顶出系统的顶出力也具备单独调节功能。
伸缩套三工位冷挤压成形设备的结构和特点
使用条件见表1。
表1 伸缩套三工位冷挤压成形设备使用条件

机器结构形式和功能
(1)设备由整体框架式主机、伺服液压传动系统、稀油润滑系统和电气控制系统等组成。
(2)设备的操作方式设有调整、手动、半自动、全自动四种操作方式。操作方式由转换开关进行选择。
(3)顶出缸的工艺动作方式为:带顶出、不带顶出;动作方式由转换开关进行选择。
(4)设备本体机身为整体框架结构形式,该结构优化设计,刚性和强度都达到行业标准要求。
(5)滑块为上加压结构形式,滑块导向为斜楔式四角八面导轨导向,导向长度比传统设备要大得多。
(6)液压系统主控制系统采用二通插装阀集成系统。
(7)液压系统主油泵采用伺服高压泵,额定压力25MPa,最高压力31.5MPa。
(8)电气控制系统采用PLC可编程控制器和触摸屏控制。可以数字显示和控制滑块的压力、行程,还可以显示压力机的工作信息。
(9)主油缸和三个顶出缸均采用活塞式油缸,采用进口密封圈密封。
(10)机器配有可移动操作按钮站,机身上设有急停按钮,保证操作人员和设备安全。
(11)本机动力系统放置在主机的上梁平面,电气箱根据车间布局确定安放位置,操作箱放置在机器右前方,方便操作者操作。
(12)本机设有光电安全保护装置、安全维修平台。移动按钮站设有双手操作按钮,液压系统设有过载保护装置和液压安全支撑保险回路,可以保证设备操作人员的安全和设备安全。
在传统的电力营销模式中,线路损耗、电费纠纷、大面积停电、不能在短时间内完成抢修工作、外业质量无法控制等问题长期困扰着电力企业,使电力企业的发展受到了很大的阻力。而当前用电信息采集系统的应用,有效地使这些在传统模式下所存在的难题都得以迎刃而解。电力营销业务的开展需要较完整的数据支持,而用电信息采集系统可以快速提供准确、及时的数据,使营销业务的自动化程度得以提升,有效加快了营销业务信息化建设进程,推动电力营销管理水平的飞跃式发展。
(14)主缸压力采用伺服泵控系统,压力可在触摸屏上显示和设定,调压范围为公称压力的5%~100%。
(15)滑块行程和顶出行程位移可数字显示和控制,位移检测采用高精度数字量磁栅尺检测,位移显示通过触摸屏显示。
(16)液压系统中关键部位设有压力检测点,通过压力检测点可以快速诊断液压机出现的故障和监测设备的工作状态。
电气控制系统
电气控制系统分为动力系统和控制系统两部分,动力部分包括控制总电源,各个电动机的启停及保护开关等,采用伺服电机驱动。
控制部分包括电气柜、操作箱和移动按钮站,电气柜的放置位置根据车间布局确定,操作箱放置在机器右前立柱上。电气箱安装有PLC可编程序控制系统,可完成对该机的全部动作的控制,操作箱可完成该机的全部动作的操作,操作箱上设有液压机全部动作的操作按钮、功能转换开关、触摸屏、各个电机的启停按钮及各部分的故障报警提示、监视指示灯等。
电气控制系统采用PLC可编程控制器控制,可通过彩色触摸屏显示和参数设定。通过彩色触摸屏可以提前设置工艺参数并存储,比如滑块行程、压制压力和保压时间等。
