炮塔铣床自动进刀怎么弄(炮塔铣床、数控铣床、加工中心在切削过程中的金属变形)
Posted
篇首语:不怕读得少,只怕记不牢。本文由小常识网(cha138.com)小编为大家整理,主要介绍了炮塔铣床自动进刀怎么弄(炮塔铣床、数控铣床、加工中心在切削过程中的金属变形)相关的知识,希望对你有一定的参考价值。
炮塔铣床自动进刀怎么弄(炮塔铣床、数控铣床、加工中心在切削过程中的金属变形)

炮塔铣床、数控铣床、加工中心对塑性金属进行切削时,切屑的形成过程就是切削层金属的变形过程。根据切削过程中整个切削区域金属材料的变形特点,可将刀具切削刃附近的切削层划分为三个变形区。
1、第Ⅰ变形区,其变形的主要特征是金属晶格间出现剪切滑移以及随之产生的加工硬化。
2、第Ⅱ变形区,其特征是晶粒剪切滑移剧烈呈纤维化,离前刀面越近,纤维化现象越明显。

3、第Ⅲ变形区,第Ⅲ变形区是刀具与工件已加工表面间的摩擦区,已加工表面受到刀具切削刃钝圆部分及后刀面的挤压和摩擦, 使切削层金属发生变形。
这三个变形区汇集在刀具切削刃附近,相互关联相互影响,成为切削变形区。切削过程中产生的各种现象均与这三个区域的变形有关。

炮塔铣床、数控铣床、加工中心在金属切削过程中,刀具切除工件上的多余金属层,被切离工件的金属称为切屑。由于工件材料及切削条件不同,会产生不同类型的切屑。常见的切屑有四种类型,即带状切屑、挤裂切屑、单元切屑和崩碎切屑。
1、带状切屑,加工塑性金属材料,通常切削厚度较小、切削速度较高、刀具前角较大时得到带状切屑。形成这种切屑时,切削过程平稳,已加工表面的表面粗糙度值较小,需采取断屑措施,可通过减小前角、加宽负倒棱、降低切削速度等措施促进卷屑,在前刀面上磨断屑槽也可促进断屑。

2、挤裂切屑,挤裂切屑变形程度比带状切屑大。这种切屑是在加工塑性金属材料,切削厚度较大、切削速度较低、刀具前角较小时得到的。此时切削过程中产生一定的振动,已加工表面较粗糙。
3、单元切屑,又称为粒状切屑,加工塑性较差的金属材料时,在挤裂切屑基础上将切削厚度进一步增大,切削速度和前角进一步减小,使剪切裂纹进一步扩展而断裂成梯形的单元切屑。

以上三种切屑只有在加工塑性材料时才可能得到。在生产中最常见的是带状切屑,有时得到挤裂切屑,单元切屑则很少见。
4、崩碎切屑,切削铸铁等脆性金属材料时,由于材料的塑性差、抗拉强度低,切削层往往未经塑性变形就产生了脆性崩裂,行程不规则的崩碎切屑。此时,切削力波动很大,有冲击载荷,已加工表面凹凸不平。

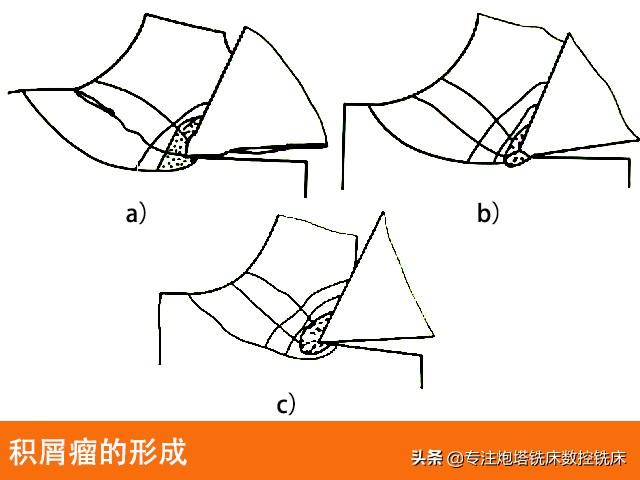
1、积屑瘤的形成
在一定切削速度范围内,加工钢材、有色金属等塑性材料时,在切削刃附近的前刀面上粘附着一块金属硬块,它包围着切削刃且覆盖着部分前刀面,这块剖面呈三角状的金属硬块称为积屑瘤。形成积屑瘤的条件主要取决于切削温度,例如切削中碳钢的切削温度在300~380℃时,易产生积屑瘤。
2、积屑瘤对切削的影响
①对切削力的影响,积屑瘤粘结在前刀面上,增大了刀具的实际前角,可使切削力减小。但由于积屑瘤不稳定,导致了切削力的波动。
②对已加工表面粗糙度的影响,积屑瘤不稳定,易破裂,其碎片随机性地散落,可能会留在已加工表面上。另外,积屑瘤形成的刃口不光滑,使已加工表面变得粗糙。

