点浇口和侧浇口的区别(Creo产品结构工程师必须要知道的塑胶模具结构简介)
Posted
篇首语:丈夫志四海,万里犹比邻。本文由小常识网(cha138.com)小编为大家整理,主要介绍了点浇口和侧浇口的区别(Creo产品结构工程师必须要知道的塑胶模具结构简介)相关的知识,希望对你有一定的参考价值。
点浇口和侧浇口的区别(Creo产品结构工程师必须要知道的塑胶模具结构简介)
目录
1.塑胶模具的结构
1.1 塑胶模具的基本结构
1.1-1 模板编号规则
1.1-2 塑胶模具零件编号标准
1.2 浇注系统
1.3 成型系统
1.4 顶出系统及成型机构
1.5 排气系统
1.6 冷却系统
1.7 导向与定位系统
1.1塑胶模具的结构
塑胶模具,一种用于压塑、挤塑、注射、吹塑和低发泡成型的组合式塑料模具的简称
根据浇注系统型制的不同可将模具分为三类:
(1) 大水口模具:流道及浇口在分模线上,与产品在开模时一起脱模,设计最简单,容易加工,成本较低,所以较多人采用大水口系统作业。
(2) 细水口模具:流道及浇口不在分模线上,一般直接在产品上,所以要设计多一组水口分模线,设计较为复杂,加工较困难,一般要视产品要求而选用细水口系统。
(3) 热流道模具:此类模具结构与细水口大体相同,其最大区别是流道处于一个或多个有恒温的热流道板及热唧嘴里,无冷料脱模,流道及浇口直接在产品上,所以流道不需要脱模,此系统又称为无水口系统,可节省原材料,适用于原材料较贵、制品要求较高的情况,设计及加工困难,模具成本较高。
福利领取:全套500G资料,点击小编头像私信我回复“资料”两个字,自动领取!
塑胶模具的基本结构:
塑胶模具包含六大系统,分别是浇注系统、成型系统、顶出系统与成型机构、排气系统、冷却系统和定位与导向系统;
按基本结构又可分为两板模和三板模。
两板模的结构(如图1)

三板模的结构(如图2)

两板模的结构说明

两板模的模具实况
1.1-1 模板编号规则
把前模型腔第一块板用A0表示,第二块板用A1表示;依此类推。后模型腔第一块板用B0表示,第二块板用B1表示,依此类推;编号为;模具编号+模板序号。如图例:
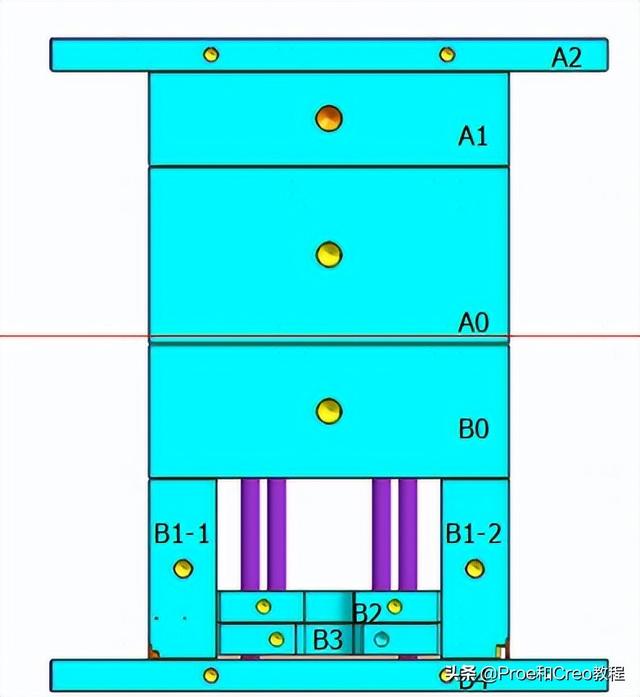
1.1-1-1 模板的区分