本挤压设备具有预先设定滑块位置(工艺所需要的行程)和滑块速度变换(由快降变为慢速压制)位置的功能,滑块在快速转慢速时有相应的液压系统,可以做到平稳的转换,避免了振动和冲击,滑块在回到上死点前能自动减速。设备主要参数见表2。
表2 伸缩套三工位冷挤压成形设备主要参数
设备操作方式和工艺动作
(1)本专用挤压设备具有调整、手动、半自动、全自动四种操作方式,每种操作方式又可分为定程和定压两种工作方式,通过操作箱面板上的开关进行选择。在操作面板上,保压时间可以在0~999秒范围内预置。
①调整:按压相应的功能按钮,即有相应动作,抬手即停;主要用于设备的调试、调整和故障检查处理。
②手动,按压相应的按钮完成相应的一个全过程动作。
③半自动:按压压制按钮,即可自动完成一个PLC设定好的循环动作。
④全自动:按压压制按钮,即可自动连续完成PLC设定好的循环动作。
(2)液压垫的工艺动作为:不顶出、顶出。可以在操作箱面板上选择相对应的旋钮。当作为顶出工艺时,具有顶出延时功能,延时时间可以在操作箱面板上预置和调整。
①不顶出:滑块快降→滑块慢降压制→滑块保压延时及卸压→滑块回程。
②顶出:滑块快降→滑块慢降压制→滑块保压延时及卸压→滑块回程→顶出缸顶出→顶出缸退回。
伸缩套三工位冷挤压成形设备的关键技术
伺服泵控技术
本压机为伺服液压机,该伺服液压系统是指由专用驱动器和伺服电机驱动的,能实现流量、压力的闭环控制和输出的液压动力源。伺服液压系统配备有含旋转编码器的伺服电机、含压力传感器的和液压回路的油泵及专用的伺服控制器组成。伺服油泵把传统的阀控调速回路或泵控—节流调速(开环变量泵)回路变为泵控调速回路,无节流或溢流损失。
压力及流量响应时间小于50ms,最高可达30ms,响应性优于变量泵系统;压力及流量重复再现性小于1%,而变量泵油压系统的压力及流量重复再现性分别为2%和3%,重复精度远优于变量泵系统;流量、压力实现了闭环控制;有良好的低速稳定性,可实现低速及低压的可靠控制;可实现对各油缸的伺服控制;伺服液压系统比变量泵系统更适合精密成形。
加长重型大导轨
本设备采用加长重型大导轨,滑块导向长度达到行程的1.2倍,提升设备精度和抗偏载能力。由于该设备有台面小,偏载大并且要求精度高的工艺特点,特别设计了具有针对性的导向机构,见图3。
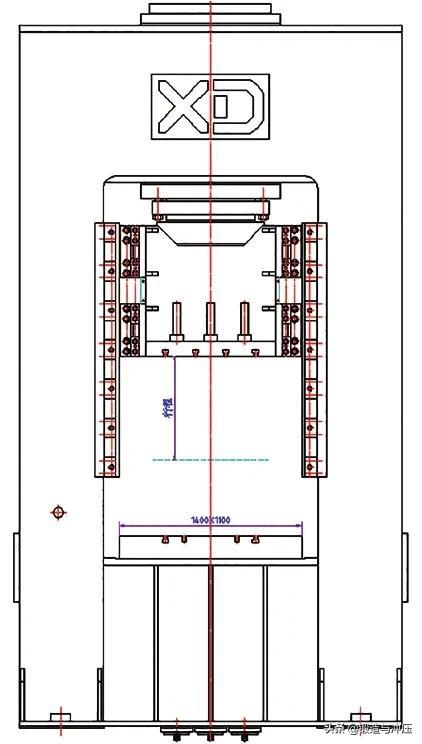
图3 设备导向示意图
三工位独立顶出系统
设备具有三套独立的顶出系统,完全满足工艺需求。顶出液压控制系统见图4。
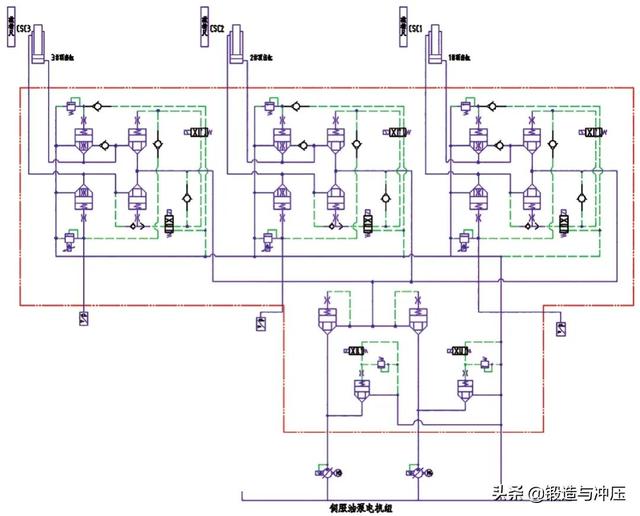
图4 顶出液压控制系统
结束语
本公司研发的伸缩套三工位冷挤压成形设备成功实现伸缩套三工位冷挤压工艺,自动化生产线一次验收通过,生产效率提高了40%,工件合格率达到99.99%,保证了工件质量。现场实际成形后的工件见图5。

图5 现场实际成形后的工件
作者简介
