炉衬施工(镍铁矿热炉炉衬设计、耐火材料选择以炉衬砌筑施工的工艺方法)
Posted
篇首语:智者的智慧是一种不平常的常识。本文由小常识网(cha138.com)小编为大家整理,主要介绍了炉衬施工(镍铁矿热炉炉衬设计、耐火材料选择以炉衬砌筑施工的工艺方法)相关的知识,希望对你有一定的参考价值。
炉衬施工(镍铁矿热炉炉衬设计、耐火材料选择以炉衬砌筑施工的工艺方法)
随着RKEF技术的引进,国内镍铁技术进步飞速,炉衬寿命从最初的不到6个月,到现在已经可以达到7年。笔者依据国内镍铁行业近10多年来的发展经验,从设计、砌筑、耐火材料选择、冶炼渣型控制、操作运行维护方面的技术改进,将镍铁炉衬寿命提高到10年,甚至更长时间也是可以实现的。

一、炉衬设计
目前,红土镍矿生产镍铁主流是选用RKEF工艺,矿热炉一般为33MVA以上大型电炉,RKEF工艺核心设备是矿热炉、回转窑,矿热炉设计首先要确定合理的参数:炉壳直径、炉壳高度、炉膛直径、炉膛深度、电极直径等(矩形电炉确定长度、宽度、高度),而这些参数的确定和炉衬参数的确定紧密相关。而依据国内10多年来镍铁矿热炉运行的经验数据,一般来讲,炉底厚度2.0~2.2m、炉墙厚度1.0~1.3m即可完全满足生产需要,可以实现炉衬稳定运行;国内一些厂家选用比此数据更深的炉底及更厚的炉墙,实际运行中并无明显优势,不能有效提高炉衬使用寿命。具体从以下方面设计,可以确定合适的炉衬方案。
1、出铁口及出渣口设计
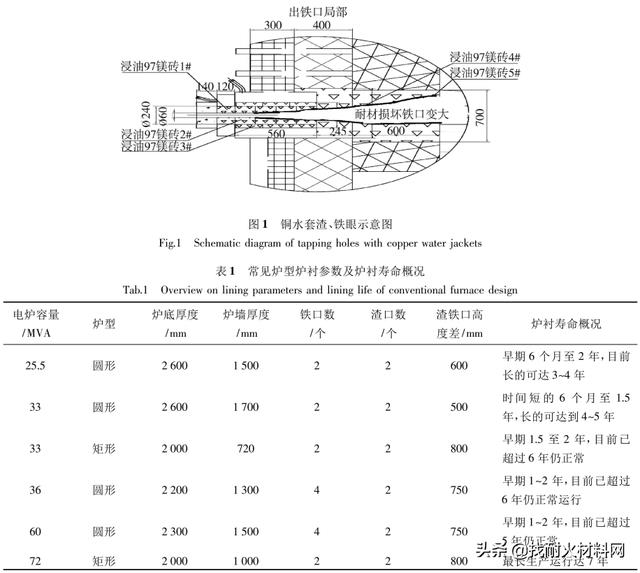
铜水套渣、铁眼示意图如图1所示。出铁口、出渣口均使用铜水套,有利于生产过程中的稳定运行及维修。出铁口深度1.5m、渣口深度1.3m左右,铁眼直径60mm、渣眼直径100mm即能有效满足生产需求。出铁口个数3~4个,渣眼2个,渣眼、铁眼高度差600~800mm,建议不小于600mm。高度差低于600mm,则生产中铁水极有可能出现从渣眼溢出的情况,会造成镍的回收率降低,严重时可能导致出渣发生爆炸,安全隐患较大。常见炉型炉衬参数及炉衬寿命概况如表1所示。
2、耐火材料选用
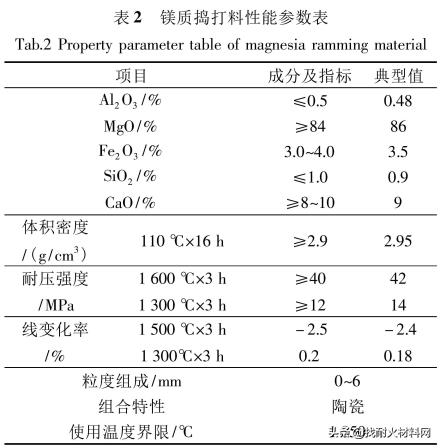
镍铁水比重大、铁水温度较高、渗透性较强,早期使用碳砖或镁砖筑炉底,较短时间就会发生烧穿炉底情况。选用镁质捣打料整体打结无缝炉底,有效避免了铁水穿炉底情况发生,极大提高了炉衬寿命。炉墙渣线部位使用97、95镁砖,冶炼过程中可耐高温熔渣侵蚀,通过挂渣作业,可以稳定炉衬整体结构。渣线以上部位,选用75高铝砖作保温层即可。镁质捣打料性能参数如表2所示。
3、弹性层及膨胀缝设置
一般现在的大型镍铁电炉直径17m以上,炉衬耐材重量超过2000t,生产时高温铁水、炉渣、炉料重量大约1200~1600t,炉衬会承受很大的压力及耐材随温度升高逐渐增加的膨胀应力,因此,设计合理的弹性层以便平衡压力及膨胀应力,防止应力过大炉壳挤裂导致炉衬结构不稳定而降低炉衬寿命。通过理论计算及实际经验数据,大型电炉弹性层厚约300mm左右较为合理。镑砖炉衬开炉过程中,从常温升温到1600℃左右的高温状态会产生一定的膨胀,依据厂家提供的膨胀系数,砖与砖之间需留设1mm辅设膨胀纸,以便消除膨胀应力达到炉衬整体稳定的效果。
二、炉衬砌筑施工
良好的设计是保证炉衬寿命的基础,而砌筑施工的质量是保证炉衬寿命的关键。施工是复杂、综合性工程,镁质耐材生产过程的质量保证,是炉衬质量保证的前提条件;运输、施工过程务必做好防水,施工前所有耐材需要取样做理化指标及强度数据分析。