1.1-1-2零件的编号规则
镶块→C; 镶芯→P; 前模→1; 后模→2; 行位,斜顶→3; 其他→4,5
零件序号:
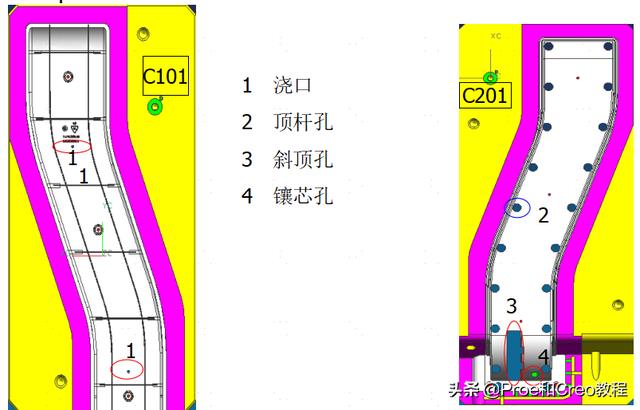
1)前模零部件: C101→C1××(主镶件) P101→P1××(镶芯)
C101-1→C1××-1(次镶件)
2)后模零部件: C201→C2××(主镶件) P201→P2××(镶芯)
C201-1→C2××-1(次镶件)
3)滑块零部件: C3A01→C3××(滑块或滑块座)
C3A01-1→C3A××-1(滑块头或C3A××上复杂组件部件)
4)斜顶、直顶零部件: C3B01→C3B××(斜顶头、斜顶、直顶块、带形状的方顶等)
C3B01-1→C3B××-1(C3B××上的组件部件)
5)压板,固定块,滑块安装座,导滑块,T型块,固定板类部件:
C401→C4××
6)耐磨板,承压板,镶块锁紧块需热处理类部件:
C501→C5××

1.2 浇注系统
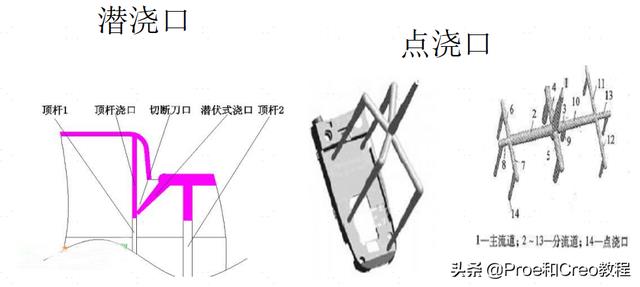
浇注系统是指从注塑机唧嘴开始到型腔为止的塑胶流动通道,主要由主流道、分流道、浇口和冷料穴组成。
主流道(sprue)、分流道(branch runner)、浇口(gate)和冷料穴(cold slug well)

常见浇口类型有直接浇口﹑侧浇口﹑潜伏式浇口﹑点浇口等多种。设计时应根据产品的不同要求选择合适的浇口类型.尤其当制品外观有要求时,要慎重选择。


1.3 成型系统
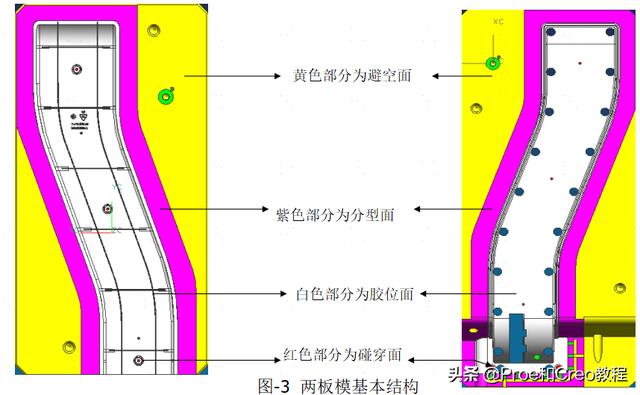
成型系统:是产生制品外形和尺寸的系统;包含分型面、胶位面、碰穿面、插穿面、侧抽芯(行位)、镶件和斜顶等结构.

分型面:又称PL面,是将模具分割为动模和定模或凹模和凸模的面,在3D图中以紫色显示。
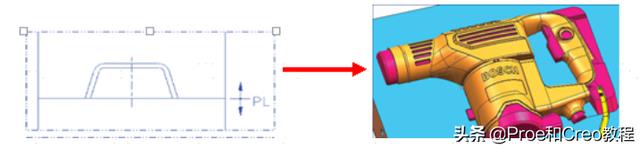
胶位面:又称产品面,即和产品接触的面
碰穿面:合模后圆柱部份的另模面碰到而使熔融塑料在此位置不能流动,使产品注塑后形成需要的孔位

