热压机调试(航空钣金特种成形技术及设备)
Posted
篇首语:不要以为你的努力可以一劳永逸,权当做你始终一无所有。本文由小常识网(cha138.com)小编为大家整理,主要介绍了热压机调试(航空钣金特种成形技术及设备)相关的知识,希望对你有一定的参考价值。
热压机调试(航空钣金特种成形技术及设备)
钣金加工与焊接喷涂 2022-07-19 15:46 发表于江苏

航空钣金特种成形技术及设备
制造业是国民经济重要基础产业,金属成形是制造业的重要组成部分,钣金成形属于金属成形领域;航空钣金成形技术是钣金成形技术的一个重要方面,也是航空制造工程支柱技术之一,能够使航空产品同时获得高结构效率和优良性能的基础制造技术之一,对航空产品制造质量、周期和成本影响显著,作用与地位十分重要。
航空工业始终面临世界范围激烈而残酷的竞争,一贯追求航空产品性能更高、寿命更长、竞争力更强及经济性更佳,因此航空钣金成形技术也不断被深化与拓展,形成特色鲜明的航空钣金特种成形技术。
如可以提高难变形材料塑性和成形精度的(加)热成形技术、能够获得复杂外形与结构并显著减少工序数量的超塑成形/扩散连接技术、用于复杂回转体零件成形的旋压成形技术及实现大型复杂整体壁板低成本和高性能成形的喷丸成形技术等。
设备是工艺的载体,航空钣金特种成形设备与工艺也不例外,而且两者历来相辅相成,新型工艺往往催生新型设备,而先进设备又促进工艺的发展与应用;同时,先进航空钣金特种成形设备开发能力是一个国家航空制造工程实力的重要标志之一,世界航空工业强国竞相开发先进航空钣金特种成形设备。
特种成形工艺
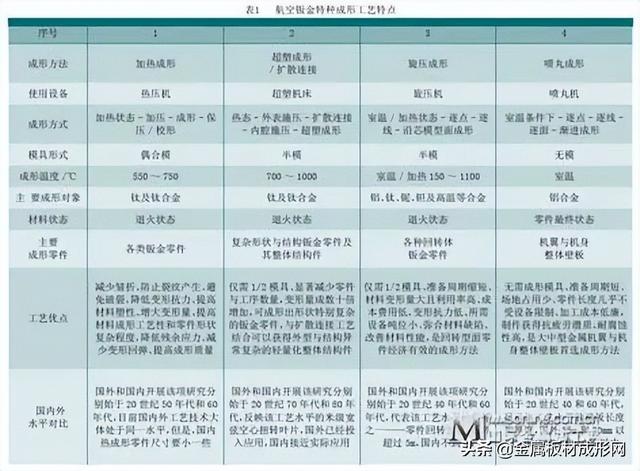
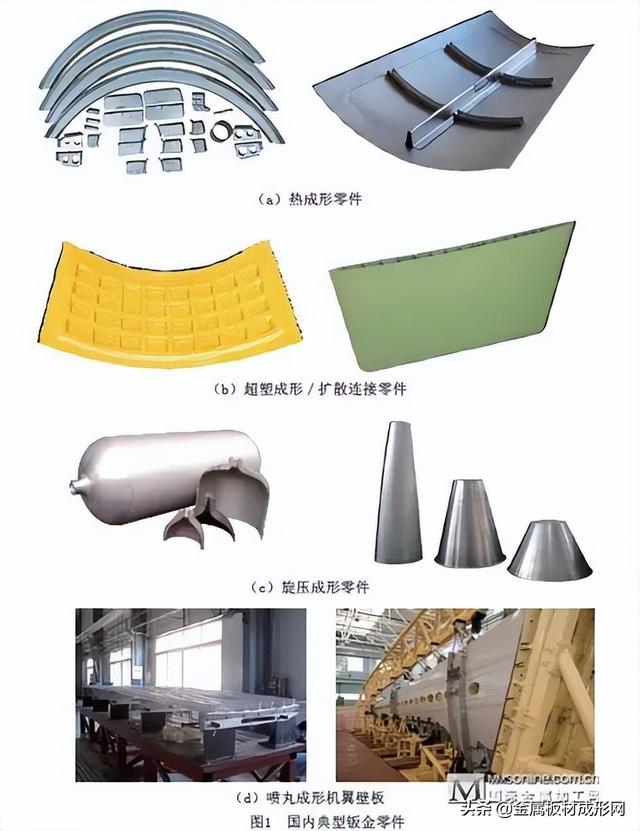
在这里航空钣金特种成形工艺主要是指(加)热成形、超塑成形/扩散连接、旋压成形及喷丸成形等4类成形技术,该4类特种成形工艺使用设备、成形方式、模具形式、成形温度、主要成形对象、材料(热处理)状态、主要成形零件、工艺优点及国内外水平对比等见表1,成形典型钣金零件见图1,其中国产壁板利用北京航空制造工程研究所负责开发的喷丸成形技术研制,其余国产零件均由北京航空制造工程研究所研制或成形加工。
特种成形设备
航空钣金特种成形设备,与以上4类特种成形工艺相对应,包括分别用于(加)热成形、超塑成形/扩散连接、旋压成形及喷丸成形的热压机、超塑机床、旋压机及喷丸机。
1 热压机
热压机相当于液压机与加热冷却系统的组合体,目前主要用于钛合金钣金零件的成形。其中液压机类似普通液压机,只是较普通液压机的闭合高度多出大约等于上、下加热冷却系统(平台)厚度之和的高度。
热压机加热冷却系统是一对矛盾的统一体,加热系统必须与冷却系统配套使用。冷却系统一般采用水冷,阻断加热平台与床体之间的高温传导与交换,以保证整个机床长时间持续正常工作。