工程师,主要从事异形轴类零件镦锻成形设备和轴管类零件的矫直设备研发及技术管理工作,主持完成5条25MN门板压纹全自动生产线项目和某央企塑料机械直径500mm棒料自动矫直生产线项目等。江苏省劳动模范,徐州市优秀科技工作者,拥有30多项专利。
——文章选自:《锻造与冲压》2021年第23期

相关参考
液压机温控怎么拆卸(「原创」一种热挤压半轴套管成形液压机研发)
...压机研发的必要性,在分析现有生产工艺流程模式下成形设备不足的基础上阐述了用于热挤压半轴套管成形液压机的优势。之后阐述了热挤压半轴套管液压机设计的关键技术,包括主机参数特点及设计优化、液压系统设计、电气...
液压机温控怎么拆卸(「原创」一种热挤压半轴套管成形液压机研发)
...压机研发的必要性,在分析现有生产工艺流程模式下成形设备不足的基础上阐述了用于热挤压半轴套管成形液压机的优势。之后阐述了热挤压半轴套管液压机设计的关键技术,包括主机参数特点及设计优化、液压系统设计、电气...
机床油泵电机(双工位双向卧式框架伺服数控挤压液压机设计与开发)
...苏州虹逸重工科技有限公司双工位双向卧式框架伺服数控挤压液压机(图1和图2),主要适用于借助专用模具和步进梁输送工件机构或桁架机器人的工况,可实现圆管材、圆棒料以及方材等两端同时同步高效热(冷)挤压成形新工艺,...
液压机要加多少液压油(液压机冷却应配备什么制冷设备?液压油冷却专用冷油机特点分析)
液压机又被称作油压机,是一款借助液体压力来加工金属、塑料、橡胶、木材、粉末等制品的工业机械,在锻压、冲压、校直等压制工艺和压制成形工艺中,通常都会使用到液压机来进行。液压机在进行压制工艺和压制成型工艺...
液压机要加多少液压油(液压机冷却应配备什么制冷设备?液压油冷却专用冷油机特点分析)
液压机又被称作油压机,是一款借助液体压力来加工金属、塑料、橡胶、木材、粉末等制品的工业机械,在锻压、冲压、校直等压制工艺和压制成形工艺中,通常都会使用到液压机来进行。液压机在进行压制工艺和压制成型工艺...
...采用可视化触摸屏操控,方便修改机器设备各项参数,还配套过流、过压、漏电、超温报警、保护功能
钣金加工与焊接喷涂2022-07-1915:46发表于江苏航空钣金特种成形技术及设备制造业是国民经济重要基础产业,金属成形是制造业的重要组成部分,钣金成形属于金属成形领域;航空钣金成形技术是钣金成形技术的一个重要方面,也...
钣金加工与焊接喷涂2022-07-1915:46发表于江苏航空钣金特种成形技术及设备制造业是国民经济重要基础产业,金属成形是制造业的重要组成部分,钣金成形属于金属成形领域;航空钣金成形技术是钣金成形技术的一个重要方面,也...
...氧处理后可直接用于农作物,具有社会效益和经济效益。配套的无堵塞潜水泵将鸡粪水提升至鸡粪脱水器,然后螺旋推运器将鸡粪逐渐推至机器前部,从而不断增加机器前缘的压力,迫使所述水在侧压力和过滤的作用下挤出筛网...
...氧处理后可直接用于农作物,具有社会效益和经济效益。配套的无堵塞潜水泵将鸡粪水提升至鸡粪脱水器,然后螺旋推运器将鸡粪逐渐推至机器前部,从而不断增加机器前缘的压力,迫使所述水在侧压力和过滤的作用下挤出筛网...