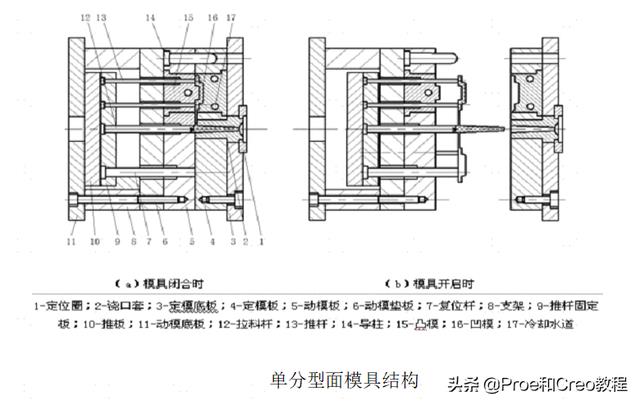
单分型面结构
1.4 顶出系统与成型机构
顶出系统:当制品在模具中固化后,需要有一套优先的方式将其从模具中顶出,而且在顶出中不能出现顶白、制品变形、破裂等损坏制品的现象,这套系统被称为顶出系统。
顶出的主要形式:圆顶针(推杆)、扁顶针(推杆)、顶管(司筒)、顶出块、脱料板、斜顶等。
圆顶针:

扁顶针:成型空间小、加强筋深度较深,不好布置
比较合适的圆顶针的时候采用。

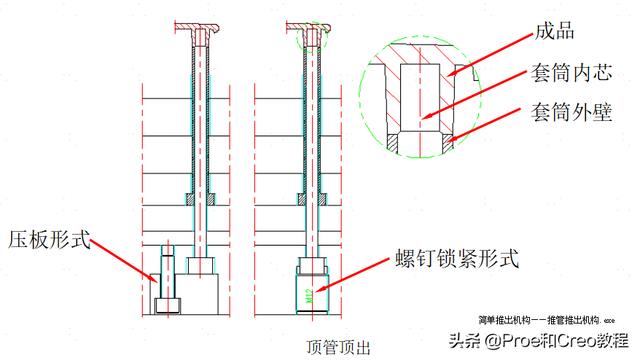
顶管(司筒):一般用来作为螺丝柱较深的顶出。
顶出块:一般用于侧壁较深、脱模力比较大的场合

成型机构-斜顶:斜顶不仅可以解决制品倒扣问题,而且参与顶出。


成型机构-滑块(行位)

1.5 排气系统
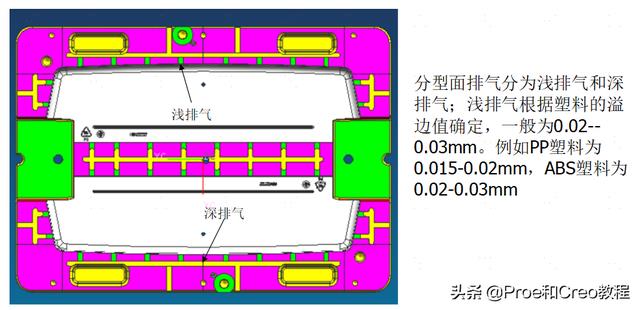
分型面排气
排气的目的:减少造成制品的烧焦、气痕等成型缺陷。
气体的来源:
1.进胶系统与形腔中存在空气
2.塑料颗粒中存在水分
3.塑料分解产生气体
4.塑料中的添加剂分解或产生化学反应
排气的主要形式:
1.分型面排气
2.顶针与型腔间隙排气
3.利用镶件与镶针排气
4.顶针与司筒排气
5.侧向分型与抽芯机构排气
1.6 冷却系统
冷却系统:为了满足注塑工艺对模具的温度要求,必须对模具温度进行控制,所以模具常常设有冷却系统并在模具内或四周安装加热元件。冷却系统一般是在模具上开设冷却水道。