热压机可分为开式和闭式,也可分为单动和双动,各种热压机特点与普通液压机类似。一般带顶料系统以方便取件卸料。此外,也可配套测压系统以便成形出形状更加复杂的零件。
工作温度、加热平台工作区范围及吨位是热压机的3个重要技术指标,国产与国外热压机技术指标正在拉近,但是现实需求等因素决定了国产与国外的热压机之间总体差距在一定时期内仍将继续存在(图2)。

2 超塑机床
超塑机床类似热压机,当前主要用于钛合金零件超塑成形与扩散连接。超塑机床与热压机相比,工作温度高出约200~400℃,加热冷却系统要求更高,机床制造更困难,且必须配套惰性气体气源、管路及气压控制系统。超塑成形/扩散连接高度较大的钛合金钣金零件时,需要额外配备四周加热系统,以保持超塑成形/扩散连接模具温度沿高度均匀分布(图3)。
超塑机床其他方面的情况也与热压机类似。

3 旋压机
旋压机类似车床,主要由床体、滚轮机构、液压进给系统及操作系统等构成,用于各类金属回转体钣金零件的成形。
旋压机可分为卧式和立式,也可分为单轮、双动及三轮。多轮旋压机适用于变形抗力更大零件的旋压成形,可以旋压成形更高质量与精度的零件。
目前,在机床吨位、旋压件直径及高度(或长度)等重要技术指标方面,国产与国外旋压机仍存在一定差距(图4)。

与传统带芯模旋压工艺相比,无芯模旋压技术具有显而易见的优越性,因此在国外一种新式旋压机——无芯模旋压机近年来开始进入人们的视野。
4 喷丸机
喷丸机与龙门铣床近似,由喷丸室、壁板送进机构、弹丸喷射回收筛分循环系统、压缩空气风选除尘系统及操作控制监控系统构成,主要用于大中型飞机金属机翼和机身整体壁板的喷丸成形。
喷丸机可分为气动式和离心式。气动式便于控制,适用于复杂外型结构整体壁板的成形。离心式弹丸流量大、工作效率高,适合于结构较简单的整体壁板成形。
目前,在机床控制系统、打击力及可喷丸成形壁板长度等主要技术指标方面,国产与国外的喷丸机仍存在不小的差距。
此外,类似喷丸成形工作原理与效果的超声和激光两种冲击成形手段,已经在国外呈现出大型数控设备化的势头(图5)。
自20世纪60年代以来,紧随航空钣金特种成形工艺技术研究与应用步伐,国内先后开发和制造并提供国内航空企事业单位多种航空钣金特种成形设备,图2~图5中的国产航空钣金特种成形设备均为北京航空制造工程研究所自主研制联合开发或生产,有效促进了国内航空钣金特种成形工艺、航空制造技术以及设备自身显著进步,在一定程度上满足了国内迫切需求,取得了有目共睹的成绩,也为今后研制、开发及生产具有世界先进水平的航空钣金特种成形设备奠定了一定的技术基础。
设备存在问题
近20年来,国内航空钣金特种成形设备落后现象已经明显改善。但是,相对特种成形工艺而言,国内航空钣金特种成形设备存在问题更多、更严重一些。倚重进口、性能偏低、理念乏新和模式欠佳等是国内航空钣金特种成形设备主要问题的4个方面。
