烘料机和干燥机(注塑必备:不可忽略的注塑烘料作业标准流程)
Posted
篇首语:盛年不重来,一日难再晨,及时当勉励,岁月不待人。本文由小常识网(cha138.com)小编为大家整理,主要介绍了烘料机和干燥机(注塑必备:不可忽略的注塑烘料作业标准流程)相关的知识,希望对你有一定的参考价值。
烘料机和干燥机(注塑必备:不可忽略的注塑烘料作业标准流程)
一、我们要知道烘焙的目的所在:
指导烘料的规范操作,确保烘料质量,预防烘料作业中带来的各种意外事故。
二、我们要注意适用范围:
此规定用于烘料人员在烘料作业中的操作指导。
三、烘料程序及注意事项 :
烘料人员上岗前必须经过严格的岗前培训,熟悉材料类别和各产品使用的颜色、材质及各种材料的干燥温度及干燥周期。熟练掌握换料、换色的操作须知及操作步骤。
A、烘料前的准备工作
1、烘干室内清理
松开后钮,将烘干室与集尘室分解打开,取出孔屏分离器及护屏分离器,分别用高压气枪进行清理,加热筒内不易清理到的粉末,可开动风机将其吹出,气枪清理完毕后,还必须用干净抹布对各部件进行清擦(如遇较难清擦的色渍时,可使用少许白矿油先清擦一遍)。
2、预热料桶
当干燥室各部件清理干净后,将干燥室组装好(组装时请特别注意把上环、下环(密封圈)装好,如漏风将严重影响干燥效果)。
B、填料烘干
1、温度调节
参考“塑料原料干燥温度参考表”结合实际经验,酌情调节电子温控仪,使双金属温度计反应的温度与实际温度相符。
2、风量调节
风量之调节关系干燥效果甚大,一般以全部开放时效果最好,如遇料桶内存料不多时或需较高温度时,可酌情调小风量,减小热量损耗,否则不能达到预期的干燥效果。
3、原料填桶
原料填加时,要确保“满桶”,即桶内原料填量不少于总装料量的70%,以免干燥效果不匀或使干燥时间过长。
4、透明原料的干燥
透明料干燥时,必须在进风口装置空气过滤器“原海棉”等,防止空气中灰尘进入。
四、烘干机的维护与保养
1、进风口过滤器要经常清洗,当过滤器阻塞时,进风量减少,将影响干燥效果。
2、在干燥过程中,粉末物质落入料斗、加热筒,日久淤积,因此需要定期清除(尤其对于长期不换料、不换色的干燥机非常必要)。
3、如遇温度过高,原料在护屏上结块时,原料不能下落,此时严禁用铁棒等硬物铲刮,以防护屏孔分离器受损,应将料桶先分解开,取出妥善处理。
4、在关闭电热后十分钟,再关风机,以确保电热筒充分冷却,延长其使用寿命。
5、在烘干过程中,必须经常巡视干燥机的工作状况,若存在异常应立即停机整修,待故障排除后再开启使用。
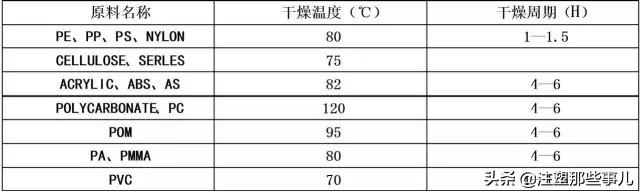
五、塑料原料干燥温度参考表
相关参考
注塑机烘料机(注塑成型技术篇---工作经验总结各种塑料烘料工艺大全,值得分享)
注塑机上的料斗干燥机旁储料箱除湿式干燥机除湿式干燥机透明亚克力(PMMA)透明亚克力(PMMA)专用除湿干燥机注:1烘料温度设定值为烘料温度范围的中值,如150(-5)设置147℃150(+5)设置152℃,保温值比设定值低30℃。
注塑机烘料机(注塑成型技术篇---工作经验总结各种塑料烘料工艺大全,值得分享)
注塑机上的料斗干燥机旁储料箱除湿式干燥机除湿式干燥机透明亚克力(PMMA)透明亚克力(PMMA)专用除湿干燥机注:1烘料温度设定值为烘料温度范围的中值,如150(-5)设置147℃150(+5)设置152℃,保温值比设定值低30℃。
一般注塑机被水淹后可能会造成电气控制箱里面的电气,机器液压系统,润滑系统等不同程度得的进水,在这样的请况下,可以分以下几部分来分析处理电气控制部分电气部分进水后,会造成各种电气元件生锈腐蚀以及绝缘性能...
一般注塑机被水淹后可能会造成电气控制箱里面的电气,机器液压系统,润滑系统等不同程度得的进水,在这样的请况下,可以分以下几部分来分析处理电气控制部分电气部分进水后,会造成各种电气元件生锈腐蚀以及绝缘性能...
上模员的事1.按时参加早晚会。早会时间:7:45,晚会时间:19:45。2.直接对技术员,领班负责,向其汇报工作,服从其工作安排与管理。3.遵守注塑部及公司的各项管理制度、“注塑部员工守则”及“注塑部员工安全守则”。...
上模员的事1.按时参加早晚会。早会时间:7:45,晚会时间:19:45。2.直接对技术员,领班负责,向其汇报工作,服从其工作安排与管理。3.遵守注塑部及公司的各项管理制度、“注塑部员工守则”及“注塑部员工安全守则”。...
PU烘料温度根据硬度而定.60A-80A烘料温度用90-100度85A-98A烘料温度用100-105度60D-71D烘料温度用105-110度时间为3-5小时。LCP每家公司的不同品种烘料温度,成型温度各有不同如日本宝理公司EI系列最佳成型温度为340-370上限为365度不超过3...
PU烘料温度根据硬度而定.60A-80A烘料温度用90-100度85A-98A烘料温度用100-105度60D-71D烘料温度用105-110度时间为3-5小时。LCP每家公司的不同品种烘料温度,成型温度各有不同如日本宝理公司EI系列最佳成型温度为340-370上限为365度不超过3...
注塑机料筒怎么烘料(老师傅多年总结的注塑笔记,工艺制定标准)
一、总述开始时,一般应先选用在低压、低速和长短间的条件下成型,欠注时应根据原料的特性确定是提高压力速度还是温度,在高速和低速都能注满的情况下,除了加GF的例外,一般应采用低速注射,注射时应尽量使制品留在...
注塑机料筒怎么烘料(老师傅多年总结的注塑笔记,工艺制定标准)
一、总述开始时,一般应先选用在低压、低速和长短间的条件下成型,欠注时应根据原料的特性确定是提高压力速度还是温度,在高速和低速都能注满的情况下,除了加GF的例外,一般应采用低速注射,注射时应尽量使制品留在...