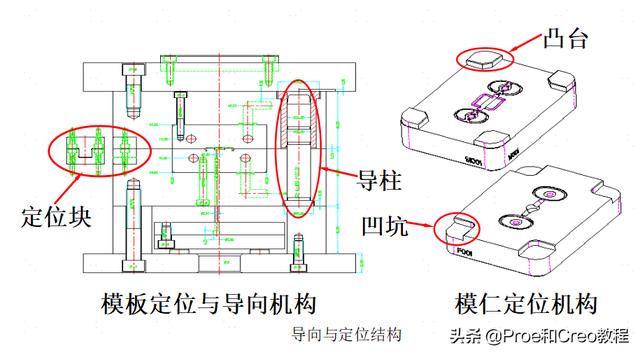
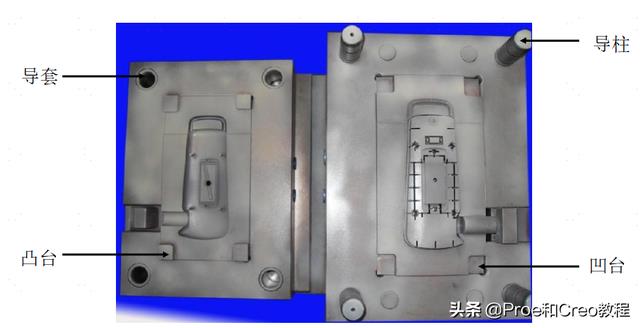
1.7 导向与定位系统
导向与定位系统的作用:保证模具在进行装配和调模试机的时候,保证凹凸模之间一定的方向和位置。导向与定位系统包含导柱、导套、凸台等。
福利领取:全套500G资料,点击小编头像私信我回复“资料”两个字,自动领取!
相关参考
注塑模具的结构组成(Creo产品结构工程师必须要知道的塑胶模具结构简介)
目录1.塑胶模具的结构1.1塑胶模具的基本结构1.1-1模板编号规则1.1-2塑胶模具零件编号标准1.2浇注系统1.3成型系统1.4顶出系统及成型机构1.5排气系统1.6冷却系统1.7导向与定位系统1.1塑胶模具的结构塑胶模具,一种用于压塑、挤塑、...
注塑模具的结构组成(Creo产品结构工程师必须要知道的塑胶模具结构简介)
目录1.塑胶模具的结构1.1塑胶模具的基本结构1.1-1模板编号规则1.1-2塑胶模具零件编号标准1.2浇注系统1.3成型系统1.4顶出系统及成型机构1.5排气系统1.6冷却系统1.7导向与定位系统1.1塑胶模具的结构塑胶模具,一种用于压塑、挤塑、...
浇口对制件的影响及位置的选择一、浇口位置的要求:1.外观要求(浇口痕迹,熔接线)2.产品功能要求3.模具加工要求4.产品的翘曲变形5.浇口容不容易去除二、对生产和功能的影响:1.流长(FlowLength)决定射出压力,锁模力,以及...
浇口对制件的影响及位置的选择一、浇口位置的要求:1.外观要求(浇口痕迹,熔接线)2.产品功能要求3.模具加工要求4.产品的翘曲变形5.浇口容不容易去除二、对生产和功能的影响:1.流长(FlowLength)决定射出压力,锁模力,以及...
浇口类型图解(图解24种注塑模具(模架)结构设计,直观易懂)
...统(分热流道,冷流道)包括主流道,分流道,冷料穴和浇口(侧浇口,扇形浇口,牛角浇口,点浇口,直浇口等)3、导向,定位机
浇口类型图解(图解24种注塑模具(模架)结构设计,直观易懂)
...统(分热流道,冷流道)包括主流道,分流道,冷料穴和浇口(侧浇口,扇形浇口,牛角浇口,点浇口,直浇口等)3、导向,定位机
...统(分热流道,冷流道)包括主流道,分流道,冷料穴和浇口(侧浇口,扇形浇口,牛角浇口,点浇口,直浇口等)3、导向,定位机
注塑模具有哪些结构(图解24种注塑模具(模架)结构设计,直观易懂)
...统(分热流道,冷流道)包括主流道,分流道,冷料穴和浇口(侧浇口,扇形浇口,牛角浇口,点浇口,直浇口等)3、导向,定位机
注塑模具有哪些结构(图解24种注塑模具(模架)结构设计,直观易懂)
...统(分热流道,冷流道)包括主流道,分流道,冷料穴和浇口(侧浇口,扇形浇口,牛角浇口,点浇口,直浇口等)3、导向,定位机
注塑模具原理及过程(图解24种注塑模具(模架)结构设计,直观易懂)
...统(分热流道,冷流道)包括主流道,分流道,冷料穴和浇口(侧浇口,扇形浇口,牛角浇口,点浇口,直浇口等)3、导向,定位机