(1)倚重进口。近些年来,特种成形设备特别是大型设备主要依靠进口,利用进口设备生产航空产品已不是个别现象。如果这一现象继续发展下去,相关设备行业将严重萎缩,最终将市场拱手让人,难免受制于人,后果严重。目前,尴尬状况已显,当进口设备出现较严重故障时,只能求助国外设备供应商到生产现场排除故障,快则数天,慢则数周,严重影响正常生产秩序,且不利于技术等保密。
(2)性能偏低。国产航空钣金特种成形设备性能、稳定性及可靠性较差且问题与故障较多,严重影响了设备使用企业正常生产,导致国产设备受欢迎程度不高。忽视核心技术开发和储备,缺乏开发新型先进设备的积极性与信心,仍停留在我能做什么,而未上升到客户需要什么便做什么,面对客户提出的、较高的设备性能指标一压再压,最终尽管设备被制造出 来了,但更多的是在低水平徘徊,因此错失技术水平上台阶的难得机遇。
(3)理念乏新。国内迅速发展的航空制造业及其钣金特种成形技术,迫切需要研制新型钣金特种成形设备,然而研制或生产的首台设备常常问题较多甚至无法正常使用。有问题并不可怕,可怕的是长期以来人们对此却习以为常。实际上,航空钣金特种成形设备必须研制或制造一台合格一台,否则将耽误周期、浪费机会、扼杀希望以至丧失发展空间。
(4)模式欠佳。国内更多的是以跟踪国外技术为主,因此,国产设备一开始便处于不利竞争位置。此外,国内缺乏模块化设计与制造、专业化分工协作、市场化利用与获取资源的自觉意识,喜好大包大揽,小到螺丝母大到床体与整机,结果是开发设备质量不高故障不少、制造与维护成本高、开发周期长。
针对上述问题,应当重视核心技术开发与积累,采用模块化设计制造,专业化分工协作,市场化配置资源,信息化武装特种成形设备,严格满足客户技术指标等要求,以少量引进促进技术进步,通过技术与管理创新加速技术升级,以运行稳定可靠、维护间隔长、操作方便的优质先进航空钣金特种成形设备※大限度满足航空钣金特种成形需要。
设备发展趋势
未来,国内航空钣金特种成形设备将呈现出专业化、国产化、专用化、大型化及信息化5大发展趋势。专业化意味着高品质、高质量、高效率及低成本,要求设计、制造、控制、装配、调试、售后服务专业化,设计制造模块化,唯有专业化国内航空钣金特种成形设备开发才会有希望。
国产化力求国内自主开发航空钣金特种成形设备,但是并不意味着保护落后和禁止进口,相反允许合理进口并保护公平竞争;航空钣金特种成形设备必须坚持国产化,这是使命和责任使然。
专用化是指航空钣金特种成形设备用途更趋单一甚至仅针对某种特定零部件,可产生高效率;融合工艺与工装,为特定零件成形提供工艺及设备整体解决方案。
大型化反映航空钣金特种成形设备重要乃至重大方向,不过大型化很容易被轻视和简单化;务必重视设备大型化趋势,应当提早预测、规划及实施,以应对当设备规格大到一定程度时,一些关键零部件因尺寸大在市场上难以获得,国内企业又不具备制造能力,而国外个别企业虽具备生产能力但其产品对中国禁运的可能困局。