1、施工前准备
炉体钢结构验收,按照设计图,测量炉壳直径、炉壳高度,标定炉心及中心线,确定渣、铁眼中心及位置,标定高度等数据。炉壳钢板厚度约30mm,焊接量大,各焊缝应UT检测符合设计要求,炉底、炉墙测温点开孔留设好以后,方可进行耐材砌筑施工。
2、炉底捣打料施工
向炉内投入捣打料,炉底镁质捣打料,应分层捣打,每层捣打料打实厚度约160~200mm。按照设计要求向炉内投入捣打料,下料后,用铁锹或钉耙扒平,再用铝合金长尺与水平仪找平,之后在平整后的捣打料上铺上彩条布(帆布),彩条布将炉底捣打料全部盖住,平板振动器放在彩条布(帆布)上,各台作业的振动器要保持一定距离、平衡、对称。
(1)振捣。启动振动器,振动器启动后,从外圈开始振动,从外向内(炉中心)一圈接一圈地进行捣打,后一圈要重叠前一圈三分之一,防止漏打。从炉壳内侧连续振动,直到炉中心视为一遍。一遍捣打完成后再从外向内重复捣打几遍,每一层捣打料用两台或多台振捣器同时捣打多遍。
(2)钉耙“拉毛”。每一层捣打结束,除去防尘彩条布(帆布),用自制的钉耙按同一方向在捣打料层表面上拉毛,梳理成沟,以利于增大上下相邻两层接触面积,形成无缝整体捣打炉底。
(3)打结质量。打实后的捣打料密度应该达到2.8g/cm3以上。此时,振动器上下跳动,振幅较大,振动声音比前几遍响的多,这些现象表明,料层基本打实。打结质量检验方法:用直径4mm铁棍,例如4mm焊条插入深度不超过20mm。铁棍垂直力度5kg。
(4)注意事项。往炉内加入捣打料时,应该将吨袋装的捣打料按几个方向均匀加到炉内,便于人工扒平捣打料,颗粒均匀投料。随时拣出塑料、丝袋、线绳,严禁炉渣、铁块等杂物混入料内。振动操作时,振动器要缓慢匀速前进,振动均衡、乎稳,保证打结强度。
3、炉衬砖砌筑
(1)找出炉底中心,按炉衬内径尺寸划出内衬圆界限,按内衬界限砌筑内衬镁砖。内衬环砖砌筑一定高度后,在镁砖外圈和炉壳间的弹性层填满捣打料即可(不需要捣紧)。
(2)砌筑墙面的砖用直型砖和锲型砖,环形的接缝用耐火粉填充并凿平。砌砖时,应使用木锤或橡胶锤找正,不应使用铁锤,炉墙的合门砖应均匀分布在与铁口渣口夹角90°的两侧。
(3)每层的最后一块合门砖,如需切割加工,该砖至少大于原砖宽度的二分之一,在该加工砖的上面砖则必须保证是块整砖。
(4)每环砖根据直径的不同,使用不同尺寸的锲形砖,砌筑时应使每块砖的中心线指向圆心。
(5)炉膛内衬渣线以上部位采用高铝砖和高错细粉填充。接缝厚度最大2mm,砖与炉壳间的弹性层用捣打料填充即可。
4、铁眼及渣眼砌筑
(1)砌筑前检查出铁口和出渣口砖是否完整。
(2)预砌铁口、渣口砖,对不合格的部位进行打磨修整。
(3)出铁口及出渣口左右两边涂抹耐火泥浆的范围不使用胀缝纸,前后砖要错缝、不得有贯通缝,砖缝≤1mm。
(4)出铁口和出渣口砖要用镁粉、水玻璃调制的耐火泥浆进行湿法砌筑,砌筑时由内向外,后砌筑的砖与先砌筑的砖要挤紧,砖缝要泥浆填充饱满、不得留有缝隙,防止铁水渗透。
相关参考
热风炉烘炉曲线(加热炉的烘炉过程主要是耐火炉衬中水分的析出)
加热炉的烘炉过程主要是耐火炉衬中水分的析出过程及浇注料本身的高温烧结过程。水分是不断的从耐火浇注料浇注的炉墙、炉顶中沿梯度析出,其实质就是水在浇注料表面受热汽化,内部水分不断向浇注料表面补充再蒸发的过...