③对刀具寿命的影响,积屑瘤相对稳定时,可代替切削刃切削,减小了切屑与前刀面的接触面积,延长了刀具寿命;积屑瘤不稳定时,破裂部分有可能引起硬质合金刀具的剥落,反而降低了刀具寿命。
显然,积屑瘤有利有弊。粗加工时,对精度和表面粗糙度要求不高,如果积屑瘤能稳定生长,则可以代替刀具进行切削,保护刀具,同时减少切削变形;精加工时,则应避免积屑瘤的出现。

3、减少或避免积屑瘤的措施
①避免采用易产生积屑瘤的速度进行切削,即宜采用低速或高速切削,因低速切削加工效率低,故多采用高速切削。
②采用大前角刀具切削,以减少刀具前刀面与切屑接触的压力。

③适当提高工件材料的硬度,减小加工硬化倾向。
④使用润滑性能好的切削液,减小前刀面的表面粗糙度值,降低刀具与切屑接触面的摩擦因数。
相关参考
炮塔铣床主轴更换轴承(炮塔铣床、数控铣床、加工中心维修中零部件的清洗和方法)
炮塔铣床、数控铣床、加工中心在使用一定年限后,必须进行全部的检修和精度测试,检修中根据机床的故障情况和磨损程度,将炮塔铣床给予分解拆卸,修复部分零件和更换易损件后给予重新装配。由于分解出大量零部件首先...
炮塔铣床主轴更换轴承(炮塔铣床、数控铣床、加工中心维修中零部件的清洗和方法)
炮塔铣床、数控铣床、加工中心在使用一定年限后,必须进行全部的检修和精度测试,检修中根据机床的故障情况和磨损程度,将炮塔铣床给予分解拆卸,修复部分零件和更换易损件后给予重新装配。由于分解出大量零部件首先...
各种类型的机床,如数控铣床、炮塔铣床在进行切削加工时,为了获得具有一定几何形状、一定加工精度和表面质量的工件,刀具和工件需作一系列的运动。按其功用不同,常将机床在加工中所完成的各种运动分为表面成形运动...
各种类型的机床,如数控铣床、炮塔铣床在进行切削加工时,为了获得具有一定几何形状、一定加工精度和表面质量的工件,刀具和工件需作一系列的运动。按其功用不同,常将机床在加工中所完成的各种运动分为表面成形运动...
...用盘形铣刀铣削,封闭键槽多采用键槽铣刀铣削。(2)炮塔铣床轴类工件的装夹方法。轴类工件的装夹方法有四种:用机用平口钳装夹,适合单件生产;用V形架装夹,轴的中心高度会变化;用分度头定中心装夹,适合精度较高...
...用盘形铣刀铣削,封闭键槽多采用键槽铣刀铣削。(2)炮塔铣床轴类工件的装夹方法。轴类工件的装夹方法有四种:用机用平口钳装夹,适合单件生产;用V形架装夹,轴的中心高度会变化;用分度头定中心装夹,适合精度较高...
...多的品牌当中建议大家可以选择今日标准,不仅能够保证炮塔铣的使用质量更稳定,而且在加工生产的过程中精度也最高,最重要的就是能够加工精度稳定,能够保证在生产加工过程中出现误差能够能够及时发现,这样才能够避...
...多的品牌当中建议大家可以选择今日标准,不仅能够保证炮塔铣的使用质量更稳定,而且在加工生产的过程中精度也最高,最重要的就是能够加工精度稳定,能够保证在生产加工过程中出现误差能够能够及时发现,这样才能够避...
...用盘形铣刀铣削,封闭键槽多采用键槽铣刀铣削。(2)炮塔铣床轴类工件的装夹方法。轴类工件的装夹方法有四种:用机用平口钳装夹,适合单件生产;用V形架装夹,轴的中心高度会变化;用分度头定中心装夹,适合精度较高...
...用盘形铣刀铣削,封闭键槽多采用键槽铣刀铣削。(2)炮塔铣床轴类工件的装夹方法。轴类工件的装夹方法有四种:用机用平口钳装夹,适合单件生产;用V形架装夹,轴的中心高度会变化;用分度头定中心装夹,适合精度较高...