信息化已经成为一种不可抗拒的巨大潮流,国内航空钣金特种成形设备必须自觉适应信息化潮流,与数字、智能及无纸制造接轨。
( 文章来源:互联网)
相关参考
...成形技术与装备方面取得系列进展,有望推动和提升我国航空钣金制造业发展水平。航空航天装备中,钣金类零件占总零部件数量、制造工作量占全机工作量均在20%以上。针对目前航空领域对钣金零件的轻量化及整体化发展的迫...
...成形技术与装备方面取得系列进展,有望推动和提升我国航空钣金制造业发展水平。航空航天装备中,钣金类零件占总零部件数量、制造工作量占全机工作量均在20%以上。针对目前航空领域对钣金零件的轻量化及整体化发展的迫...
什么是折弯?折弯是把平板坯料在冲模(弯模)压力作用下或通过专用设备弯折成一定角度,制成各种形状零件的一种成形工艺方法.折弯的工作过程及原理是什么?折弯是一种简单的成形工序:将平板坯料放到下模上,上模在压力机滑块...
完整版详见工钟浩“产业研究报告”2.1.4航天科工三院306所(航天特种材料及工艺技术研究所)航天特种材料及工艺技术研究所,成立于2002年6月7日,隶属中国航天科工集团第三研究院,国有事业单位,现有透波材料及天线罩技...
完整版详见工钟浩“产业研究报告”2.1.4航天科工三院306所(航天特种材料及工艺技术研究所)航天特种材料及工艺技术研究所,成立于2002年6月7日,隶属中国航天科工集团第三研究院,国有事业单位,现有透波材料及天线罩技...
...加工成形的主要工艺装备,随着工程机械、汽车、船舶、航空航天、电器仪表和建筑装潢等行业的发展,国内外钣金加工企业对钣金制品的成形精度、形状复杂度要求越来越高,同时对钣金件的表面质量要求越来越高,特别是对...
...该所科研人员与白俄罗斯、罗马尼亚科学家合作,研制出航空轻质合金板材冲击液压成形设备,提升中国航空制造业发展水平。现代航空航天装备中,钣金类零件在零部件数量和制造工作量方面,均占到全机工作总量的20%以上。...
...该所科研人员与白俄罗斯、罗马尼亚科学家合作,研制出航空轻质合金板材冲击液压成形设备,提升中国航空制造业发展水平。现代航空航天装备中,钣金类零件在零部件数量和制造工作量方面,均占到全机工作总量的20%以上。...
钣金加工是钣金技术职员需要把握的枢纽技术,也是钣金制品成形的重要工序。钣金加工是包括传统的切割下料、冲裁加工、弯压成形等方法及工艺参数,又包括各种冷冲压模具结构及工艺参数、各种设备工作原理及操纵方...
文/寻宝明,胡建华·江苏省徐州锻压机床厂集团有限公司本文介绍了伸缩套三工位生产工艺对设备的要求;伸缩套三工位冷挤压成形设备的结构和特点,包括主机参数特点及设计优化、液压系统设计、电气设计等内容;伸缩套三...