热风炉烘炉曲线(加热炉的烘炉过程主要是耐火炉衬中水分的析出)
加热炉的烘炉过程主要是耐火炉衬中水分的析出过程及浇注料本身的高温烧结过程。水分是不断的从耐火浇注料浇注的炉墙、炉顶中沿梯度析出,其实质就是水在浇注料表面受热汽化,内部水分不断向浇注料表面补充再蒸发的过...
炉衬保温材料(铁合金生产中矿热电炉炉衬常用耐火材料的性能和使用特点)
铁合金电炉耐火材料包括炉顶耐火材料、炉墙耐火材料和熔池耐火材料(炉坡和炉底)三部分。在铁合金冶炼过程中,不同部分的耐火材料处于不同的工作状态。铁合金电炉炉顶耐火材料主要随高温炉气和喷附炉渣的侵蚀冲击作用...
炉衬保温材料(铁合金生产中矿热电炉炉衬常用耐火材料的性能和使用特点)
铁合金电炉耐火材料包括炉顶耐火材料、炉墙耐火材料和熔池耐火材料(炉坡和炉底)三部分。在铁合金冶炼过程中,不同部分的耐火材料处于不同的工作状态。铁合金电炉炉顶耐火材料主要随高温炉气和喷附炉渣的侵蚀冲击作用...
随着耐火材料纤维生产技术及应用技术的发展,耐火陶纤制品已经实现了系列化与功能化,产品从使用温度上,可以满足从600℃至1400℃不同温度档次的使用要求。从形态上已逐渐形成了从传统的棉、毯产品到纤维模块、板、异...
随着耐火材料纤维生产技术及应用技术的发展,耐火陶纤制品已经实现了系列化与功能化,产品从使用温度上,可以满足从600℃至1400℃不同温度档次的使用要求。从形态上已逐渐形成了从传统的棉、毯产品到纤维模块、板、异...
炉衬材料对不锈钢氧化的影响(哪些化学物质会对硅酸铝产品造成影响)
对硅酸铝纤维具有侵蚀作用的几种化学物质包括:氟、氟化物、钒及其他重金属、磷酸、强碱等。(1)氟和氟化物。毫无疑问,氟对硅酸铝纤维的腐蚀性最强。在100℃以下,氟和水与硅酸铝纤维的反应将对纤维结构产生极大的破坏...
炉衬材料对不锈钢氧化的影响(哪些化学物质会对硅酸铝产品造成影响)
对硅酸铝纤维具有侵蚀作用的几种化学物质包括:氟、氟化物、钒及其他重金属、磷酸、强碱等。(1)氟和氟化物。毫无疑问,氟对硅酸铝纤维的腐蚀性最强。在100℃以下,氟和水与硅酸铝纤维的反应将对纤维结构产生极大的破坏...
振吴保温炉(【技术】矿棉生产中保温电弧炉内衬用耐火材料使用情况分析)
...,因每次高温熔液出炉后,炉壁温度急聚下降,导致炉衬耐火材料承受温度骤冷、骤热的热冲击,还要承受熔渣的化学侵蚀、液位下降过程中与空气接触的氧化腐蚀。因此对炉衬耐火材料选材要求十分苛刻,同时还要考虑炉衬材...
专利号:CN201520182522.8当前权利人:天津振普筑炉衬里工程有限公司摘要:本实用新型公开一种耐火浇注料快速施工装置,包括搅拌机、喷涂机、高压输送管;搅拌机下端设有下料斗,喷涂机位于下料斗下方,喷涂机与高压输送管相...